Вам также может понравиться
- Theory Definition of Suspension Derivatives: Camber Angle, (Deg)Документ70 страницTheory Definition of Suspension Derivatives: Camber Angle, (Deg)Danilo RojasОценок пока нет
- Vibration Damping Materials Procedures for Installation, Maintenance, Repairs 减震材料的安装、维护和维修程序,Mil-std-2148Документ90 страницVibration Damping Materials Procedures for Installation, Maintenance, Repairs 减震材料的安装、维护和维修程序,Mil-std-2148qingtaoОценок пока нет
- Estimating Vertical Drag On Helicopter Fuselage During HoveringДокумент7 страницEstimating Vertical Drag On Helicopter Fuselage During HoveringPeter IjaramendiОценок пока нет
- NASA-CR-1457 Manual For Structural Stability Analysis of Sandwich PanelsДокумент385 страницNASA-CR-1457 Manual For Structural Stability Analysis of Sandwich Panelsmuhanned100% (1)
- CATIA V5R17 FRT Susp-Opt Bump SteerДокумент28 страницCATIA V5R17 FRT Susp-Opt Bump SteerBill HarbinОценок пока нет
- Leadscrews Ballscrews Splines Cten PAG126Документ240 страницLeadscrews Ballscrews Splines Cten PAG126lucian lunaОценок пока нет
- NAPLAN 2008 Final Test Numeracy Year 7 Non Calculator PDFДокумент12 страницNAPLAN 2008 Final Test Numeracy Year 7 Non Calculator PDFVia RabeОценок пока нет
- Wind Tunnel Testing AerospaceДокумент51 страницаWind Tunnel Testing AerospaceAliakbar ThandlawalaОценок пока нет
- ITP Inspection-and-Test-Plan-for-Switchgear PDFДокумент5 страницITP Inspection-and-Test-Plan-for-Switchgear PDFHaldirLeao100% (1)
- Sheet Metal Design PDFДокумент5 страницSheet Metal Design PDFgunajiОценок пока нет
- AMS 2452 Superfinishing of HVOF Applied Tungsten Carbide Coatings PDFДокумент13 страницAMS 2452 Superfinishing of HVOF Applied Tungsten Carbide Coatings PDFJose GasparОценок пока нет
- Mil PRF 121gДокумент14 страницMil PRF 121gacapocОценок пока нет
- Performance Envelopes For Preliminary Sizing of Aircraft StructuresДокумент257 страницPerformance Envelopes For Preliminary Sizing of Aircraft StructuresRaghunandan BSОценок пока нет
- IEC 60439-1 What About Type Tested AssembliesДокумент29 страницIEC 60439-1 What About Type Tested AssembliesHaldirLeaoОценок пока нет
- Artigo - History - of - Flutter PDFДокумент16 страницArtigo - History - of - Flutter PDFRodrigo VerganiОценок пока нет
- GD&T TipsДокумент2 страницыGD&T TipsNaveen Kumar MadasettyОценок пока нет
- 55 The Vector Equation of A PlaneДокумент37 страниц55 The Vector Equation of A PlaneShammus SultanОценок пока нет
- TM9-243 Use and Care of ToolsДокумент310 страницTM9-243 Use and Care of ToolsMary CasillasОценок пока нет
- FAA Review of Construction Plans and SpecificationsДокумент11 страницFAA Review of Construction Plans and SpecificationsAnonymous vh1f95o8Оценок пока нет
- Winglet Airfoil Maughmer Et AlДокумент8 страницWinglet Airfoil Maughmer Et Alzaid100% (1)
- Wind Tunnel Technique Notes For Aeronautical Engineers TP 2Документ6 страницWind Tunnel Technique Notes For Aeronautical Engineers TP 2Ramji VeerappanОценок пока нет
- As 1237.2-2002 Plain Washers For Metric Bolts Screws and Nuts For General Purposes TolerancesДокумент6 страницAs 1237.2-2002 Plain Washers For Metric Bolts Screws and Nuts For General Purposes TolerancesSAI Global - APACОценок пока нет
- Wing Rib Stress Analysis and Design OptimizationДокумент5 страницWing Rib Stress Analysis and Design OptimizationNeeraja ManemОценок пока нет
- M96SC05 Oleo StrutДокумент6 страницM96SC05 Oleo Strutchaumont12345Оценок пока нет
