Академический Документы
Профессиональный Документы
Культура Документы
Apuntes Primer Parcial
Загружено:
gatuzoАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Apuntes Primer Parcial
Загружено:
gatuzoАвторское право:
Доступные форматы
APUNTES DE CLASE INGENIERIA DE MTODOS
UNIVERSIDAD MAYOR DE SAN ANDRES
FACULTAD DE INGENIERIA
INGENIERIA INDUSTRIAL
DOC. ING.: MARCO ANTONIO JUSTINIANO PARDO
AUX. UNIV. JUAN PABLO FERNANDEZ ROCHA
RECOPILACIN HECHA POR:
CURSO DE INGENIERA DE MTODOS SEMESTRE I/2007
LISTA CURSO DE INGENIERA DE MTODOS
Curso de Ingeniera de mtodos semestre I/2007
1
APUNTES DE CLASE INGENIERIA DE MTODOS
CAPITULO I: INTRODUCCIN
1.1 INGENIERA INDUSTRIAL.
La ingeniera industrial es el rea de la ingeniera que aborda el
diseo, implantacin y mejora de los sistemas integrados,
generalmente en el mbito industrial y/o empresarial.
La ingeniera industrial emplea conocimientos y mtodos de las
ciencias matemticas, fsicas, sociales, etc. de una forma amplia y
genrica, para determinar, disear, especificar y analizar los
sistemas (en sentido amplio del trmino), y as poder predecir y
evaluar sus resultados.
Diseo.- Con las herramientas de: Mecnica, Qumica, Fsica,
Estadstica, Control de Calidad.
Mejoras.-
Planificar.- Es un procedo de identificacin de objetivos que se
van a alcanzar en un tiempo determinado para lograr un fin
especifico.
La ingeniera Industrial sta relacionada con todas las reas:
Gerencia.
Produccin.
Marketing.
Finanzas.
Administracin,
Seguridad.
RR.HH.
Logstica.
Calidad.
Poltica.
* BENCH: Comparacin con las empresas de Afuera!!! Ver como
son y compararse.
Curso de Ingeniera de mtodos semestre I/2007
reas de Accin
2
APUNTES DE CLASE INGENIERIA DE MTODOS
1.2 INGENIERIA DE METODOS
Es un procedimiento sistemtico que usa diferentes herramientas
para lograr un fin en la produccin o para realizar alguna mejora.
El procedimiento sistemtico es un seguimiento de pasos.
1.2.1 Objetivo
La ingeniera de mtodos busca el beneficio de la empresa, donde
quiere economizar sus movimientos dndoles comodidad para
mejorar el nivel de productividad.
producida cantidad
tos de reduccin
Q
C
t
P
p
_
cos _ _
;
Si cumplimos con: calidad, flexibilidad, tiempo de respuesta,
costos, diseo, facilidad de transaccin, nos acercamos ha ser un a
empresa de clase mundial (ECM).
Se debe realizar un estudio de proyeccin de la demanda tomando
en cuenta tendencias, ciclisidad, estacionalidad, que se los realiza
mediante: medias mviles y pronstico de Winters u otros
modelos economtricos de pronostico.
La ingeniera de mtodos es una actividad para mejorar los
procesos de produccin existentes. Cuando se aplica al trabajo,
lleva el nombre de Estudios de movimiento y tiempo. Sus
objetivos son:
desarrollar el mejor mtodo de trabajo y presentarlo como
un estndar
medir la productividad ptima para cada tarea
guiar a los trabajadores hacia los mtodos ptimos
Muchas veces podemos especificar el objetivo con la ayuda del
diagrama de abajo.
Curso de Ingeniera de mtodos semestre I/2007
3
APUNTES DE CLASE INGENIERIA DE MTODOS
El diagrama muestra algunas maneras de medir la eficiencia y la
productividad en los procesos de produccin.
La metodologa de los Estudios de movimiento y tiempo o los
mtodos de Medicin de tiempo (MMT, siendo las siglas en ingls
MTM) fue creada al principio del siglo XX sobre la base de la
filosofa de la "gestin cientfica", y el objetivo central era
incrementar la productividad. Esto fue conseguido con ayuda de
unos estndares adecuados de productividad para todos los tipos
repetitivos de trabajo (por ejemplo, cuntas unidades se producan
por hora). El instrumento caracterstico del investigador era el
cronmetro.
1.2.2 Otros objetivos
Disminucin considerable del tiempo de ejecucin de trabajos.
Minimizar desperdicio s en insumos y materias primas
Disminuir consumos energticos.
Incrementar calidad y confiabilidad del producto
Maximizar la seguridad, salud y bienestar de los clientes
operarios e inversionistas.
Buscar soluciones acordes con una actividad ambiental.
Aplicar una solucin de alto nivel humano.
