Вам также может понравиться
- Heat Treatment of SteelДокумент35 страницHeat Treatment of Steelakhilsyam21Оценок пока нет
- Unit 5: Heat Treatment Processes: FundamentalsДокумент53 страницыUnit 5: Heat Treatment Processes: FundamentalsPriyanka SinghОценок пока нет
- The 13 Most Important Numbers in The Universe - James D. Stein's Cosmic NumbersДокумент10 страницThe 13 Most Important Numbers in The Universe - James D. Stein's Cosmic NumbersEmerson Novais OliveiraОценок пока нет
- 4 Dtic: Reliability and Life Prediction Methodology M60 Torsion BarsДокумент60 страниц4 Dtic: Reliability and Life Prediction Methodology M60 Torsion BarsTabiXh AahilОценок пока нет
- CAE Lab ManualДокумент40 страницCAE Lab ManualBeesam Ramesh KumarОценок пока нет
- Annealing, Normalizing, Quenching, Martensitic TransformationДокумент22 страницыAnnealing, Normalizing, Quenching, Martensitic TransformationAboo BackerОценок пока нет
- Heat Treatment Process: By: Jagdish PampaniaДокумент67 страницHeat Treatment Process: By: Jagdish PampaniabassamОценок пока нет
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelОт EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelОценок пока нет
- Ar Chae OlogyДокумент9 страницAr Chae Ologyjmerrick59Оценок пока нет
- Heat Treatment: ME 318 Manufacturing TechniquesДокумент12 страницHeat Treatment: ME 318 Manufacturing Techniquesmayur_mechОценок пока нет
- Heat TreatmentДокумент59 страницHeat TreatmentINSTECH Consulting100% (1)
- Annealing (Metallurgy)Документ5 страницAnnealing (Metallurgy)Vijay Vikram SinghОценок пока нет
- Heat Treatment of SteelДокумент59 страницHeat Treatment of SteelNaman ShethОценок пока нет
- Annealing Normalizing QuenchingДокумент22 страницыAnnealing Normalizing QuenchingManish GuptaОценок пока нет
- Engg Metallurgy Lecture 5Документ54 страницыEngg Metallurgy Lecture 5Patil Sudheer GowdОценок пока нет
- Food ProcessingДокумент52 страницыFood ProcessingAtanacia IlaganОценок пока нет
- Heat Treatment GC - 08Документ54 страницыHeat Treatment GC - 08kr_abhijeet72356587Оценок пока нет
- HEAT TREATMENT of SteelДокумент33 страницыHEAT TREATMENT of Steelparamaguru vОценок пока нет
- Heat TreatmentДокумент22 страницыHeat Treatmentansh_k9250% (2)
- Heat Treatment Part 2Документ46 страницHeat Treatment Part 2Naman DaveОценок пока нет
- Valvula Expansao Te5 PDFДокумент6 страницValvula Expansao Te5 PDFJosé Edgard Pereira BarrettoОценок пока нет
- Heat Treatment ProcessesДокумент44 страницыHeat Treatment Processesmesa142Оценок пока нет
- Report Heat Treatment Eng Lab 3Документ7 страницReport Heat Treatment Eng Lab 3khalifawhan43% (7)
- ASTM Casting MaterialsДокумент1 страницаASTM Casting Materialschy_81Оценок пока нет
- Chemistry Form 4 A+ NotesДокумент67 страницChemistry Form 4 A+ NotesFebian Henry93% (15)
- SMДокумент36 страницSMharan2000Оценок пока нет
- Heat TreamentДокумент9 страницHeat TreamentAtul GaurОценок пока нет
- Khodaie Et Al-ACI Spring 2016Документ13 страницKhodaie Et Al-ACI Spring 2016erosОценок пока нет
- H 3159Документ58 страницH 3159Alex GigenaОценок пока нет
- Penetration Limits of Conventional Large Caliber Anti Tank - Kinetic Energy ProjectilesДокумент9 страницPenetration Limits of Conventional Large Caliber Anti Tank - Kinetic Energy ProjectilesSteve RothwellОценок пока нет