- Section3 Flight TestДокумент30 страницSection3 Flight TestOmri AmayaОценок пока нет
- Astm D 2583Документ4 страницыAstm D 2583Mohammad Rawoof100% (4)
- Greene Tweed o Ring Catalog en PBДокумент29 страницGreene Tweed o Ring Catalog en PBDaniel Villaflor100% (1)
- Wind Wizard: Alan G. Davenport and the Art of Wind EngineeringОт EverandWind Wizard: Alan G. Davenport and the Art of Wind EngineeringОценок пока нет
- Practical Implementation of A Dependently Typed Functional Programming LanguageДокумент270 страницPractical Implementation of A Dependently Typed Functional Programming LanguageEdwin Brady100% (1)
- Robot Chassis and Drivetrain FundamentalsДокумент65 страницRobot Chassis and Drivetrain Fundamentalss.b.v.seshagiri1407Оценок пока нет
- Stresses Around Re 00 Kun SДокумент256 страницStresses Around Re 00 Kun SManda Ramesh Babu100% (1)
- Snap Fit Calculations W Friction - For Base Housing and LidДокумент20 страницSnap Fit Calculations W Friction - For Base Housing and Lidsachoo17Оценок пока нет
- Heat and Mass Transfer Guia ARTICULOSДокумент240 страницHeat and Mass Transfer Guia ARTICULOSCarlos MartínezОценок пока нет
- Howto Cause EffectДокумент13 страницHowto Cause EffectTarun RawalОценок пока нет
- Aircraft Design Pro 4Документ7 страницAircraft Design Pro 4Jan ScarОценок пока нет
- R.drago Publications ListДокумент14 страницR.drago Publications Listidontlikeebooks100% (1)
- Aircrfaft Reciprocating Engine Mock UpДокумент13 страницAircrfaft Reciprocating Engine Mock Upmamaadam02100% (1)
- Pipes Vs Tube - Good OneДокумент3 страницыPipes Vs Tube - Good OneStephanie FlemingОценок пока нет
- Project Engineer ResumeДокумент8 страницProject Engineer Resumeqrhxvwljg100% (1)
- Anki - Friendly, Intelligent FlashcardsДокумент9 страницAnki - Friendly, Intelligent FlashcardsdocwavyОценок пока нет
- Advanced: CATIA V5 WorkbookДокумент44 страницыAdvanced: CATIA V5 Workbookemiliyonk100% (1)
- Static Testing For Composite Wing of A Two-SeaterДокумент8 страницStatic Testing For Composite Wing of A Two-SeatercemocanaysunОценок пока нет
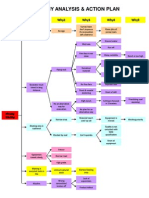
- Why-Why Analysis & Action Plan: Why5 Why4 Why3 Why2 Why1Документ1 страницаWhy-Why Analysis & Action Plan: Why5 Why4 Why3 Why2 Why1Adjat AbdurojakОценок пока нет
- 1991 - A Survey of Research in The Application of Tolerance Analysis To The Design of Mechanical AssembliesДокумент15 страниц1991 - A Survey of Research in The Application of Tolerance Analysis To The Design of Mechanical AssembliesflavioferiОценок пока нет
- IshikawaДокумент16 страницIshikawaJohn DoeОценок пока нет
- Selection and Installation of Aircraft Electric Equipment 飞机电气设备的选择和安装MIL-STD-7080Документ26 страницSelection and Installation of Aircraft Electric Equipment 飞机电气设备的选择和安装MIL-STD-7080qingtaoОценок пока нет
- CHAPTER 16 Fire Protection SystemsДокумент25 страницCHAPTER 16 Fire Protection SystemsখালিদহাসানОценок пока нет
- 2 USDoD-ANC-18-Design of Wood Aircraft StructuresДокумент242 страницы2 USDoD-ANC-18-Design of Wood Aircraft Structuresd2meyerОценок пока нет
- Tolerancing Notes On 18.9Документ29 страницTolerancing Notes On 18.9Anantha KumarОценок пока нет
- Rigid-Body Kinetics: 8.1 Equations of MotionДокумент42 страницыRigid-Body Kinetics: 8.1 Equations of MotionfateshopОценок пока нет
- A Comparative Study and Stiffness Analysis of Angular Contact Ball Bearings Under Different Preload MechanismsДокумент17 страницA Comparative Study and Stiffness Analysis of Angular Contact Ball Bearings Under Different Preload MechanismskhelifiОценок пока нет