Capitulo ii: productividad
PRODUCTIVIDAD MACRO
La productividad de competitividad INNOVACIN
Productividad macro o entorno de negocios: Abarca los factores
externos a la empresa que afectan su competitividad, factores que
trascienden la gestin privada pero que determinan una parte de
la habilidad de la empresa para competir. Sin duda alguna, en la
productividad macro el Gobierno juega un papel determinante
PRODUCTIVIDAD MICRO
Curso de Ingeniera de mtodos semestre I/2007
4
APUNTES DE CLASE INGENIERIA DE MTODOS
Productividad micro: agrupa los factores internos de las
empresas que determinan su eficiencia operacional. Factores
como la gestin y los procesos productivos hacen parte de este
frente. Aqu la mayor responsabilidad est en cabeza de la
empresa
Esta referida a analizar los recursos materiales, financieros y
humanos que se utilizan para producir una cantidad de produccin.
p
Q RRHH RRFF RRMM ) , , (
Se mide cuan eficientes somos para manejar nuestros recursos.
Ru
p
Q
Q
utilizados cursos de cantidad
producida cantidad
Re
Es decir cuantas unidades se producen por cada unidad de recurso
utilizado.
Productividad materia prima
MP
p
MP
Q
Q
Productividad mano de obra
Hh
p
Mo
Q
Q
Productividad energa elctrica
E
Q
p
EE
Productividad por calidad de producto
PT
pTBC
Q
Q
Q
2.1 INDICADORES DE PRODUCTIVIDAD
$
$
i
p
MP
R
Q
I
MP
I Cantidad del producto que sale de la empresa
Cantidad de mano de obra que interviene en la produccin
Los ndices de productividad son independientes por producto.
2.2 NDICE GLOBAL DE PRODUCTIVIDAD
i
n
i
mi
P I IGP
i
P
Grado de ponderacin (i)
El grado de ponderacin se puede obtener:
Anlisis de costos de los recursos
2.3 NDICE DE EFICIENCIA
total tiempo
agregado valor de creacin de Tiempo
ideal o Rendimient
real o Rendimient
procesos los de d Efectivida
ETE
total Produccin
primera de produccin
procesos de d Efectivida
Curso de Ingeniera de mtodos semestre I/2007
5
APUNTES DE CLASE INGENIERIA DE MTODOS
Rendimiento real: la cantidad producida
Rendimiento ideal: la capacidad instalada
ARTICULO 1:
Como se mide la productividad?
La productividad se define como la relacin entre insumos y productos,
en tanto que la eficiencia representa el costo por unidad de producto.
Por ejemplo:
En el caso de los servicios de salud, la medida de productividad estara
dada por la relacin existente entre el nmero de consultas otorgadas
por hora/mdico. La productividad se medira a partir del costo por
consulta, mismo que estara integrado no solo por el tiempo dedicado
por el mdico a esa consulta, sino tambin por todos los dems insumos
involucrados en ese evento particular, como pueden ser materiales de
curacin medicamentos empleados, tiempo de la enfermera, etc.
En las empresas que miden su productividad, la frmula que se utiliza
con ms frecuencia es:
Productividad:
Nmero de unidades producidas / Insumos empleados
Este modelo se aplica muy bien a una empresa manufacturera, taller o
que fabrique un conjunto homogneo de productos. Sin embargo,
muchas empresas moderas manufacturan una gran variedad de
productos. Estas ltimas son heterogneas tanto en valor como en
volumen de produccin a su complejidad tecnolgica puede presentar
grandes diferencias. En estas empresas la productividad global se mide
basndose en un nmero definido de " centros de utilidades " que
representan en forma adecuada la actividad real de la empresa.
La frmula se convierte entonces en:
Productividad:
Produccin a + prod.b + prod. N... / Insumos empleados
Finalmente, otras empresas miden su productividad en funcin del
valor comercial de los productos.
Productividad:
Ventas netas de la empresa / Salarios pagados
Todas estas medidas son cuantitativas y no se considera en ellas el
aspecto cualitativo de la produccin (un producto debera ser bien
hecho la primera vez y responder a las necesidades de la clientela) .
Todo costo adicional (reinicio, refabricacin, reemplazo reparacin
despus de la venta) debera ser incluido en la medida de la
productividad. Un producto tambin puede tener consecuencias
benficas o negativas en los dems productos de la empresa. En efecto
di un producto satisface al cliente, ste se ver inclinado a comprar
otros productos de la misma marca; si el cliente ha quedado
insatisfecho con un producto se ver inclinado a no volver a comprar
otros productos de la misma marca.
El costo relacionado con la imagen de la empresa y la calidad debera
estar incluido en la medida de la productividad
Con el fin de medir el progreso de la productividad, generalmente se
emplea el INDICE DE productividad (P) como punto de comparacin:
P= 100*(productividad Observada) / (Estndar de productividad)
La productividad observada es la productividad medida durante un
periodo definido (da, semana. Mes, ao) en un sistema conocido
(taller, empresa, sector econmico, departamento, mano de obra,
energa, pas) El estndar de productividad es la productividad base o
anterior que sirve de referencia.
Con lo anterior vemos que podemos obtener diferentes medidas de
productividad, evaluar diferentes sistemas, departamentos, empresas,
recursos como materias primas, energa, entre otros.
