Вам также может понравиться
- Simulating amine gas treatment using HysysДокумент5 страницSimulating amine gas treatment using HysysWalid Ben HuseinОценок пока нет
- The Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalДокумент9 страницThe Use of MDEA and Mixtures of Amines For Bulk CO2 RemovalTrùm Dầu Mỏ BkОценок пока нет
- Dehydration & Sweetening of NGДокумент5 страницDehydration & Sweetening of NGJeremy Soh'Оценок пока нет
- Dehydration & Sweetening of NGДокумент5 страницDehydration & Sweetening of NGJeremy Soh'Оценок пока нет
- FluidaДокумент34 страницыFluidaLukito Ardhi NugrohoОценок пока нет
- Boundary Value Design Method For Complex Demethanizer ColumnsДокумент6 страницBoundary Value Design Method For Complex Demethanizer ColumnsBabu ChaurasiaОценок пока нет
- Get The Most From Your Fired HeaterДокумент6 страницGet The Most From Your Fired HeaterBabu ChaurasiaОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- 85 TPH CFBC Boiler Operation and Maintenance ManualДокумент152 страницы85 TPH CFBC Boiler Operation and Maintenance ManualAamirMalik100% (1)
- Ultrasonic Gas Flowmeters For Permanent Installation in Hazardous AreasДокумент31 страницаUltrasonic Gas Flowmeters For Permanent Installation in Hazardous AreasrudrakrОценок пока нет
- Tea Processing: How Leaves Become Black Tea in 4 StepsДокумент27 страницTea Processing: How Leaves Become Black Tea in 4 StepsSaidur Rahman KhanОценок пока нет
- LP2 SCI-12 MICROBIO LABORATORY-fINALДокумент21 страницаLP2 SCI-12 MICROBIO LABORATORY-fINALJOHNERROL CARCELLARОценок пока нет
- All Safe CatalogДокумент94 страницыAll Safe CatalogSimon Robinson100% (1)
- MCT and Weight Loss NUT409Документ20 страницMCT and Weight Loss NUT409noormabbas423Оценок пока нет
- Nail Care 7 HandoutsДокумент2 страницыNail Care 7 HandoutsChristine Joy ValenciaОценок пока нет
- Clay Mineral Cements in SandstonesДокумент3 страницыClay Mineral Cements in Sandstonesandrea.cipagautaОценок пока нет
- Sloss Industries 1062235 M2234300 EX351 V 2Документ1 страницаSloss Industries 1062235 M2234300 EX351 V 2DanielDeFrancescoОценок пока нет
- Air PollutionДокумент2 страницыAir PollutionBarani KingОценок пока нет
- Bioplastic ProjectДокумент15 страницBioplastic ProjectSarthak Verma100% (1)
- Taylor & Francis E-BooksДокумент6 страницTaylor & Francis E-BooksVijaya Gosu0% (1)
- Nanotechnology Applications and Its Importance in Various FieldsДокумент24 страницыNanotechnology Applications and Its Importance in Various FieldsSuresh ShahОценок пока нет
- Wastewater Treatment Concepts and PracticesДокумент212 страницWastewater Treatment Concepts and Practicesfajar waskito100% (5)
- Techstuff 3.09Документ117 страницTechstuff 3.09Hazairin As-Shiddiq RahmanОценок пока нет
- FINAL-PROPOSAL Need Revisions Fire RatingДокумент30 страницFINAL-PROPOSAL Need Revisions Fire RatingMeister MJОценок пока нет
- Adhesives: Standard Terminology ofДокумент12 страницAdhesives: Standard Terminology ofJOHN MARTINОценок пока нет
- Natural Fertilizer FormulationДокумент11 страницNatural Fertilizer Formulationsyamsu alamОценок пока нет
- df-550 O2 AnalyzerДокумент4 страницыdf-550 O2 AnalyzerCaleb SpiderОценок пока нет
- ConversationДокумент2 страницыConversationHiggilty PiggiltyОценок пока нет
- Nebula Igo Gear-OilДокумент1 страницаNebula Igo Gear-OilDidi KurniadiОценок пока нет
- Properties of Matter PresentationДокумент9 страницProperties of Matter PresentationMica Ela MañoОценок пока нет
- Project Carburizing Lupu Stefan EnglezaДокумент5 страницProject Carburizing Lupu Stefan EnglezaStefan LupuОценок пока нет
- Hawe Hydraulic Oil RecommendationsДокумент13 страницHawe Hydraulic Oil RecommendationsJako MishyОценок пока нет
- Concrete Soil Identification GuideДокумент3 страницыConcrete Soil Identification GuideKangОценок пока нет
- Powder Metallurgy Process and ApplicationsДокумент32 страницыPowder Metallurgy Process and ApplicationsChandan KumarОценок пока нет
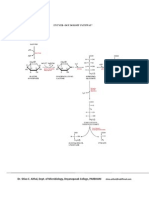
- Entner Duodroff PathwayДокумент2 страницыEntner Duodroff PathwayDr. SHIVA AITHALОценок пока нет
- Ankit Topic - Using Cast Iron For Machine PartsДокумент12 страницAnkit Topic - Using Cast Iron For Machine PartsAnkit BhadesiaОценок пока нет
- 4140 PDFДокумент28 страниц4140 PDFShariq KhanОценок пока нет
- Maximizing profits from heavy crude oils and reducing fuel oil productionДокумент5 страницMaximizing profits from heavy crude oils and reducing fuel oil productionsantiagoОценок пока нет