Вам также может понравиться
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysОт EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysОценок пока нет
- TMH Module04-Soudo-brasage Et OxycoupageДокумент112 страницTMH Module04-Soudo-brasage Et OxycoupageyassineОценок пока нет
- M11 - Technologie en Chaudronnerie Et en Tuyauterie - WWW - OFPPT.01.MA PDFДокумент153 страницыM11 - Technologie en Chaudronnerie Et en Tuyauterie - WWW - OFPPT.01.MA PDFAdnen Guedria100% (1)
- 8634 Chaine Numerique en Chaudronnerie PDFДокумент17 страниц8634 Chaine Numerique en Chaudronnerie PDFOmarОценок пока нет
- Calcul Soudures StatiqueДокумент37 страницCalcul Soudures StatiqueBen Rahier100% (2)
- A Charpente MétalliqueДокумент198 страницA Charpente MétalliqueAlla Eddine G CОценок пока нет
- Contraintes Et Déformaitions Dues Au SoudageДокумент15 страницContraintes Et Déformaitions Dues Au Soudagedleroux96100% (1)
- Aciers de Construction - Caractéristiques Et Bases de Choix PDFДокумент25 страницAciers de Construction - Caractéristiques Et Bases de Choix PDFHamza Mami100% (1)
- Chapitre 1: Généralités Sur La Construction Métallique: 1 12/09/2021 DR Adamah MESSANДокумент84 страницыChapitre 1: Généralités Sur La Construction Métallique: 1 12/09/2021 DR Adamah MESSANYves De KassenaОценок пока нет
- Assemblages Métalliques 2 PDFДокумент34 страницыAssemblages Métalliques 2 PDFjonras100% (6)
- REF Bac Pro Construction MétalliqueДокумент187 страницREF Bac Pro Construction MétalliqueMohamedZenaidy100% (4)
- Chapitre 3 Assemblages 2020Документ53 страницыChapitre 3 Assemblages 2020Mediterranean Red CoralОценок пока нет
- CODAP CorrigeДокумент19 страницCODAP CorrigeouahidiОценок пока нет
- SoudageДокумент12 страницSoudageHajar HM100% (1)
- 1 F141141 (1) Connecteur Corniere EC4 Eurocode 4Документ17 страниц1 F141141 (1) Connecteur Corniere EC4 Eurocode 4nicthegreek100% (1)
- 2 FabricationAssemblageДокумент34 страницы2 FabricationAssemblageHicham OuahbiОценок пока нет
- M16 Partie 1 Pliage de TolesДокумент30 страницM16 Partie 1 Pliage de TolesSophie RobichaudОценок пока нет
- Qualite Des Assemblages SoudesДокумент30 страницQualite Des Assemblages SoudesMECANOKIT100% (1)
- M8 - Cintrer, Couder À Froid Et À Chaud - CM-FAДокумент19 страницM8 - Cintrer, Couder À Froid Et À Chaud - CM-FAbahou10100% (1)
- Cours Calcul en ChaudronnerieДокумент50 страницCours Calcul en Chaudronnerierayen stitiОценок пока нет
- Feuille Calcul Soudure PDFДокумент10 страницFeuille Calcul Soudure PDFotty199067% (3)
- Roulage1 PDFДокумент8 страницRoulage1 PDFCHaima GHzayelОценок пока нет
- Calcul de Structure MétalliqueДокумент19 страницCalcul de Structure MétalliquePap's RM-Оценок пока нет
- c2 Introduction ForgeageДокумент32 страницыc2 Introduction ForgeagemouadОценок пока нет
- DT Ep2Документ8 страницDT Ep2ben ayed bouraouiОценок пока нет
- Generalites Sur Le Soudage MetallurgieGENERALITES SUR LE SOUDAGE Metallurgie PDFДокумент175 страницGeneralites Sur Le Soudage MetallurgieGENERALITES SUR LE SOUDAGE Metallurgie PDFDanem Halas100% (1)
- Conception Assemblages en Acier FRBДокумент95 страницConception Assemblages en Acier FRBHakim Dokmane100% (1)
- Extrait 42177210Документ133 страницыExtrait 42177210salma belf100% (2)
- Stabilité Au DéversementДокумент21 страницаStabilité Au DéversementOthmane RihaniОценок пока нет
- 7 AssemblagesДокумент129 страниц7 AssemblageskimhengОценок пока нет
- Module 07 Resistance Des MateriauxДокумент82 страницыModule 07 Resistance Des MateriauxybОценок пока нет
- CODAPДокумент19 страницCODAPOur SalahEddine100% (1)