Pero lo ms importante es ir definiendo la tendencia por medio del uso
de ndices de productividad a travs del tiempo en nuestras empresas,
Curso de Ingeniera de mtodos semestre I/2007
6
APUNTES DE CLASE INGENIERIA DE MTODOS
realizar las correcciones necesarias con el fin de aumentar la eficiencia
y ser ms rentables.
Elementos importantes a considerar para aumentar la productividad de
la empresa son el capital humano como la inversin realizada por la
organizacin para capacitar y formar a sus miembros y el instructor de
la poblacin trabajadora que son los conocimientos y habilidades que
guardan relacin directa con los resultados del trabajo.
ndice de productividad
Con el fin de medir el progreso de la productividad, generalmente se
emplea el INDICE DE productividad (P) como punto de comparacin:
P= 100*(productividad Observada) / (Estndar de productividad)
La productividad observada es la productividad medida durante un
periodo definido (da, semana. Mes, ao) en un sistema conocido
(taller, empresa, sector econmico, departamento, mano de obra,
energa, pas) El estndar de productividad es la productividad base o
anterior que sirve de referencia.
Con lo anterior vemos que podemos obtener diferentes medidas de
productividad, evaluar diferentes sistemas, departamentos, empresas,
recursos como materias primas, energa, entre otros.
Pero lo ms importante es ir definiendo la tendencia por medio del uso
de ndices de productividad a travs del tiempo en nuestras empresas,
realizar las correcciones necesarias con el fin de aumentar la eficiencia
y ser ms rentables.
Elementos importantes a considerar para aumentar la productividad en
el capital humano como la inversin realizada por la organizacin para
capacitar y formar a sus miembros y el instructor de la poblacin
trabajadora que son los conocimientos y habilidades que guardan
relacin directa con los resultados del trabajo.
Factores internos y externos que afectan la
productividad
Factores Internos:
Terrenos y edificios
Materiales
Energa
Mquinas y equipo
Recurso humano
Factores Externos:
Disponibilidad de materiales o materias primas.
Mano de obra calificada
Polticas estatales relativas a tributacin y aranceles
Infraestructura existente
Disponibilidad de capital e interese
Medidas de ajuste aplicadas
Casos donde se mejora la productividad
Diversos empleados estaban enganchados a Internet
Una empresa detectaba que el rendimiento de los trabajadores haba
baja bajado considerablemente.
Solucin y actuacin de Auditoria Sistemas.
Creamos unas polticas de seguridad informtica y unas normas de uso
informtico para la empresa. Todos los trabajadores se
comprometieron a cumplirlas. Adems instalamos dos sistemas de
control interno. Un sistema de control del correo electrnico que
emitan y reciban los trabajadores. Y otro sistema de control de las
pginas web que se visitaba cada trabajador de la empresa.
Beneficio: La empresa increment la productividad de sus trabajadores
y disminuy el riesgo de prdidas de datos.
Este artculo puede ser observado en:
http://www.monografias.com/trabajos6/prod/prod.shtml
Curso de Ingeniera de mtodos semestre I/2007
7
APUNTES DE CLASE INGENIERIA DE MTODOS
2.3 ANLISIS DE LA PRODUCTIVIDAD EN BOLIVIA
Practicas anticompetitivas
10) La gente en las empresas comete el error de no hacer un
bench adecuado.
9) nfasis en factores externos
- Inflacin / deflaccin
- Tipo de cambio
- Los chinos la globalizacin / TLC
- El mercado esta mal
- El dumping
- No necesito aprender nada
- Este proceso es as y punto
- Esto nunca puede ser despreciado
- As lo hemos hecho siempre
8) No existe innovacin
7) No existe estandarizacin en normas
6) nfasis en el margen y no en el ROE y ROA (rotacin de
activo, rotacin de patrimonio)
5) Administracin tradicional
4) Decisin por percepcin
3) Medicin no fidedigna
2) Conocimiento tcnico limitado
1) Make to stock
Alta competitividad dormida
La paz - Diversidad demogrfica y ecolgica
Oruro - Centro de corredores bioceanicos
Potos - centro minero, turismo
Chuquisaca - agrcola
Tarija - gas vitivincola
Pando - castaa corredor bioceanico
Beni - ganadera piscicultura
Santa cruz - soya, minero, petrleo, parque industrial
Cochabamba - valles y llanos, rosas
2.4 PROBLEMAS DE PRODUCTIVIDAD
P-1. Una empresa dedicada a la produccin de hilos trabaja seis
das a la semana en un turno de 8 horas. Para tal efecto se cuenta
con 100 obreros permanentes y 50 obreros temporales que
conforman la mano de obra directa. La mano de obra indirecta
consta de 140 tcnicos-practicantes con una remuneracin de 5,45
Bs/hora. La mano de obra directa tiene un sueldo lquido pagable
de 1000 Bs/mes.
