Вам также может понравиться
- 100 Ways To Improve Your Lubrication ProgramДокумент29 страниц100 Ways To Improve Your Lubrication ProgramManne RajuОценок пока нет
- Cutting FluidsДокумент28 страницCutting FluidsVivek DesaleОценок пока нет
- MLI May June 2016Документ40 страницMLI May June 2016Dhruv SolankiОценок пока нет
- Lubrication & Lubrication SystemsДокумент21 страницаLubrication & Lubrication Systemss_mohankumarОценок пока нет
- Valve Body PDFДокумент9 страницValve Body PDFTimur TOT100% (2)
- Manufacturing of GearsДокумент47 страницManufacturing of GearsMuhammad UmarОценок пока нет
- Lubrication SystemsДокумент9 страницLubrication SystemsCeno EdwinОценок пока нет
- Industrial GreaseДокумент6 страницIndustrial GreaseNurHadi S WibowoОценок пока нет
- Lubrication TechnologyДокумент3 страницыLubrication TechnologymaheshОценок пока нет
- Mobil Machine Tool Lubricant PDFДокумент66 страницMobil Machine Tool Lubricant PDFarman chowdhuryОценок пока нет
- Ball Bearing Case Studies enДокумент8 страницBall Bearing Case Studies ensubodh ranjanОценок пока нет
- Febrero 2013Документ68 страницFebrero 2013nnacy2702Оценок пока нет
- Honing StonesДокумент1 страницаHoning Stonesiskricaman7Оценок пока нет
- Auma GreaseДокумент1 страницаAuma GreaseQuoc HungОценок пока нет
- Grease Analysis: Wouahbi Fatima Zahra/Lubricant SpecialistДокумент18 страницGrease Analysis: Wouahbi Fatima Zahra/Lubricant SpecialistYasir Khan100% (1)
- Wear Debris AnalysisДокумент15 страницWear Debris Analysisomprksh8536Оценок пока нет
- Piping Fabrication, Installation, Flushing and TestingДокумент29 страницPiping Fabrication, Installation, Flushing and Testingiskricaman783% (6)
- Ecological and Economic Evaluation of A Novel Glycerol Based Biocide-Free Metalworking FluidДокумент8 страницEcological and Economic Evaluation of A Novel Glycerol Based Biocide-Free Metalworking Fluidiskricaman7Оценок пока нет
- Friction Modifier AdditivesTribology LettersДокумент26 страницFriction Modifier AdditivesTribology LettersMarcos Dantas dos SantosОценок пока нет
- Vol69 Num620 Super Abrasive Grinding Process Improvements Via Power MonitoringДокумент5 страницVol69 Num620 Super Abrasive Grinding Process Improvements Via Power MonitoringSaravana kumarОценок пока нет
- How It Works Thread Rolling TMW 2006 AugustДокумент5 страницHow It Works Thread Rolling TMW 2006 AugustDipo SanjoyoОценок пока нет
- 3 - Pertaabi, 29 November 2021Документ28 страниц3 - Pertaabi, 29 November 2021Noviandra SallasaОценок пока нет
- Lubricants ChainoilsДокумент6 страницLubricants ChainoilsWan SaktiawanОценок пока нет
- Iso 6743 6 1990Документ8 страницIso 6743 6 1990hossam alebrahimОценок пока нет
- Fluidos MetalworkingДокумент423 страницыFluidos MetalworkingMaricela Moreno100% (1)
- Lubricant & LubricationДокумент4 страницыLubricant & LubricationmimОценок пока нет
- Steel Industry PackageДокумент9 страницSteel Industry Packagebatung144100% (1)
- Vdocument - in Lubrication Fundamentals 58bdcbdaeb096Документ65 страницVdocument - in Lubrication Fundamentals 58bdcbdaeb096Patrick FoОценок пока нет
- Lecture03 - Chapter 25-GrindingДокумент54 страницыLecture03 - Chapter 25-GrindingFarhad AliОценок пока нет
- Antifoams For Cutting FluidsДокумент8 страницAntifoams For Cutting Fluidsiskricaman7Оценок пока нет
- Topic Page No.: IndexДокумент56 страницTopic Page No.: Indexvikashranjan1987Оценок пока нет
- ANALEX PQL Datasheet PDFДокумент2 страницыANALEX PQL Datasheet PDFmaye palominoОценок пока нет
- Tests For The Analysis of Used Lubricating GreaseДокумент36 страницTests For The Analysis of Used Lubricating Greasegilar herliana putraОценок пока нет
- The Effect of A Friction Modifier Additive On MicropittingДокумент9 страницThe Effect of A Friction Modifier Additive On MicropittingWilmer ContrerasОценок пока нет
- Educational Solutions From Schneider ElectricДокумент164 страницыEducational Solutions From Schneider ElectricfaneeeeeeОценок пока нет
- Philips Aquatrio FC7070 - 01 Esploso ManualeДокумент9 страницPhilips Aquatrio FC7070 - 01 Esploso ManualeRocco Mangione0% (1)
- Construction Lube Apps 18 Jan 16Документ46 страницConstruction Lube Apps 18 Jan 16José Cesário NetoОценок пока нет