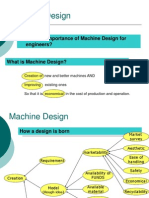
- Machine Design - Introduction PDFДокумент13 страницMachine Design - Introduction PDFDida KhalingОценок пока нет
- AC 23-19A Airframe Guide For FAR23 CertificationДокумент93 страницыAC 23-19A Airframe Guide For FAR23 CertificationLadislao PazmanyОценок пока нет
- Flutter and Directional Stability of AircraftДокумент12 страницFlutter and Directional Stability of AircraftdaliadavidkОценок пока нет
- AAE556-Lecture 19 FlutterДокумент19 страницAAE556-Lecture 19 FlutterMS schОценок пока нет
- Force Couplings of Shafts With HubsДокумент23 страницыForce Couplings of Shafts With HubsParag NaikОценок пока нет
- The Use of Finite Element Method To Solve Vibration Problems On Vertical PumpsДокумент7 страницThe Use of Finite Element Method To Solve Vibration Problems On Vertical Pumpsashok pandiyanОценок пока нет
- Air Bearing Design GuideДокумент63 страницыAir Bearing Design Guidesamurai7_77Оценок пока нет
- Coh FRANC2D Tutorial PCДокумент0 страницCoh FRANC2D Tutorial PCthegreatest0888Оценок пока нет
- Characterization and Modeling of Brushless DC Motors and Electronic Speed Controllers With A DynamometerДокумент19 страницCharacterization and Modeling of Brushless DC Motors and Electronic Speed Controllers With A DynamometerOliver RailaОценок пока нет
- Human Factors Design GuideДокумент15 страницHuman Factors Design GuideAndré da MargemОценок пока нет
- ASTM Precision and Bias StatementsДокумент1 страницаASTM Precision and Bias StatementsAndrew PiОценок пока нет
- R-Values of SPFДокумент5 страницR-Values of SPFJason MillerОценок пока нет
- If You Want The ASTM Standard For Adhesion Testing of Thermal Sprayed Coatings ASTM C633Документ3 страницыIf You Want The ASTM Standard For Adhesion Testing of Thermal Sprayed Coatings ASTM C633rajauae2008100% (1)
- Nondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied To Ferrous Metals and Nonmagnetic, Nonconductive Coatings Applied To Non-Ferrous MetalsДокумент11 страницNondestructive Measurement of Dry Film Thickness of Nonmagnetic Coatings Applied To Ferrous Metals and Nonmagnetic, Nonconductive Coatings Applied To Non-Ferrous MetalsIvan AlanizОценок пока нет
- SEM02 Texto-Base Magnetismo - Wikipédia, A Enciclopédia Livre PDFДокумент71 страницаSEM02 Texto-Base Magnetismo - Wikipédia, A Enciclopédia Livre PDFHaldirLeaoОценок пока нет
- STAUFF Catalogue 3 STAUFF Flanges EnglishДокумент124 страницыSTAUFF Catalogue 3 STAUFF Flanges EnglishHaldirLeaoОценок пока нет
- COMOS Brochure Overview - en PDFДокумент16 страницCOMOS Brochure Overview - en PDFHaldirLeaoОценок пока нет
- SEM02 Texto-Base Magnetismo - Wikipédia, A Enciclopédia Livre PDFДокумент71 страницаSEM02 Texto-Base Magnetismo - Wikipédia, A Enciclopédia Livre PDFHaldirLeaoОценок пока нет
- Bolt Torques - Stainless Steel, Brass Aluminum Bolts - Engineer's Handbook PDFДокумент4 страницыBolt Torques - Stainless Steel, Brass Aluminum Bolts - Engineer's Handbook PDFHaldirLeaoОценок пока нет
- COMOS Brochure Automation - en PDFДокумент16 страницCOMOS Brochure Automation - en PDFHaldirLeaoОценок пока нет
- PHOENIX Conectores de Passagem PDFДокумент160 страницPHOENIX Conectores de Passagem PDFHaldirLeaoОценок пока нет
- RAYCHEM - EPP - 0608 Tubo Aislante Termocontraible MT PDFДокумент2 страницыRAYCHEM - EPP - 0608 Tubo Aislante Termocontraible MT PDFHaldirLeaoОценок пока нет