Calcular el ndice global de productividad considerando que :
La empresa produce 3037 Kg de hilo por turno
En el proceso se pierde el 30% de la materia prima que
ingresa
Curso de Ingeniera de mtodos semestre I/2007
8
APUNTES DE CLASE INGENIERIA DE MTODOS
La inversin alcanza a los 6 millones de $us. En
maquinaria que se deprecia en 5 aos con un valor residual
del 5% de la inversin realizada.
El consumo de energa es de 53000 Bs/mes
Considerar que 1 Kg de MP cuesta 2,23 $us, y el precio
del producto terminado alcanza a 10 $us. Por cada medio
Kilo vendido.
En el siguiente cuadro se presentan indicadores generales de
productividad de diferentes empresas dedicadas al rubro.
EMPRESA pmo Imo pc Ic pe Ie Pmp Imp IGP
SENDTEX
0,45 0,4
8
0,1
5
2,4
4
0,1
5
0,7
8
0,25 12,0
1
3,70
ACRIBOL 0,40 0,5
2
0,1
5
1,7
5
0,2
5
0,9
3
0,20 10,1
2
2,83
TEXTURBOL
0,45 0,5
0
0,1
5
2,3
2
0,1
0
0,9
9
0,30 10,0
9
3,69
SOLUCIN
Datos:
1 turno 8 horas
6 dias 1 semana
MO Directa: 100 obreros permanentes
50 obreros temporales
Sueldo 1000 Bs/mes
MO indirecta: 140 tcnicos
Sueldo 5.45 Bs/hora
- Cantidad Producida = 3037 Kg/turno
- Mermas = 30 %
- Inversin = 6000000 $us , vida til maq. = 5 aos , valor
residual =VR = 5% I
- Cantidad de energa = 53000 Bs/mes
- 1 Kg MP 2.23 $us
- Precio de venta 10 $us por Kg de producto terminado
Primero calculamos la Cantidad vendida:
1
]
1
mes
us
Q
x
Kg
us
x
mes
semana
x
semana
das
x
da
turno
x
turno
Kg
Q
V
PT
V
$
1376052
87 . 0
5 . 0
$ 10
1
34 . 4 6
1
1
3037
Productividad de la MO:
MO D
1
]
1
mes
us
Bs
us
x
ob
Bs
x
mes
ob $
18963
91 . 7
$ 1
1
1000 .
150
MO I
[ ] 20094
41 . 7
$ 1
1
34 . 4 6
1
1
1
8
*
45 . 5
140
Bs
us
x
mes
semana
x
semana
das
x
da
turno
x
turno
hr
x
h tec
Bs
x tec
1
]
1
+
mes
us
Q
Q Q Q
MO
MOI MOD MO
$
39057
generados dleres tenemos invertido dlar cada Por
MO
2 . 35
; 2 . 35
39057
1376052
Productividad MP:
Curso de Ingeniera de mtodos semestre I/2007
9
IGP = 53.6
APUNTES DE CLASE INGENIERIA DE MTODOS
MP
Kg X
X
Kg
4338
70
3037 * 100
% 100
% 70 3037
mes
us
Q
mes
semanas
semana
das
da
Turno
Kg Turno
Kg
Q
MP
MP
MP
MP
$
251904
1
34 . 4
*
1
6
*
1
1
*
1
$ 23 . 2
* 4338
5 . 5
251904
1376052
MP
; entonces por cada dlar invertido
generamos 5.5 dlares
Productividad del capital
mes
us
meses
ao
ao
us
U V
I
U V
VR I
D
$
95000
12
1
*
$
1140000
5
) 10 * 6 ( * 95 . 0
. .
* 95 . 0
. .
6
5 . 14
95000
1376052
C
entonces por cada dlar invertido
generamos 14.5 dlares
Productividad Energa Elctrica
2 . 205
91 . 7
53000
1376052
Bs
C
entonces por cada dlar invertido
generamos 205.2dlares
Ponderaciones (de la tabla)
PMO = 0.43
PC = 0.15
PE = 0.17
PMP = 0.25
Clculo del IGP
IGP = PMO * (MO) + PMP * (MP) + PC * (C) + PE * (E)
P-2. Una planta dedicada a la produccin de calzados para toda
edad tiene un pedido importante de 7500 pares de clase A que
deben ser entregados al cliente en un plazo de 30 das calendario
(1 mes), se sabe que la lnea de zapatos Clase A (considerada
como el Core Business de la empresa) tiene una capacidad
utilizada de 2500 [pares/turno-mes] al 85% de capacidad en dos
turnos de 8 horas cada uno.
La lnea presenta un porcentaje de 10% de pares defectuosos, por
lo que stos no podrn ser entregados al cliente. El precio de venta
Curso de Ingeniera de mtodos semestre I/2007
10
APUNTES DE CLASE INGENIERIA DE MTODOS
de cada par clase A es de 350 $us. La materia prima utilizada tiene
un costo en fbrica de 30 $us/m2, durante el proceso se tiene un
porcentaje del 12% de merma, cada par emplea 0,30 m2 de
materia prima. Al 85% de capacidad, el costo de energa elctrica
es de 50000 $us/mes.