- (Tribology Series 42) A. Sethuramiah (Eds.) - Lubricated Wear - Science and Technology-Academic PressДокумент297 страниц(Tribology Series 42) A. Sethuramiah (Eds.) - Lubricated Wear - Science and Technology-Academic PressJesus Zilch100% (1)
- Cong Nghe San Xuat Dau Boi Tron PDFДокумент239 страницCong Nghe San Xuat Dau Boi Tron PDFMinh Hai RungОценок пока нет
- Ammonia Production From Natural Gas-Haldor Topsoe ProcessДокумент22 страницыAmmonia Production From Natural Gas-Haldor Topsoe ProcessYash BhimaniОценок пока нет
- Ruler - Technology: Remaining Useful Life Evaluation RoutineДокумент6 страницRuler - Technology: Remaining Useful Life Evaluation RoutineLord Krsnik100% (1)
- Characterization of Tribological MaterialsДокумент25 страницCharacterization of Tribological MaterialsMomentum Press100% (1)
- Industrial TribologyДокумент2 страницыIndustrial Tribologygurudev001Оценок пока нет
- Recent Advances in The Machining of Titanium Alloys Using Minimum Quantity Lubrication (MQL) Based Techniques PDFДокумент13 страницRecent Advances in The Machining of Titanium Alloys Using Minimum Quantity Lubrication (MQL) Based Techniques PDFramakrishna09304Оценок пока нет
- TribologyДокумент19 страницTribologyMtech Design [Golden Batch]Оценок пока нет
- Friction Behavior of Lubricated Zinc Phosphate CoatingsДокумент5 страницFriction Behavior of Lubricated Zinc Phosphate CoatingsRestu SihotangОценок пока нет
- LubricationДокумент21 страницаLubricationmojiryhamid100% (1)
- Bechem AL20Документ1 страницаBechem AL20Anil NegiОценок пока нет
- Towards Green Lubrication in Machining Willey Liew Yun HsienДокумент53 страницыTowards Green Lubrication in Machining Willey Liew Yun HsienJako MishyОценок пока нет
- Rubber Assembly LubricantsДокумент35 страницRubber Assembly LubricantsJako MishyОценок пока нет
- Space Lubrication and Performance of Harmonic Drive GearsДокумент8 страницSpace Lubrication and Performance of Harmonic Drive GearsyayichangОценок пока нет
- TDS - Total - Lubrilam Cleaner H1 - 1XQ - 201412 - enДокумент1 страницаTDS - Total - Lubrilam Cleaner H1 - 1XQ - 201412 - enVelibor KaranovicОценок пока нет
- Effect of Loads, Sliding Speeds and Times On The Wear Rate For Different Materials - Hani Aziz AmeenДокумент8 страницEffect of Loads, Sliding Speeds and Times On The Wear Rate For Different Materials - Hani Aziz AmeenHani Aziz AmeenОценок пока нет
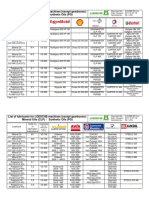
- List of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)Документ8 страницList of Lubricants For LOESCHE-machines (Except Gearboxes) : Mineral Oils (CLP) / Synthetic Oils (PG)MossaabSelaimiaОценок пока нет
- Influence of Lubricant Type in Gear ScuffingДокумент10 страницInfluence of Lubricant Type in Gear ScuffingAnibal RiosОценок пока нет
- LT32599 10Документ38 страницLT32599 10Angela BaileyОценок пока нет
- Technology Forum - Indoneusa - Gas Engines (Oct.2014) V2Документ42 страницыTechnology Forum - Indoneusa - Gas Engines (Oct.2014) V2Frana HadiОценок пока нет
- Turning and Drilling PPT MFG Chapter23 FinalДокумент78 страницTurning and Drilling PPT MFG Chapter23 FinalRavichandran GОценок пока нет
- Introduction To Process OilsДокумент17 страницIntroduction To Process OilsAlmira FadhillahОценок пока нет
- 2015 RAMS Fundamentals of FmeasДокумент35 страниц2015 RAMS Fundamentals of FmeasOrlandoОценок пока нет
- Synthetic Gear Oil SelectionДокумент9 страницSynthetic Gear Oil Selectionsmallik3Оценок пока нет
- Fldbee 01Документ12 страницFldbee 01Halim Bessouf100% (2)
- Proposal-Oil AnalysisДокумент8 страницProposal-Oil AnalysisElvin RathnasamyОценок пока нет
- 01.03.01 Coolant TR0199991209109 - enДокумент18 страниц01.03.01 Coolant TR0199991209109 - enEbied Yousif AlyОценок пока нет
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987От EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonОценок пока нет
- Influence of Vegetable Based Cutting Fluids On Cutting Force and Vibration Signature During Milling of Aluminium Metal Matrix CompositesДокумент17 страницInfluence of Vegetable Based Cutting Fluids On Cutting Force and Vibration Signature During Milling of Aluminium Metal Matrix CompositesNima FakherОценок пока нет