- Zocca2015 PDFДокумент19 страницZocca2015 PDFBeesam Ramesh KumarОценок пока нет
- Heat TreatmentДокумент21 страницаHeat TreatmentChernet MerknehОценок пока нет
- Unit 2: Heat Treatment of Iron and SteelsДокумент24 страницыUnit 2: Heat Treatment of Iron and SteelsRahul kumarОценок пока нет
- Heat TreatmentДокумент33 страницыHeat TreatmentIsrael HailuОценок пока нет
- Heat TreatmentДокумент40 страницHeat TreatmentFavour LawrenceОценок пока нет
- Heat TreatmentДокумент44 страницыHeat TreatmentMastram HatheshОценок пока нет
- Lab PHY 2Документ16 страницLab PHY 2Shivraj ChouguleОценок пока нет
- Anealing TypesДокумент29 страницAnealing TypesPratheep AddrinОценок пока нет
- Annealing, Normalizing, Quenching, Martensitic TransformationДокумент22 страницыAnnealing, Normalizing, Quenching, Martensitic TransformationAboo Backer100% (1)
- 4 - Heat TreatmentДокумент29 страниц4 - Heat TreatmentNomor SatuОценок пока нет
- Lecturenote - 1043678988chapter 3 Heat Treatment PDFДокумент15 страницLecturenote - 1043678988chapter 3 Heat Treatment PDFVarun SinghОценок пока нет
- U1. T2. Activity 1. Heat Treatments of SteelДокумент11 страницU1. T2. Activity 1. Heat Treatments of SteelTygaОценок пока нет
- Capili Jefferson 12Документ9 страницCapili Jefferson 12Christian Al EncarnacionОценок пока нет
- Dual PhaseДокумент3 страницыDual Phaseahmed ezwaiОценок пока нет
- Literature ReviewДокумент23 страницыLiterature ReviewRISHAVОценок пока нет
- Document 7Документ6 страницDocument 7Roy mugendi100% (1)
- Heat TreatmentДокумент9 страницHeat TreatmentsvsddsdsОценок пока нет
- Course No: Experiment No:: Structural Study of Mild Steel After Heat TreatmentДокумент13 страницCourse No: Experiment No:: Structural Study of Mild Steel After Heat TreatmentRifat KhanОценок пока нет
- Heat Treatment ProcessesДокумент7 страницHeat Treatment ProcessesArjun H NambiarОценок пока нет
- Heat Treatment of Steels (Power Point Presentation)Документ14 страницHeat Treatment of Steels (Power Point Presentation)Armando Lopez Bond75% (4)
- Objectives of Heat TreatmentДокумент6 страницObjectives of Heat TreatmentAdaitaChowdhury100% (1)
- 05 HeattreatmentДокумент39 страниц05 HeattreatmentHaerul AtamimiОценок пока нет
- Annealing, Normalizing, Quenching, Martensitic TransformationДокумент22 страницыAnnealing, Normalizing, Quenching, Martensitic Transformationmukesh_ganganiОценок пока нет
- HeattreatmentДокумент29 страницHeattreatmentUJJWAL PRAKASHОценок пока нет
- Heat Treatment and Related Processes: AnnealingДокумент24 страницыHeat Treatment and Related Processes: AnnealingmiteshОценок пока нет
- Importance of Heat TreatmentДокумент5 страницImportance of Heat TreatmentArgha DasОценок пока нет
- Heat Treatment of Carbon SteelДокумент23 страницыHeat Treatment of Carbon SteelArielle Joyce de JesusОценок пока нет
- Basics of Heat Treatment (Part-0)Документ11 страницBasics of Heat Treatment (Part-0)Mohamed AtefОценок пока нет
- Content Types: Mild and Low Carbon SteelДокумент4 страницыContent Types: Mild and Low Carbon SteelAshwani DograОценок пока нет
- Heat Treatment ProcessДокумент46 страницHeat Treatment ProcessMallappa KomarОценок пока нет
