Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Electrical Units of MeasureДокумент36 страницElectrical Units of MeasureHyung BaeОценок пока нет
- Haskel GasBoostersДокумент36 страницHaskel GasBoosterskammoОценок пока нет
- Engineering Fundamentals of The Internal Combustion Engine - Willard W. PulkrabekДокумент425 страницEngineering Fundamentals of The Internal Combustion Engine - Willard W. Pulkrabekmi2jaca100% (2)
- Revised fire drill performance standardsДокумент47 страницRevised fire drill performance standardsKartikeya GuptaОценок пока нет
- Typical Centrifugal Pump DatasheetДокумент7 страницTypical Centrifugal Pump DatasheetFabioSalaОценок пока нет
- Astm C27Документ2 страницыAstm C27nee2790Оценок пока нет
- Fs Pri 004 Lamella Settling A20160220Документ30 страницFs Pri 004 Lamella Settling A20160220bkkbrazil100% (1)
- Heat Loss Calculations and Heater Selection Air and GasДокумент7 страницHeat Loss Calculations and Heater Selection Air and GastgimranОценок пока нет
- Strategic Management Plan analyzing Unilever's macro and micro environmentsДокумент17 страницStrategic Management Plan analyzing Unilever's macro and micro environmentsMd Moshiul HaqueОценок пока нет
- Finals-Insurance Week 5Документ19 страницFinals-Insurance Week 5Ryan ChristianОценок пока нет
- Pid Legend PDFДокумент1 страницаPid Legend PDFSocMed Dtk UI0% (1)
- JSW Energy Plant Maintenance BBPДокумент46 страницJSW Energy Plant Maintenance BBPSandeep Kumar PraharajОценок пока нет
- DesignGuide PDFДокумент24 страницыDesignGuide PDFFrendy RianОценок пока нет
- DesignGuide PDFДокумент24 страницыDesignGuide PDFFrendy RianОценок пока нет
- Instructions For Flowmeter Data Sheet - NE-ENG-83 PDFДокумент3 страницыInstructions For Flowmeter Data Sheet - NE-ENG-83 PDFFrendy RianОценок пока нет
- E 205 11 PDFДокумент60 страницE 205 11 PDFWan Ah-LunОценок пока нет
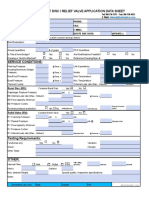
- Burst Disc Relief Valve Application Data Sheet PDFДокумент4 страницыBurst Disc Relief Valve Application Data Sheet PDFFrendy RianОценок пока нет
- Pipe Rough ValuesДокумент1 страницаPipe Rough ValuesSpoonful BurnsideОценок пока нет
- Relief Valve Application Data SheetДокумент4 страницыRelief Valve Application Data SheetFrendy RianОценок пока нет
- Gas MixingДокумент16 страницGas MixingFrendy RianОценок пока нет
- Pressure Gauge SelectionДокумент2 страницыPressure Gauge SelectiondjendraHeniОценок пока нет
- Safety Pattern Pressure Gauges PGДокумент2 страницыSafety Pattern Pressure Gauges PGSrinivas VenkatramanОценок пока нет
- Arita KatalogДокумент58 страницArita KatalogAhmed Beaet83% (6)
- Media FilterДокумент12 страницMedia FilterFrendy RianОценок пока нет
- Control Valve P1 P2 Flow RangeДокумент7 страницControl Valve P1 P2 Flow RangeramkrishnaОценок пока нет
- SwagelokДокумент1 страницаSwagelokFrendy RianОценок пока нет
- Critical valve repair kits and sealsДокумент30 страницCritical valve repair kits and sealsFrendy RianОценок пока нет
- ScheduleДокумент1 страницаScheduleFrendy RianОценок пока нет
- Forbil Ebook Series Okt-II Basic Income Then and NowДокумент24 страницыForbil Ebook Series Okt-II Basic Income Then and NowFrendy RianОценок пока нет
- MCQ Gas Blender 6000Документ4 страницыMCQ Gas Blender 6000Frendy RianОценок пока нет
- NO TAG Ukuran NO TAG Ukuran NO TAG: Valve ListДокумент3 страницыNO TAG Ukuran NO TAG Ukuran NO TAG: Valve ListFrendy RianОценок пока нет
- Comparison FBD Vs Rotary DryerДокумент1 страницаComparison FBD Vs Rotary DryerFrendy RianОценок пока нет
