Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- MEO Class 2 Orals Function 4 & 6 Q & AДокумент8 страницMEO Class 2 Orals Function 4 & 6 Q & Aneeraj118578% (9)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Consolidated Sterilizer FM: Boston, MA (617) 782-6072 Model: SSR-3A-ADVPB Serial No.: 101910 Jacket Pressure 25-28psiДокумент58 страницConsolidated Sterilizer FM: Boston, MA (617) 782-6072 Model: SSR-3A-ADVPB Serial No.: 101910 Jacket Pressure 25-28psiNguyen TriОценок пока нет
- HydrogenДокумент16 страницHydrogenlaminars100% (3)
- Box IPO Financial ModelДокумент42 страницыBox IPO Financial ModelVinОценок пока нет
- FM Global Property Loss Prevention Data Sheets: List of FiguresДокумент44 страницыFM Global Property Loss Prevention Data Sheets: List of Figureshanlove100% (2)
- Unit-I Economic Operation: TOPICS: Optimal Operation of Generators in Thermal Power Stations, - HeatДокумент32 страницыUnit-I Economic Operation: TOPICS: Optimal Operation of Generators in Thermal Power Stations, - Heatnadeem100% (5)
- Condensate and Flash Steam RecoveryДокумент85 страницCondensate and Flash Steam Recoverybabis1980100% (1)
- Flushing Guidelines PDFДокумент29 страницFlushing Guidelines PDFshujjat100% (1)
- BFW Pump Sizing CalculationsДокумент2 страницыBFW Pump Sizing Calculationsgopiiitkgp100% (2)
- Condensate & Feedwater System - Steam Turbine & Condenser PDFДокумент37 страницCondensate & Feedwater System - Steam Turbine & Condenser PDFjhchung1110% (1)
- Fatty Acid Technology PDFДокумент27 страницFatty Acid Technology PDFmuzammil iqbalОценок пока нет
- 2.06 SIPOC DiagramДокумент4 страницы2.06 SIPOC DiagramJoao LuisОценок пока нет
- SpiraxSarco-B14-Condensate RecoveryДокумент80 страницSpiraxSarco-B14-Condensate Recoverydanenic100% (5)
- LNG Imo FamiliarizationДокумент32 страницыLNG Imo FamiliarizationAustin UdofiaОценок пока нет
- Cs15 Gas Tank Cleaning Degassing 1997Документ12 страницCs15 Gas Tank Cleaning Degassing 1997kirandevi1981100% (2)
- Cracked Gas CompressorДокумент28 страницCracked Gas CompressorMarco Bertoldi100% (3)
- Applied Thermodynamics FOR Second Year / Third Semester Eee DeptДокумент30 страницApplied Thermodynamics FOR Second Year / Third Semester Eee DeptMuthuvel M100% (2)
- Costing Life CycleДокумент8 страницCosting Life CycleDxtr MedinaОценок пока нет
- Work PracticeДокумент3 страницыWork PracticeDxtr MedinaОценок пока нет
- Markov ProcessДокумент93 страницыMarkov ProcessDxtr MedinaОценок пока нет
- OTA Customer Solution PDFДокумент5 страницOTA Customer Solution PDFDxtr MedinaОценок пока нет
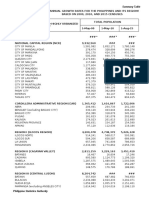
- 2015 Population Counts Summary - 0Документ12 страниц2015 Population Counts Summary - 0Krystallane ManansalaОценок пока нет
- Rules For Pipes P1Документ10 страницRules For Pipes P1asif712Оценок пока нет
- Early Childhood EducДокумент13 страницEarly Childhood EducWarren Amante MabaoОценок пока нет
- 06Документ28 страниц06Dxtr MedinaОценок пока нет
- Small Big Data: Using Multiple Data-Sets To Explore Unfolding Social and Economic ChangeДокумент6 страницSmall Big Data: Using Multiple Data-Sets To Explore Unfolding Social and Economic ChangeDxtr MedinaОценок пока нет
- C - B D A - A S C R F D: Loud Based IG ATA Nalytics Urvey of Urrent Esearch and Uture IrectionsДокумент12 страницC - B D A - A S C R F D: Loud Based IG ATA Nalytics Urvey of Urrent Esearch and Uture Irectionsprayas jhariyaОценок пока нет
- 1764 PDFДокумент288 страниц1764 PDFDxtr MedinaОценок пока нет
- 13Документ5 страниц13Dxtr MedinaОценок пока нет