La mano de obra directa (250 operarios por turno) recibe un
salario mensual de 150 $us/mes ms un bono de produccin del
10% por cada 2500 pares producidos durante horas ordinarias, la
mano de obra indirecta (50 personas por turno) recibe un salario
mensual de 500 $us/mes. (se trabaja 20 das por mes).
A partir de sta informacin se solicita:
a) Calcular el tiempo que tardara la lnea en producir los
7500 pares de calzados Clase A, trabajando en las
condiciones actuales.
b) Le sugieren que la nica forma de cumplir con el
pedido sera mediante una utilizacin del 100% de la
capacidad y la instauracin de horas extra. Calcule
cuntas horas extra se precisarn para tal fin.
c) Calcule el ndice de productividad de la lnea, para el
mes de trabajo si trabajaramos a un 100% de
capacidad y horas extra, tomando en cuenta los
factores de mano de obra, materia prima, energa
elctrica y calidad. (considere al costo de la HE = a 2
veces la HO).
SOLUCIN
a) 7500 pares x 1 mes x 20 das = 33.3 das labo.
5000 pares x 0.9
b) capacidad 100% 2500 pares ------------------- 85%
x pares ------------------- 100%
2941 pares x 2 turnos = 5882 pares/mes
turno
5882 pares/ mes x 0.9 = 5294 pares/ mes
Falta = 7500 pares - 5294 pares = 2206 pares
N horas extra
2006 pares x 1 mes x 20 das x 16 hrs. = 133.3HE
5294 pares 1 mes 1 da
N HE = 66.7 HE
Turno
66.7 HE = 3.3 HE/ da
20 das
c) Calculo de QV
QV = 7500 pares x 350 $ = 2625000 $ x 0.87
1 par mes
QV = 2283750 $/ mes
Productividad MO
MOD 250 op x 150 $ x 2 turnos = 75000 $/ mes
Turno op-mes
Curso de Ingeniera de mtodos semestre I/2007
11
APUNTES DE CLASE INGENIERIA DE MTODOS
5882 pares/ mes BONO = 2 x 0.1 (75000) =
15000 $/ mes
CMOD = 90000 $/ mes
150 $ x 1 mes x 1 da = 0.94 $/ HO
Mes 20 das
Es para 1 obrero que trabaja un turno
C HE = 1.88 $ x 3.3HE x 250 op x 2 turnos x 20 das
HE 1 op 1 turno 1 da 1 mes
C HE = 62040 $/ mes
C T MOD = 152040 $/ mes
MOI 50 pares x 500 $ x 2 turnos = 50000 $
Turnos 1 per-mes mes
MO = 2283750 = 11.3
202040
Productividad MP
MP = ?
Q MP = 2841 m
2
x 30 $ = 85230 $
Mes 1 m
2
mes
MP = 2283750 = 26.8
85230
Productividad de la energa elctrica
QE = QE HO + QE HE
50000 $/ mes 85 %
x 100 %
x = 58823 $/ mes
58823 $ x 1 mes x 1 da x 133.3 HE = 24503
Curso de Ingeniera de mtodos semestre I/2007
100 % 88 %
12 %
12
8
hr
7500 pares ---------- 90%
X ---------- 100%
X = 8333 pares
1 par = 0.30 m
2
MP
8333 pares x 0.30 m
2
= 2500 m
2
MP
1 par
Que representan el 88% de la MP
2500 m
2
MP ---------- 88%
X ---------- 100%
X = 2841 m
2
APUNTES DE CLASE INGENIERIA DE MTODOS
Mes 20 das
Por los 2 turnos
QE = (58823 + 24503) $/ mes = 83326 $/ mes
E = 2283750 = 27.4
83326
Productividad de la calidad
cal = 2283750 = 0.90
8333 pares x 350 $ x 0.87
1 par
P-3. Una fbrica encargada de la preparacin de harina muestra
operaciones sucesivas en su proceso de produccin, detalladas a
continuacin:
OPERACIN
DURACIN
(seg.)
RECURSOS Observacin
Seleccin del grano 35.62 1 Ob. permanente
Molido 25.69 1 Ob. permanente Prdida 2%
Inspeccin del molido 12.39 1 Ob. permanente
Tamizado 29.63 Automtico Prdidas 2.5%
Insp. de tamizado 12.56 1 Ob. permanente
Control y pesado 25.16 2 Ob. permanentes
Embolsado 36.25 3 Ob. a destajo Prdidas 1.3%
Armado de cajas 6.35 1 Ob. permanente
Embalado 11.25 2 Ob. a destajo
Si los 7 empleados permanentes reciben un jornal de 12 Bs. al da
y los 5 obreros a destajo reciben 0.15 Bs por cada medio Kg de
producto terminado. Calcular la productividad de la mano de obra
y la materia prima en un mes de trabajo. Considerar que:
o En la empresa se trabaja de lunes a sbado en un turno de
ocho horas.
o La cantidad de materia prima procesada al da alcanza un
promedio de 200 Kg.
o El precio por medio kilo de producto terminado es de 3.50
Bs.
o El costo de materia prima (MP) es de 1.3 Bs./Kg.