- Heat Treatment: Unit - IiДокумент94 страницыHeat Treatment: Unit - Iisenthilkumar tsОценок пока нет
- Heat TreatmentДокумент18 страницHeat TreatmentReverse Flash100% (1)
- Heat TreatmentДокумент4 страницыHeat TreatmentAshish BoraОценок пока нет
- Heat Treatment Steel: ObjectДокумент10 страницHeat Treatment Steel: ObjectKetut Rizki FirmandanuОценок пока нет
- L8 Heat TreatmentsДокумент20 страницL8 Heat TreatmentsQIU QIUОценок пока нет
- NormalizingДокумент4 страницыNormalizingAbd.ul.RahmanОценок пока нет
- Matreial Lab PDFДокумент14 страницMatreial Lab PDFNedaa AbboushiОценок пока нет
- Unit-Ii Part-AДокумент5 страницUnit-Ii Part-AParameswara RajaОценок пока нет
- Tempering LabДокумент14 страницTempering LabArooj JavaidОценок пока нет
- 3 - Heat Treatment & Engineering ApplicationДокумент24 страницы3 - Heat Treatment & Engineering ApplicationHussein SaeedОценок пока нет
- Heat Treatment of SteelДокумент7 страницHeat Treatment of SteelmaadОценок пока нет
- Material Science For CTTC BBSR 11oct 2022Документ68 страницMaterial Science For CTTC BBSR 11oct 2022Nishant ThapliyalОценок пока нет
- Autocad 2019 Instalation ProcedureДокумент1 страницаAutocad 2019 Instalation ProcedureBeesam Ramesh KumarОценок пока нет
- MDP SECTIONAL VIEWS - RubricsДокумент1 страницаMDP SECTIONAL VIEWS - RubricsBeesam Ramesh KumarОценок пока нет
- MDP Sectional Views - RubricsДокумент1 страницаMDP Sectional Views - RubricsBeesam Ramesh KumarОценок пока нет
- Pumps (Problems)Документ1 страницаPumps (Problems)Beesam Ramesh KumarОценок пока нет
- Materials Science and Engineering C: ReviewДокумент16 страницMaterials Science and Engineering C: ReviewBeesam Ramesh KumarОценок пока нет
- Explain Steps in Engineering Design With Flow Chart. 2. Explain Six Steps in Finite Element MethodsДокумент1 страницаExplain Steps in Engineering Design With Flow Chart. 2. Explain Six Steps in Finite Element MethodsBeesam Ramesh KumarОценок пока нет
- How To Convert A FDM 3D Printer To A Clay 3D Printer: InstructablesДокумент3 страницыHow To Convert A FDM 3D Printer To A Clay 3D Printer: InstructablesBeesam Ramesh KumarОценок пока нет
- NEW Brochure FDM 3D Printers ENДокумент9 страницNEW Brochure FDM 3D Printers ENBeesam Ramesh KumarОценок пока нет
- Assignment Haramaya University Institute of Technology Subject: Material Handling Equipment Class: Mechanical (VYEAR)Документ1 страницаAssignment Haramaya University Institute of Technology Subject: Material Handling Equipment Class: Mechanical (VYEAR)Beesam Ramesh KumarОценок пока нет
- Static Analysis of Truss: by Mekala Anil KumarДокумент5 страницStatic Analysis of Truss: by Mekala Anil KumarBeesam Ramesh KumarОценок пока нет
- 1 Sectional ViewsДокумент50 страниц1 Sectional ViewsBeesam Ramesh KumarОценок пока нет
- Tuesday Batch:1,3,5,9,11 Wednesday Batch:1,4,6,7,10 ASSIGNMENT 5 (Traces of Lines)Документ6 страницTuesday Batch:1,3,5,9,11 Wednesday Batch:1,4,6,7,10 ASSIGNMENT 5 (Traces of Lines)Beesam Ramesh KumarОценок пока нет
- Advt. No. 157 /2019: Code No. Name of The Post Pay Level No. of Vacancies UR SC/ST OBC TotalДокумент6 страницAdvt. No. 157 /2019: Code No. Name of The Post Pay Level No. of Vacancies UR SC/ST OBC TotalBeesam Ramesh KumarОценок пока нет