- The Complete Guide To Referencing and Avoiding Plagiarism: Colin NevilleДокумент2 страницыThe Complete Guide To Referencing and Avoiding Plagiarism: Colin NevilleDxtr MedinaОценок пока нет
- Measuring Income and Poverty Using Proxy Means TestsДокумент5 страницMeasuring Income and Poverty Using Proxy Means TestsDxtr MedinaОценок пока нет
- Quasi-Empirical Scenario Analysis and Its Application To Big Data QualityДокумент21 страницаQuasi-Empirical Scenario Analysis and Its Application To Big Data QualityDxtr MedinaОценок пока нет
- Proxy Means Testing: An Alternative Method For Poverty AssessmentДокумент6 страницProxy Means Testing: An Alternative Method For Poverty AssessmentDxtr MedinaОценок пока нет
- Analysis of Studies On Applications and Challenges in Implementation of Big Data in The Public AdministrationДокумент9 страницAnalysis of Studies On Applications and Challenges in Implementation of Big Data in The Public AdministrationEditor IJRITCCОценок пока нет
- Ar Promise Peril of Big DataДокумент41 страницаAr Promise Peril of Big DataDxtr MedinaОценок пока нет
- Nancy A. Mathiowetz, Charlie Brown, and John BoundДокумент38 страницNancy A. Mathiowetz, Charlie Brown, and John BoundDxtr MedinaОценок пока нет
- Very Fast Estimation For Result and Accuracy of Big Data Analytics: The EARL SystemДокумент4 страницыVery Fast Estimation For Result and Accuracy of Big Data Analytics: The EARL SystemDxtr MedinaОценок пока нет
- DF 23Документ23 страницыDF 23Dxtr MedinaОценок пока нет
- 04 Education Technology WestДокумент24 страницы04 Education Technology WestDxtr MedinaОценок пока нет
- 1Документ1 страница1Dxtr MedinaОценок пока нет
- Big Data, Machine Learning Shape Performance-Monitoring DevelopmentsДокумент5 страницBig Data, Machine Learning Shape Performance-Monitoring DevelopmentsDxtr MedinaОценок пока нет
- Egov For Dev CountriesДокумент24 страницыEgov For Dev CountriesmadagalynОценок пока нет
- Big Data For Education: Data Mining, Data Analytics, and Web DashboardsДокумент11 страницBig Data For Education: Data Mining, Data Analytics, and Web DashboardsDxtr MedinaОценок пока нет
- 02Документ10 страниц02Dxtr MedinaОценок пока нет
- Coe Ims PlanДокумент19 страницCoe Ims Planraphael damanikОценок пока нет
- P&R Chapter 4 - 1 Steam PipesДокумент41 страницаP&R Chapter 4 - 1 Steam PipesMike OtarraОценок пока нет
- 9e ChinaДокумент7 страниц9e Chinanabil160874Оценок пока нет
- S16 CPSDДокумент4 страницыS16 CPSDGohit BhatОценок пока нет
- Description of Damage: 4.2.11 Steam Blanketing 4.2.11.1Документ2 страницыDescription of Damage: 4.2.11 Steam Blanketing 4.2.11.1Ajmi HmidaОценок пока нет
- Water Contamiination of Steam TurbineДокумент6 страницWater Contamiination of Steam TurbineIlham Surya HadiОценок пока нет
- Tube Rupture in A Natural Gas HeaterДокумент4 страницыTube Rupture in A Natural Gas HeaterSrinivas BobbyОценок пока нет
- Power Engineering DictionaryДокумент118 страницPower Engineering DictionaryBheem NaveenОценок пока нет
- Geothermal Energy Lesson PlanДокумент9 страницGeothermal Energy Lesson Plandanilo.reyesОценок пока нет
- Problems in Residual Properties (Problems)Документ1 страницаProblems in Residual Properties (Problems)Gerry Lou Quiles50% (2)
- 10 Chapter1Документ11 страниц10 Chapter1Vishesh BankarОценок пока нет
- List Equipment As PnIDДокумент6 страницList Equipment As PnIDChika OlvianiОценок пока нет
- Bueco Clean Room AHUДокумент26 страницBueco Clean Room AHUHENRY100% (1)
- Unisteri HPДокумент9 страницUnisteri HPastro79Оценок пока нет
- PPD 06 Mech ReviewДокумент37 страницPPD 06 Mech ReviewCyron Elden Senarillos-Talita Bangis-BodegasОценок пока нет