SOLUCIN
Datos:
7 obreros permanentes QMP = 200 Kg / da
5 obreros a destajo Pr = 3.5 Bs.
0.5 Kg.
MO = ? C MP = 1.3 Bs.
MP = ? Kg.
1 semana = 6 das
1 turno = 8 horas
Curso de Ingeniera de mtodos semestre I/2007
13
200 Kg/da
16
hrs.
APUNTES DE CLASE INGENIERIA DE MTODOS
Asumiendo que la QP = Q V
QV = 188.6 Kg PT x 6 das x 4.34 sem x 3.5 Bs x 0.87
Da 1 sem 1 mes 0.5 Kg
QV = 29909 Bs/ mes
Productividad MO
Operarios permanentes
7 op x 12 Bs x 6 das x 4.34 sem = 2187 Bs/ mes
Op-da 1 sem 1mes
Operarios a destajo
188.6 Kg PT x 6 das x 4.34 sem x 0.15 Bs
Da 1 sem 1 mes 0.5 Kg
= 1473 Bs/ mes
QMO = 3660 Bs/ mes
MO = 29909 = 8.2
3660
Productividad MP
QMP = 200 Kg MP x 6 das x 4.34 sem x 1.3 Bs
Da 1 sem 1 mes 1kg MP
QMP = 6770 Bs/ mes
MP = 29909 = 4.4
6770
P-4. La empresa ALPHA S.R.L. legalmente constituida, elabora
blusas destinadas al mercado femenino y las vende a un precio de
Bs. 65 cada una, transaccin respaldada por la nota fiscal o factura
Curso de Ingeniera de mtodos semestre I/2007
188.6 Kg
196 Kg
191.1 Kg
Seleccin de grano
Molido
Tamizado
Control
Embolsado
Embalado
2% (4 Kg)
2.5% (4.9 Kg)
1.3% (2.5 Kg)
188.6 Kg PT
14
APUNTES DE CLASE INGENIERIA DE MTODOS
correspondiente. Conforme a polticas de la empresa, por cada
unidad que no cumpla con los requisitos mnimos de calidad se
debe cancelar una multa de Bs. 25 por mes de produccin, por
estadsticas e informacin histrica el porcentaje de piezas
defectuosas es de 7%.
Actualmente, cuenta con una capacidad instalada para producir
9000 blusas cada mes, y trabaja solo al 75%, con un total de 100
personas de planta (en el proceso de produccin) con un salario de
Bs. 850 y con 10 personas en el rea administrativa cuyo salario
mensual es de Bs. 1500.
Cada blusa es confeccionada con 1.5 m de tela, cada rollo de tela
de 150 metros tiene un costo de Bs. 3000, as mismo, del balance
de material se determino que el porcentaje de merma es del 20%
de la materia prima ingresada, el 35 % del total de la merma se
pierde en la seccin de preparado de mangas y puos, esta seccin
cuenta con 5 mquinas y trabaja a destajo a un costo de Bs. 2 por
cada metro de tela procesada.
Al realizar el estado de resultados elaborado al cierre de gestin, la
situacin financiera muestra prdidas. La gerencia general de la
empresa decidi contratar sus servicios por su capacidad y
experiencia en el clculo de ndices de productividad, de manera
que se desea conocer el ndice global de productividad y los
ndices de productividad individuales. La ponderacin de la mano
de obra, materia prima y calidad es de 25%, 70% y 5%
respectivamente.
SOLUCIN
Datos:
Pv = 65 (Bs/u) para determinar la cantidad vendida
Multa = 25 (Bs/u) para la cantidad de blusas defectuosas
% def = 7 % para determinar la cantidad vendida
Cap. Inst = 9000 (blusas/mes) para determinar la cantidad
producida
Cap. Utilizada = 75% para determinar la cantidad producida
1 blusa 1.5 m. tela para determinar la cantidad de MP
1 rollo 150 m. para determinar el costo/m de tela
CMP = 3000 Bs. para determinar el costo/m de tela
35% seccin de mangas y puos
Merma = 20%
5 maquinas 2 Bs./ m. de tela procesada
Sueldos:
MOD. = 100 personas 850 Bs./mes
ADM. = 10 personas 1500 Bs./mes
Calculo de la Cantidad vendida:
mes
blusas
mes
blusas
Q
p
6750 75 . 0 * 9000
(Esta cantidad incluye los defectuosos al 75% de la capacidad)
mes
blusas
mes
blusas
Q
V
6277 ) 07 . 0 1 ( * 6750
(Esta cantidad ya no incluye el 7% de defectuosos)
Convirtiendo a unidades monetarias:
mes
Bs
mes
Bs
mes
blusas
Q
V
4080005
1
65
* 6277
Curso de Ingeniera de mtodos semestre I/2007
15
APUNTES DE CLASE INGENIERIA DE MTODOS
Ahora considerando los impuestos:
mes
Bs
mes
Bs
Q
V
354964 87 . 0 *
.