- Bolt Torques - Stainless Steel, Brass Aluminum Bolts - Engineer's Handbook PDFДокумент4 страницыBolt Torques - Stainless Steel, Brass Aluminum Bolts - Engineer's Handbook PDFHaldirLeaoОценок пока нет
- ABB S202-K4 - Minidisjuntores - Produtos Modulares para Trilho DIN PDFДокумент2 страницыABB S202-K4 - Minidisjuntores - Produtos Modulares para Trilho DIN PDFHaldirLeaoОценок пока нет
- Iec61850 Intro PDFДокумент76 страницIec61850 Intro PDFrmendozaingОценок пока нет
- Jaquet T501 ManualДокумент60 страницJaquet T501 ManualHaldirLeaoОценок пока нет
- A Neural Network Approach For Early Cost Estimation of Structural Systems of BuildingsДокумент8 страницA Neural Network Approach For Early Cost Estimation of Structural Systems of BuildingsHai Dai GiaОценок пока нет
- Instrumentation & Control HandoutДокумент95 страницInstrumentation & Control HandoutPandimadevi SelvakumarОценок пока нет
- E04-Ship Geometry & Hydrostatic CalculationsДокумент2 страницыE04-Ship Geometry & Hydrostatic Calculationsarise tettehОценок пока нет
- 6407 01Документ15 страниц6407 01Muhammad BilalОценок пока нет
- Kombinasi Hukum I Dan II Termodinamika - enДокумент17 страницKombinasi Hukum I Dan II Termodinamika - enEkok Ec100% (1)
- OutputДокумент7 страницOutputUna Balloons0% (1)
- NonLinear EquationsДокумент40 страницNonLinear EquationsAnonymous J1Plmv8Оценок пока нет
- MartingalesДокумент40 страницMartingalesSidakpal Singh SachdevaОценок пока нет
- Data Chart TypesДокумент16 страницData Chart TypesjdbagleyОценок пока нет
- Chapter One - 1.1. - Geometry NotesДокумент8 страницChapter One - 1.1. - Geometry NotesKayse HusseinОценок пока нет
- Bridge ManualДокумент13 страницBridge ManualAzik KunouОценок пока нет
- Math - Ap - Periodical Test ReviewДокумент5 страницMath - Ap - Periodical Test ReviewMae OrtizОценок пока нет
- Mroz ReplicationДокумент9 страницMroz ReplicationMateo RiveraОценок пока нет
- Friends Global 10 - Unit 6 - Grammar TestДокумент3 страницыFriends Global 10 - Unit 6 - Grammar TestThảo NgôОценок пока нет
- Electromagnetic TheoryДокумент8 страницElectromagnetic TheoryAlakaaa PromodОценок пока нет
- Quantitative Aptitude Time Speed and Distance SptestprepДокумент35 страницQuantitative Aptitude Time Speed and Distance SptestprepshankarinadarОценок пока нет
- Lesson 1: Exponential Notation: Student OutcomesДокумент9 страницLesson 1: Exponential Notation: Student OutcomesDiyames RamosОценок пока нет
- Fundamentals in ALGEBRAДокумент8 страницFundamentals in ALGEBRACarlo BiongОценок пока нет
- Course Dairy For V Semester PDFДокумент84 страницыCourse Dairy For V Semester PDFPiyushm JainОценок пока нет
- Visual VocabДокумент10 страницVisual Vocabnellie_74023951Оценок пока нет
- Physics ElasticityДокумент23 страницыPhysics ElasticityDaniel Danille KristianОценок пока нет
- Important Concepts & Formula On Clock ProblemsДокумент7 страницImportant Concepts & Formula On Clock ProblemsRajnish kumarОценок пока нет
- Introduction To CrystallographyДокумент25 страницIntroduction To Crystallography坏豆腐Оценок пока нет
- CBSE Class 8 Revision Worksheets and Sample PapersДокумент43 страницыCBSE Class 8 Revision Worksheets and Sample PapersAanya PariharОценок пока нет
- Lista Ejercicios 3 PPEДокумент25 страницLista Ejercicios 3 PPEKarla HermorОценок пока нет
- B262u3p127as cq939p ExerciseДокумент3 страницыB262u3p127as cq939p Exercisenavaneethan senthilkumarОценок пока нет
- Example of Perspective TransformationДокумент2 страницыExample of Perspective TransformationNitin Suyan PanchalОценок пока нет