- List My SoftwareДокумент3 страницыList My Softwareiskricaman7Оценок пока нет
- 31Документ5 страниц31iskricaman7Оценок пока нет
- KYOCERA Releases New MEGACOAT Cermets, Superfine Cermet Cutting InsertsДокумент1 страницаKYOCERA Releases New MEGACOAT Cermets, Superfine Cermet Cutting Insertsiskricaman7Оценок пока нет
- Friction and Cutting Forces in Cryogenic MachiningДокумент15 страницFriction and Cutting Forces in Cryogenic Machiningiskricaman7Оценок пока нет
- The Role of Cryogenics in Machining ProcessesДокумент8 страницThe Role of Cryogenics in Machining Processesiskricaman7Оценок пока нет
- Lubricants and The EnvironmentДокумент13 страницLubricants and The Environmentiskricaman7100% (1)
- Performance of Cryogenically Treated Tungsten Carbide ToolsДокумент6 страницPerformance of Cryogenically Treated Tungsten Carbide Toolsiskricaman7Оценок пока нет
- Quantity Surveying Division Assessment of Professional Competence Final Assessment 2014 Practice Problems / Part Ii Written TestДокумент31 страницаQuantity Surveying Division Assessment of Professional Competence Final Assessment 2014 Practice Problems / Part Ii Written TestjackyОценок пока нет
- Zaroulas Mies Fullpaper 2020 05 21Документ9 страницZaroulas Mies Fullpaper 2020 05 21sidgonzoОценок пока нет
- Iftekhar Sea Service TestimonialДокумент2 страницыIftekhar Sea Service TestimonialTomenko OleksiiОценок пока нет
- C12200Документ3 страницыC12200xgiorg100% (1)
- Car DeerДокумент2 страницыCar DeerNEGameandParksОценок пока нет
- Geotechnical Engineering 1 (RMIT) Course RevisionДокумент53 страницыGeotechnical Engineering 1 (RMIT) Course RevisionSaint123Оценок пока нет
- Module002 LaboratoryExercise002Документ2 страницыModule002 LaboratoryExercise002Joaquin SmithОценок пока нет
- Jerry Hill's Letter To Bijan Sartipi, Director, District 4 CaltransДокумент1 страницаJerry Hill's Letter To Bijan Sartipi, Director, District 4 CaltransSabrina BrennanОценок пока нет
- Lecure Two. ReactorsДокумент56 страницLecure Two. ReactorsSophia WambuiОценок пока нет
- Teaching Finite Element Analysis For Design Engineers: August 2011Документ7 страницTeaching Finite Element Analysis For Design Engineers: August 2011Nelu CheluОценок пока нет
- Chemical Thermodynamics: Theodore L. Brown H. Eugene Lemay, Jr. and Bruce E. BurstenДокумент43 страницыChemical Thermodynamics: Theodore L. Brown H. Eugene Lemay, Jr. and Bruce E. BurstenChery-an PletОценок пока нет
- Ultra Petronne Interior Supply Corp.: Manufacturer of Light Metal FramesДокумент1 страницаUltra Petronne Interior Supply Corp.: Manufacturer of Light Metal Framesjun vincint geleraОценок пока нет
- Component Modeling - HДокумент5 страницComponent Modeling - HVasu IyerОценок пока нет
- Diesel Generator Set QSL9 Series Engine: Power GenerationДокумент4 страницыDiesel Generator Set QSL9 Series Engine: Power Generationsdasd100% (1)
- Heat Transfer - A Basic Approach - OzisikДокумент760 страницHeat Transfer - A Basic Approach - OzisikMaraParesque91% (33)
- GT User Manual Revision 1.10Документ66 страницGT User Manual Revision 1.10Pham LongОценок пока нет
- 2019 All PDFДокумент27 страниц2019 All PDFvishesh bhatiaОценок пока нет
- Bubbling Kun NiДокумент7 страницBubbling Kun NiBelen CRОценок пока нет
- VB Script ReferenceДокумент27 страницVB Script ReferenceRajkumarОценок пока нет
- Chapter 7 Notes Computer OrganizationДокумент20 страницChapter 7 Notes Computer OrganizationsriОценок пока нет
- Asme Wec Chapter Annual ReportДокумент12 страницAsme Wec Chapter Annual ReportManazar HussainОценок пока нет
- 20105-AR-HOT-07-105-01 Rev 00Документ1 страница20105-AR-HOT-07-105-01 Rev 00Bahaa MohamedОценок пока нет
- Rational Suite ToolsДокумент47 страницRational Suite ToolsZatin GuptaОценок пока нет
- 3-Axially Loaded Compresion Members PDFДокумент37 страниц3-Axially Loaded Compresion Members PDFKellen BrumbaughОценок пока нет
- JNTUA B Tech 2018 1 2 May R15 ECE 15A54201 Mathematics IIДокумент2 страницыJNTUA B Tech 2018 1 2 May R15 ECE 15A54201 Mathematics IIMRUDULA KULAKARNIОценок пока нет
- IRF350Документ7 страницIRF350sanniviОценок пока нет