- 13 Envitec Biogas AG Co-Digestion of Solid and Effluent Waste As Optimum Solution For Energy GenerationДокумент15 страниц13 Envitec Biogas AG Co-Digestion of Solid and Effluent Waste As Optimum Solution For Energy GenerationFrendy RianОценок пока нет
- Lembar Kerja 11 Garam LampiranДокумент1 страницаLembar Kerja 11 Garam LampiranFrendy RianОценок пока нет
- Logo EmbossДокумент1 страницаLogo EmbossFrendy RianОценок пока нет
- Catalog TMD TrundeanДокумент12 страницCatalog TMD TrundeanFrendy RianОценок пока нет
- Product:: Electronic, 2 C #18 STR TC, PE Ins, OS, PVC JKT, CMДокумент2 страницыProduct:: Electronic, 2 C #18 STR TC, PE Ins, OS, PVC JKT, CMAnonymous XYAPaxjbYОценок пока нет
- Pembangkit ListrikДокумент2 страницыPembangkit ListrikDede MulyamanОценок пока нет
- Appendix C: Time Value of MoneyДокумент15 страницAppendix C: Time Value of MoneyrockerОценок пока нет
- 19 - Speed, Velocity and Acceleration (Answers)Документ4 страницы19 - Speed, Velocity and Acceleration (Answers)keyur.gala100% (1)
- Workload Assessment in Railway ControlДокумент8 страницWorkload Assessment in Railway ControlbbeeОценок пока нет
- Gerovital anti-aging skin care product guideДокумент10 страницGerovital anti-aging skin care product guideכרמן גאורגיהОценок пока нет
- AMYLOIDOSISДокумент22 страницыAMYLOIDOSISMohan ChoudharyОценок пока нет
- Fendering For Tugs: Mike Harrison, Trelleborg Marine Systems, UKДокумент5 страницFendering For Tugs: Mike Harrison, Trelleborg Marine Systems, UKRizal RachmanОценок пока нет
- Abiotic and Biotic Factors DFДокумент2 страницыAbiotic and Biotic Factors DFgiselleОценок пока нет
- The Creators College of Science & Commerce: 1 TermДокумент2 страницыThe Creators College of Science & Commerce: 1 TermJhangir Awan33% (3)
- 2021 - Tet Purchase Behavior Report - INFOCUSДокумент15 страниц2021 - Tet Purchase Behavior Report - INFOCUSGame AccountОценок пока нет
- Masturbation It Might Feel Good But ItsДокумент7 страницMasturbation It Might Feel Good But ItsKshivam KhandelwalОценок пока нет
- News Writing April 2019Документ39 страницNews Writing April 2019Primrose EmeryОценок пока нет
- Bajaj Auto Company NewДокумент94 страницыBajaj Auto Company Newbhas_786Оценок пока нет
- Cars Ger Eu PCДокумент157 страницCars Ger Eu PCsergeyОценок пока нет
- Orientation Report PDFДокумент13 страницOrientation Report PDFRiaz RasoolОценок пока нет
- Pump Course Material Chapter 2Документ16 страницPump Course Material Chapter 2engr victorОценок пока нет
- Screenshot 2023-01-03 at 9.25.34 AM PDFДокумент109 страницScreenshot 2023-01-03 at 9.25.34 AM PDFAzri ZakwanОценок пока нет
- The Grey Nomads Guide To AustraliaДокумент3 страницыThe Grey Nomads Guide To AustraliaFreerangecamping60% (5)
- Guidelines On Dissolution Profile Comparison: Udrun ReitagДокумент10 страницGuidelines On Dissolution Profile Comparison: Udrun ReitagRaju GawadeОценок пока нет
- Welcome To International Journal of Engineering Research and Development (IJERD)Документ9 страницWelcome To International Journal of Engineering Research and Development (IJERD)IJERDОценок пока нет
- HS-2172 Vs HS-5500 Test ComparisonДокумент1 страницаHS-2172 Vs HS-5500 Test ComparisonRicardo VillarОценок пока нет
- Diagram "From-To" Pada Optimasi Tata Letak Berorientasi Proses (Process Layout)Документ17 страницDiagram "From-To" Pada Optimasi Tata Letak Berorientasi Proses (Process Layout)Febrian Satrio WicaksonoОценок пока нет
- II Unit - End EffectorsДокумент49 страницII Unit - End EffectorsGnanasekarОценок пока нет