4080005
Calculo de la cantidad de productos defectuosos:
mes
blusas
mes
blusas
Q
C
472 07 . 0 * 6750
(Esta cantidad incluye el 7% de los productos defectuosos)
Convirtiendo a unidades monetarias
mes
Bs
blusas
Bs
mes
blusas
Q
C
11800
. 25
* 472
Entonces el ndice de productividad para la calidad
resulta:
1 . 30
11800
354964
C
V
CAL
Q
Q
Calculo de la cantidad de materia prima:
Estableciendo el siguiente balance de materia.
A partir de la cantidad producida, determinamos los metros de
tela utilizados al mes; segn el clculo:
mes
tela m
blusa
tela m
mes
blusas .
10125
1
. 1
* 6750
(Esta cantidad es el 80% de MP, sin tomar en cuenta
los desperdicios o merma).
Con una regla de tres determinamos la cantidad total de MP
a utilizar en todo el proceso, tomando en cuenta la merma,
que representa el 20%), entonces:
10125 m. tela /mes 80% X = 12656 m.
tela / mes
X m. tela/mes 100%
entonces la cantidad de MP la calculamos segn:
El costo de los 150 metros del rollo de tela es:
tela m
Bs
tela m
Bs
C
P M
.
20
. 150
3000
Curso de Ingeniera de mtodos semestre I/2007
100%
de
MP
8%
de
Produ
c
Total
20%
de
merm
a
16
APUNTES DE CLASE INGENIERIA DE MTODOS
mes
Bs
tela m
Bs
mes
tela m
Q
P M
253120
. 1
20
*
.
12656
El ndice de productividad de la Materia Prima resulta:
4 . 1
253120
354964
P M
Calculo de la cantidad de Mano de Obra:
M OD:
mes
Bs
operario
Bs
operarios 85000
1
850
* 100
ADM: 10 personas
(esta gente no aporta en la generacin de V.A., no
participa directamente en el proceso de produccin, por lo tanto
no se la toma en cuenta para los clculos de la cantidad de M.O.).
Ahora para determinar la cantidad de Mano de Obra, tenemos una
dificultad, debido a que no sabemos que cantidad de MP que se
destina al rea de Mangas y puos. Para este clculo tenemos dos
alternativas; la solucin de la Ing. Salas y la del actual auxiliar
Juan Pablo.
a) Solucin segn la Ing. Salas:
Calculamos la cantidad de merma que se genera en el rea de
puos y mangas, a partir de la cantidad total de MP utilizada:
mes
m
mes
tela m
886 35 . 0 * 20 . 0 *
.
12656
De la merma de la seccin
total producida puos y mangas
(Cantidad de tela que se genera en la seccin puos y mangas)
Entonces la cantidad procesada de MP en esta seccin resulta:
mes
tela m
mes
tela m
P M
PROCESADA
.
11770
.
) 886 12656 (
A partir de esta cantidad calculamos el pago por destajo, que
resulta:
mes
Bs
m
Bs
mes
tela m
Destajo 23540 2 *
.
11770
Costo para procesar
la tela en esta seccin
Como no sabemos la cantidad de operarios existentes en esta
seccin, asumimos 1 operario por cada maquina (en esta seccin
contamos con 5 maquinas).
5 maquinas 5 operarios
El salario por operario que trabaja a destajo es:
mes
Bs
mes operarios
Bs
tajo SalarioDes 4708
5
23540
Entonces la cantidad total de mano de obra, tomando en cuenta la
MOD, resulta:
Curso de Ingeniera de mtodos semestre I/2007
17
APUNTES DE CLASE INGENIERIA DE MTODOS
mes
Bs
mes
Bs
Q MO T
a
108540 ) 4708 85000 ( . .
b) Solucin segn el auxiliar:
Asumiendo que en la parte de mangas y puos existen diferentes
porcentajes de tela, los cuales son del 25%, 30% y 35%; las
cantidades respectivas de tela procesadas en esta seccin resultan:
mes
tela m
blusa
tela m
mes
Blusas
Q
mes
tela m
blusa
tela m
mes
Blusas
Q
mes
tela m
blusa
tela m
mes
Blusas
Q
PROC
PROC
PROC
.
3544 35 . 0 *
.
15 * 6750
.
3037 30 . 0 *
. 15
* 6750
.
2531 25 . 0 *
. 15
* 6750
3
2
1
Los porcentajes de merma para estos porcentajes resultan:
% 20 100 *
3544
886
%
% 22 100 *
3037
886
%
% 26 100 *
2531
886
%
3
2
1
Merma
Merma
Merma
* Como podemos ver, mientras mas tela destinemos a esta
seccin se genera menos merma.
Ahora calculamos la cantidad total en metros de tela que se
destinan a esta seccin segn los porcentajes asumidos:
tela m tela m tela m Q TotalPROC . 3417 . 2531 . 886
1
+
Merma producida Del producto
en esta seccin terminado
tela m tela m tela m Q
tela m tela m tela m Q
TotalPROC
TotalPROC
. 4430 . 3544 . 886
. 3923 . 3037 . 886
3
2
+
+
* Las cantidades calculadas anteriormente no son de relevancia,
solo nos sirven de referencia.
