Вам также может понравиться
- Biofuel Review: A Study on Biofuel as a Green Energy ResourceДокумент6 страницBiofuel Review: A Study on Biofuel as a Green Energy ResourcePradip PatelОценок пока нет
- GPSC 202122 32Документ1 страницаGPSC 202122 32Pradip PatelОценок пока нет
- Driving License - Services - Commissionerate of Transport, Government of GujaratДокумент4 страницыDriving License - Services - Commissionerate of Transport, Government of GujaratPradip PatelОценок пока нет
- GTU PAPER ANALYSIS CHAPTER 4 FUELS & SUPPLY SYSTEMSДокумент1 страницаGTU PAPER ANALYSIS CHAPTER 4 FUELS & SUPPLY SYSTEMSPradip PatelОценок пока нет
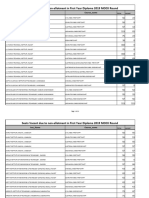
- Inst Branch Diploma Vacant PDFДокумент41 страницаInst Branch Diploma Vacant PDFPradip PatelОценок пока нет
- Forms - Media - Commissionerate of Transport, Government of GujaratДокумент13 страницForms - Media - Commissionerate of Transport, Government of GujaratPradip PatelОценок пока нет
- Subject-CAM (2171903) : Online Class TestДокумент1 страницаSubject-CAM (2171903) : Online Class TestPradip PatelОценок пока нет
- Computer-Aided Part ProgrammingДокумент10 страницComputer-Aided Part ProgrammingPradip PatelОценок пока нет
- Computer Aided Manufacturing: Pradip G Patel Department of Mechanical Engineering Vieat, Anita (Kim)Документ22 страницыComputer Aided Manufacturing: Pradip G Patel Department of Mechanical Engineering Vieat, Anita (Kim)Pradip PatelОценок пока нет
- Gujarat Technological University: SUBJECT NAME: Computer Aided Manufacturing SUBJECT CODE: 2171903 BE Semester VIIДокумент4 страницыGujarat Technological University: SUBJECT NAME: Computer Aided Manufacturing SUBJECT CODE: 2171903 BE Semester VIIKrupal VithlaniОценок пока нет
- CNC Manual Part ProgrammeДокумент23 страницыCNC Manual Part ProgrammePradip PatelОценок пока нет
- Chapter 8 - Engine Lubrication & CoolingДокумент1 страницаChapter 8 - Engine Lubrication & CoolingPradip PatelОценок пока нет
- GPSC Interview Questions and TipsДокумент4 страницыGPSC Interview Questions and TipsPradip PatelОценок пока нет
- Massachusetts Institute of Technology Department of Physics Physics 8.01 Worked Example W13D1-1: U-Tube Oscillations SolutionДокумент3 страницыMassachusetts Institute of Technology Department of Physics Physics 8.01 Worked Example W13D1-1: U-Tube Oscillations SolutionkushanОценок пока нет
- Takshay PatelДокумент2 страницыTakshay PatelPradip PatelОценок пока нет
- Chap 1 InroductionДокумент6 страницChap 1 InroductionPradip PatelОценок пока нет
- Unit 3Документ9 страницUnit 3Pradip PatelОценок пока нет
- Dynamics of Machinery ME 115 Group Project - Cyclist Collision ForcesДокумент10 страницDynamics of Machinery ME 115 Group Project - Cyclist Collision ForcesPradip PatelОценок пока нет
- EDM and Other NTMДокумент15 страницEDM and Other NTMSyed Basith MОценок пока нет
- NoticeДокумент1 страницаNoticePradip PatelОценок пока нет
- IndexДокумент3 страницыIndexPradip PatelОценок пока нет
- Mid Paper - CMДокумент2 страницыMid Paper - CMPradip PatelОценок пока нет
- Answer Key Final Advt 118 2013 14Документ5 страницAnswer Key Final Advt 118 2013 14Pradip PatelОценок пока нет
- Lecture1 CastingДокумент3 страницыLecture1 CastingPradip PatelОценок пока нет
- Final Answer Key Inspector of Motor Vehicles Class II For Automobile Engineering Mechanical Engineering English and Gujarati SubjectДокумент5 страницFinal Answer Key Inspector of Motor Vehicles Class II For Automobile Engineering Mechanical Engineering English and Gujarati SubjectPradip PatelОценок пока нет
- EBMДокумент16 страницEBMPradip PatelОценок пока нет
- Final Answer Key Asstt Prof Mechanical Engineering Govt Engg College Class II Advt 48-63-2013 14 E D 08-03-2015 MAYДокумент1 страницаFinal Answer Key Asstt Prof Mechanical Engineering Govt Engg College Class II Advt 48-63-2013 14 E D 08-03-2015 MAYPradip PatelОценок пока нет