- Recruitment of Technical & Non-Technical Positions Purely On Contract BasisДокумент2 страницыRecruitment of Technical & Non-Technical Positions Purely On Contract BasisBeesam Ramesh KumarОценок пока нет
- Protractor PDFДокумент1 страницаProtractor PDFBeesam Ramesh KumarОценок пока нет
- Advertisement For Program Officer For National Service Scheme (NSS) and Institute Outreach ActivitiesДокумент4 страницыAdvertisement For Program Officer For National Service Scheme (NSS) and Institute Outreach ActivitiesBeesam Ramesh KumarОценок пока нет
- Problem Sheet - 2 Topic: Stress Submission Date: 27/08/2019Документ3 страницыProblem Sheet - 2 Topic: Stress Submission Date: 27/08/2019Beesam Ramesh KumarОценок пока нет
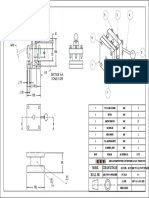
- SquaretoolpostДокумент1 страницаSquaretoolpostBeesam Ramesh KumarОценок пока нет
- Engineering Drawing: DR K L NarayanaДокумент28 страницEngineering Drawing: DR K L NarayanaBeesam Ramesh KumarОценок пока нет
- Indian Institute of Technology Tirupati Proforma For New CourseДокумент1 страницаIndian Institute of Technology Tirupati Proforma For New CourseBeesam Ramesh KumarОценок пока нет
- ntdaily: Published FromДокумент16 страницntdaily: Published FromBeesam Ramesh KumarОценок пока нет
- Differential EquationДокумент9 страницDifferential EquationmCmAlОценок пока нет
- wch13 01 Que 20220524Документ16 страницwch13 01 Que 20220524vintu pvОценок пока нет
- SOLA2540 Past Exam Question BankДокумент7 страницSOLA2540 Past Exam Question BankAmitChopraОценок пока нет
- Spartan 16 ManualДокумент579 страницSpartan 16 ManualwuОценок пока нет
- Chapter 1 - Essential Ideas 64: Exercise 1.78Документ1 страницаChapter 1 - Essential Ideas 64: Exercise 1.78Dennoh OlengoОценок пока нет
- Act 3 Lab EquipmentДокумент2 страницыAct 3 Lab EquipmentShanna Sophia PelicanoОценок пока нет
- Unit 4 ClimateДокумент14 страницUnit 4 Climatebego docenciaОценок пока нет
- Backup of PB Lead Stab 01Документ16 страницBackup of PB Lead Stab 01chemagrabgОценок пока нет
- 2014 Van DijkДокумент77 страниц2014 Van DijkJungHyunParkОценок пока нет
- NVT Simulation of Argon Using Lennard-Jones PotentialДокумент2 страницыNVT Simulation of Argon Using Lennard-Jones Potentialt_sairamОценок пока нет
- Picarro - G2301 Analyzer Datasheet - 211029Документ2 страницыPicarro - G2301 Analyzer Datasheet - 211029AndrewОценок пока нет
- Photobleaching of 5,10,15,20 Tetrakis (M Hydroxyphenyl) PorphyrinДокумент8 страницPhotobleaching of 5,10,15,20 Tetrakis (M Hydroxyphenyl) PorphyrinEsteban ArayaОценок пока нет
- Assignment 1: Sourav Sarkar February 1, 2017Документ12 страницAssignment 1: Sourav Sarkar February 1, 2017Sourav SarkarОценок пока нет
- Chemistry Investigatory Project: Study The Change in E.M.F of A Daniel CellДокумент20 страницChemistry Investigatory Project: Study The Change in E.M.F of A Daniel CellrahuhlОценок пока нет
- Glass CheckДокумент6 страницGlass CheckMuraleedharanОценок пока нет
- Rheology of Drilling MudДокумент20 страницRheology of Drilling MudAnonymous bFVPpQjwj0% (1)
- INTRO To ORGANIC CHEMISTRYДокумент60 страницINTRO To ORGANIC CHEMISTRYNailah KaharОценок пока нет
- Stereochemistry - HandoutДокумент10 страницStereochemistry - Handoutjoseph cyron solidumОценок пока нет