- Assemblages Non SoudesДокумент47 страницAssemblages Non SoudesHamrouni100% (1)
- Cours de Charpente Metallique Version 2010Документ63 страницыCours de Charpente Metallique Version 2010Mar211083% (6)
- Cahier de Soudage ImportantДокумент74 страницыCahier de Soudage ImportantSara Swikira100% (2)
- Chapitre VI-Calcul Des Assemblages - Boulons Et SouduresДокумент191 страницаChapitre VI-Calcul Des Assemblages - Boulons Et SouduresIbrahima DIATTA100% (1)
- C - Corrigé ESPTP CAPLP GI SM Int 2007 PDFДокумент20 страницC - Corrigé ESPTP CAPLP GI SM Int 2007 PDFsereОценок пока нет
- Assemblages Par SoudureДокумент18 страницAssemblages Par SoudureNader Farhat0% (1)
- Soudure Representation SymboliqueДокумент6 страницSoudure Representation SymboliqueTelligОценок пока нет
- Exemples de Clcul Des SilosДокумент13 страницExemples de Clcul Des SilosAssef Zraoura0% (1)
- Le Soudage - Le Controle Visuel PDFДокумент13 страницLe Soudage - Le Controle Visuel PDFYas SineОценок пока нет
- NullДокумент9 страницNullAbdelhamidOughanemОценок пока нет
- Assemblage S 11Документ8 страницAssemblage S 11Sara BoucheloucheОценок пока нет
- CM CoursДокумент18 страницCM CoursSad EkОценок пока нет
- Laminage À ChaudДокумент24 страницыLaminage À ChaudjabraneОценок пока нет
- Cetim - Fiches Données Pratiques en Soudage.1-122 PDFДокумент122 страницыCetim - Fiches Données Pratiques en Soudage.1-122 PDFnooneoveroneОценок пока нет
- Assemblages Soudés Par Cordons D'angles Sollicités Par Des Efforts ExcentrésДокумент25 страницAssemblages Soudés Par Cordons D'angles Sollicités Par Des Efforts ExcentrésNader Farhat100% (2)
- M08 - Oxycoupage Et Soudage À L'arc Électrique GE-ESAДокумент8 страницM08 - Oxycoupage Et Soudage À L'arc Électrique GE-ESAMohammed Amine KenedОценок пока нет
- FT Soudage MAGДокумент5 страницFT Soudage MAGDanem HalasОценок пока нет
- Realiser Des Ouvrages Simples en Charpente Metallique CM TSBECMДокумент92 страницыRealiser Des Ouvrages Simples en Charpente Metallique CM TSBECMSam DikoОценок пока нет
- Black and Gray Minimalist Presentations Work Summary PlanДокумент26 страницBlack and Gray Minimalist Presentations Work Summary PlanSouidiОценок пока нет
- DVRIg 2 or W39 Yy RMX SZJP N4 SH Xss BWNC 8 X RDTF BG LДокумент14 страницDVRIg 2 or W39 Yy RMX SZJP N4 SH Xss BWNC 8 X RDTF BG Layoubbenali281Оценок пока нет
- M08 - Oxycoupage Et Soudage À L'arc Électrique GE-ESAДокумент8 страницM08 - Oxycoupage Et Soudage À L'arc Électrique GE-ESAHîChàmBàQàsОценок пока нет
- M04 Techniques de Brasage Soudage Oxycoupage-FGT-TFCCДокумент108 страницM04 Techniques de Brasage Soudage Oxycoupage-FGT-TFCCFarid AouladОценок пока нет
- M11 - Technologie en Chaudronnerie Et en Tuyauterie PDFДокумент153 страницыM11 - Technologie en Chaudronnerie Et en Tuyauterie PDFbenayedbouraoui100% (15)
- Training WeldingДокумент24 страницыTraining WeldingSven PeetersОценок пока нет
- Tsbecm M07Документ11 страницTsbecm M07Regueragui EssabbarОценок пока нет
- FT FormationДокумент4 страницыFT FormationMenad SalahОценок пока нет
- M10 - Dimensionnement D Un Plancher Métallique PDFДокумент14 страницM10 - Dimensionnement D Un Plancher Métallique PDFJàMàl Mejor50% (2)
- Formation 1Документ2 страницыFormation 1omatrОценок пока нет
- Last ApplicationДокумент16 страницLast ApplicationSeth LyhalimОценок пока нет
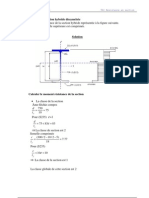
- Flexion D'une Section Hybride DissymétrieДокумент14 страницFlexion D'une Section Hybride DissymétrieSeth LyhalimОценок пока нет
- 2Документ14 страниц2Seth LyhalimОценок пока нет
- Application de FlambementДокумент3 страницыApplication de FlambementSeth LyhalimОценок пока нет