- Module-3: Advanced Material Removal Processes: Lecture No-9Документ6 страницModule-3: Advanced Material Removal Processes: Lecture No-9Pradip PatelОценок пока нет
- 2.61 Internal Combustion Engines: Mit OpencoursewareДокумент5 страниц2.61 Internal Combustion Engines: Mit Opencoursewaregpk21Оценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Comparison Pyrometer Mikro PV11 - eДокумент2 страницыComparison Pyrometer Mikro PV11 - eVanbeverОценок пока нет
- Handheld Raman System Comparison ChartДокумент1 страницаHandheld Raman System Comparison ChartAlejandro Ceron GuerreroОценок пока нет
- Phy - Notes/alevel - 6tas/HKAL Physics TAS Lab Menu 12-2Документ5 страницPhy - Notes/alevel - 6tas/HKAL Physics TAS Lab Menu 12-2naninacrownyОценок пока нет
- Introduction To PhotonicsДокумент32 страницыIntroduction To Photonicsmani_vlsiОценок пока нет
- Fixed Gain EDFA Product Brief 07 2013 V1Документ2 страницыFixed Gain EDFA Product Brief 07 2013 V1ghfalcon7Оценок пока нет
- Jedec 22B112A 1Документ30 страницJedec 22B112A 1Shih Chien ChenОценок пока нет
- KOIKE Portables and Gas Equipment Catalogue v1.03 - Optimized - OptДокумент72 страницыKOIKE Portables and Gas Equipment Catalogue v1.03 - Optimized - OptSergioОценок пока нет
- Optical AmplifiersДокумент15 страницOptical AmplifiersSriram NarendranОценок пока нет
- DATASHEET Ulm 53n Dat enДокумент5 страницDATASHEET Ulm 53n Dat enAlberto Suazo BasaezОценок пока нет
- Plasma Etching ReviewДокумент48 страницPlasma Etching Reviewmert100% (1)
- 2DV2 Tutorial BookletДокумент74 страницы2DV2 Tutorial BookletTripleX100% (1)
- Recent Advances in Complete DenturesДокумент120 страницRecent Advances in Complete DenturesRebecca Lilda100% (6)
- Nuclear Medicine Fundamentals of Radiology and Thorax/Upper Limb ImagingДокумент60 страницNuclear Medicine Fundamentals of Radiology and Thorax/Upper Limb ImagingNandhana Kattuparambil SunojОценок пока нет
- BattleMech Weapons Comparison ChartДокумент4 страницыBattleMech Weapons Comparison ChartClouDKyosukeОценок пока нет
- Aiwa nsx-vc58 (ET) 2Документ41 страницаAiwa nsx-vc58 (ET) 2bhanu singh0% (1)
- Philips HTS3455Документ53 страницыPhilips HTS3455KAZIMALI2575% (4)
- Optical Computer Advantages and ChallengesДокумент26 страницOptical Computer Advantages and Challengesshruti shuklaОценок пока нет
- EYE PROTECTION STANDARDSДокумент4 страницыEYE PROTECTION STANDARDSverlinaintanОценок пока нет
- English - Catalog For GasketДокумент29 страницEnglish - Catalog For GasketAhmed GamalОценок пока нет
- Instrumentation Basics - 04 - Temperature MeasurementДокумент43 страницыInstrumentation Basics - 04 - Temperature MeasurementAhmad HamoudaОценок пока нет
- P-0222-GB, Rev A Fixturlaser XA - Low ResДокумент12 страницP-0222-GB, Rev A Fixturlaser XA - Low Resiyilmaz1Оценок пока нет
- ACSYS Image enДокумент20 страницACSYS Image enkaniappan sakthivelОценок пока нет
- JQ 1530AP Fiber Laser Sheet Cutting Machine QuotationДокумент7 страницJQ 1530AP Fiber Laser Sheet Cutting Machine Quotationcons vesОценок пока нет
- Switch Parasitic Array Antenna For 5G Communication: COMSATS University Islamabad Abbottabad Campus-PakistanДокумент55 страницSwitch Parasitic Array Antenna For 5G Communication: COMSATS University Islamabad Abbottabad Campus-PakistanHajra SwatiОценок пока нет
- Mf3010 Starter En-Us R 2Документ28 страницMf3010 Starter En-Us R 2Mixtli GarciaОценок пока нет
- WDM Basics Issue1Документ87 страницWDM Basics Issue1SeifEldinADelОценок пока нет
- Kyocera Mita DN Fs-9530dn Service ManualДокумент176 страницKyocera Mita DN Fs-9530dn Service ManualAnonymous gn8qxx100% (1)
- Practical Experiment - Reflection and RefractionДокумент4 страницыPractical Experiment - Reflection and Refractionapi-308531400Оценок пока нет
- Cro Saravana SelviДокумент25 страницCro Saravana SelviIndranil KutheОценок пока нет
- mx521 1al150Документ150 страницmx521 1al150Miguel ValdezОценок пока нет