- M16 - Règles de Dessin en Charpente MétalliqueДокумент77 страницM16 - Règles de Dessin en Charpente MétalliqueSeth Lyhalim88% (8)
- M16 - Règles de Dessin en Charpente MétalliqueДокумент77 страницM16 - Règles de Dessin en Charpente MétalliqueSeth Lyhalim88% (8)
- M26 - Hygiène Et Sécurité Au Travail en Contruction MétalliqueДокумент81 страницаM26 - Hygiène Et Sécurité Au Travail en Contruction MétalliqueSeth Lyhalim100% (2)
- Contrat Type PPPДокумент69 страницContrat Type PPPDecour Paul-JeanОценок пока нет
- Anatomie de L'oesophageДокумент26 страницAnatomie de L'oesophageilham bzikha33% (3)
- PDFДокумент137 страницPDFMETAHRI DhiyaeddineОценок пока нет
- Naples BOUCHIBA Farid Ibadism Napoli 1Документ32 страницыNaples BOUCHIBA Farid Ibadism Napoli 1Ayman UchihaОценок пока нет
- Guide Juridique PDFДокумент754 страницыGuide Juridique PDFMariem AssafiОценок пока нет
- Vini Oral BTSДокумент14 страницVini Oral BTSheiariiverОценок пока нет
- CE1 Anglais Lets Travel To Australia CompressedДокумент11 страницCE1 Anglais Lets Travel To Australia CompressedFifi liloОценок пока нет
- Le Guide de La Gestion de CriseДокумент17 страницLe Guide de La Gestion de CriseThierry KOUAME100% (3)
- LeFa, GéomancieAfricainePDF 1712184199545Документ37 страницLeFa, GéomancieAfricainePDF 1712184199545Bachir Maman MoustaphaОценок пока нет
- Leçon N°9 - Les Coûts Variables Et Le Seuil de RentabilitéДокумент9 страницLeçon N°9 - Les Coûts Variables Et Le Seuil de RentabilitéZury84Оценок пока нет
- DEPLIANT 16e SOCAPED COMPLET 02092022Документ4 страницыDEPLIANT 16e SOCAPED COMPLET 02092022SamuelОценок пока нет
- Crédit ManagementДокумент25 страницCrédit Managementjosuedassi1Оценок пока нет
- Cook Expert Magimix 10 RecettesДокумент20 страницCook Expert Magimix 10 RecettesdilonОценок пока нет
- Réflexion Et Réfraction Notions À RetenirДокумент14 страницRéflexion Et Réfraction Notions À Retenirsarra takfaouiОценок пока нет
- Master TOX1 PDFДокумент17 страницMaster TOX1 PDFSidahmed MilОценок пока нет
- Evaluation SommativeДокумент14 страницEvaluation SommativeAnonymous wzl1VpDoz6Оценок пока нет
- Sanda Rituels de Gurison Par Les Archanges PDFДокумент23 страницыSanda Rituels de Gurison Par Les Archanges PDFEric MerlinОценок пока нет
- Systeme 2DDLДокумент25 страницSysteme 2DDLSamado Tips46Оценок пока нет
- Guide de Massage Lomi-LomiДокумент3 страницыGuide de Massage Lomi-Lomibittencourt.caroline108Оценок пока нет
- Pdfnotice 65409Документ32 страницыPdfnotice 65409Michel MunozОценок пока нет
- Krigeage DualДокумент5 страницKrigeage DualkaderОценок пока нет
- Cours de Digital Control SystemsДокумент172 страницыCours de Digital Control SystemsarcОценок пока нет
- Devis de Construction Du Bureau AvenueДокумент5 страницDevis de Construction Du Bureau AvenueDivin IkundjiОценок пока нет
- Gestion de ProcessusДокумент4 страницыGestion de ProcessusMomedОценок пока нет
- Comptabilite Generale Partie IДокумент32 страницыComptabilite Generale Partie IYEBOU jeremieОценок пока нет
- Méthode de Commentaire de Texte PhilosophiqueДокумент7 страницMéthode de Commentaire de Texte PhilosophiqueDaniel Stain Ferreira100% (2)
- TP N°1Документ4 страницыTP N°1Marouane TaibiniОценок пока нет
- GRAM Mardi 31 COD COI Et Pronoms Perso Compléments ConvertiДокумент2 страницыGRAM Mardi 31 COD COI Et Pronoms Perso Compléments ConvertiAbanoubОценок пока нет
- Cours Structures Aéro 2010-2011 Part1s4Документ68 страницCours Structures Aéro 2010-2011 Part1s4xyzvs35tw100% (1)
- TP 1-1Документ3 страницыTP 1-1ammarfatimazohra6Оценок пока нет