Tomando en cuenta la PROC Q
3
porque con esta se genera menos
cantidad de merma, calculamos el monto a pagar por destajo en la
seccin de Mangas y Puos:
mes
Bs
m
Bs
mes
m
Q
DESTAJO
7088 2 * 3544
Curso de Ingeniera de mtodos semestre I/2007
18
APUNTES DE CLASE INGENIERIA DE MTODOS
Para cada operario en esta seccin (5 operarios), el monto mensual
resulta:
mes
Bs
mes operarios
Bs
Salario 1418
5
7088
Con esto la cantidad destinada a la Mano de Obra es:
mes
Bs
mes
Bs
Q MO
b
92088 ) 1418 85000 ( +
Las productividades para cada una de estas alternativas son:
85 . 3
92088
354964
27 . 3
108540
354964
MO
b
MO
a
Como vemos el ndice de productividad de la alternativa b) resulta
ser la mejor.
Finalmente considerando las ponderaciones indicadas en el
problema, el IGP resulta:
) 4 . 1 ( 70 . 0 ) 85 . 3 ( 25 . 0 ) 1 . 30 ( 05 . 0 + + IGP
CALIDAD M.O. MP
4 . 3 IGP
Este valor nos indica que por cada $ de Recurso obtenemos 3.4 $
de Producto Vendido; esto nos indica que se triplica el valor
invertido.
P-5. Una empresa dedicada a la produccin de servilletas
higinicas, desea poseer el royaltie de una marca muy conocida en
el mercado internacional, pero para optar a la licencia, la
cooperativa multinacional le ha pedido a la empresa que eleve su
nivel de productividad global con el fin de aumentar su utilidad
actual del 22.8% sobre el costo total del producto.
Actualmente la empresa tiene una produccin mxima de 47200
unidades al mes, trabaja 2 turnos, 6 das a la semana y 8 horas de
trabajo por turno.
El departamento de produccin indica que los costos mensuales de
produccin incurridos a un nivel mximo de fabricacin son de
397575 Bs. mientras que los costos de operacin y apoyo a la
fabricacin ascienden a 67500 Bs.
Se sabe adems, que la cantidad de resina (materia prima
principal) que queda en la servilleta llega a ser aproximadamente
0.11 m2 t 0.01 m2 y las mermas en el proceso alcanzan a ser
aproximadamente el 13.3 % del total utilizado por unidad
producida. El precio de venta de la resina es de 45 Bs. /m2.
Considerar adems que:
El salario de la mano de obra directa es de 700 Bs. / mes-obrero.
El nmero de operarios (MO directa) es de 47.
El salario mensual de la mano de obra indirecta es de 2500 Bs. /
mes-turno.
o La facturacin mensual promedio de energa elctrica es de
50000 Bs. y segn informe del gerente de produccin solo
se habra consumido 2880 Kw-h.
o A pesar de que la inversin de maquinaria adquirida en
1992 alcanza los dos millones de dlares, como un valor
Curso de Ingeniera de mtodos semestre I/2007
19
APUNTES DE CLASE INGENIERIA DE MTODOS
residual del 15 % de la inversin y una vida til de por lo
menos 8 aos pudindose vender como maquinaria de
segunda mano en un valor de 700000 $us.
Analizando los recursos que tiene la empresa determinar el IGP
actual de la empresa.
SOLUCIN
Datos:
2
m / Bs. 45 (MP) Pv Venta de Precio
% 13.3 Mermas
hr. 8 turno 1
Prima Materia MP MP / m2 0.11 servilleta 1
mes / Bs. 67500 Cop Operativo Costo
mes / Bs. 397575 Cf financiero Costo
mes / unid 47200 Qp Produccin
total Costo Ct Ct % 22.8 U Utilidad
semana / das 6
turno 2
$us. 700000 V Maquinaria de Venta
aos 8 V.U. til Vida
$us. 300000 (I) % 15 V.R. Residual Valor
$us 2000000 I Maquinaria de Inversin
h - Kw 2880 EE de Consumo
(factura) mes / Bs. 50000 EE Elctrica Energa
operarios 47 MOD Operarios de Numero
turno - mes / Bs. 2500 MOI Indirecta Obra de Mano
operario - mes / Bs. 700 MOD Directa Obra de Mano : Salario
Hallaremos la cantidad de producto vendido (Qv).
mes Bs Qv
Qv
Ingresos Qv
mes Bs Ingresos
Ingresos
mes Bs Ct
Ct
Cop Cf Ct
Ct Ingresos
Ct Ct Ingresos
emplazando
Costos Utilidad Ingresos
Costos Ingresos Utilidad
/ 53 . 496867
87 . 0 * 10 . 571112
/ . 10 . 571112
465075 * 228 . 1
/ . 465075
67500 397575
228 . 1
228 . 0
: Re
+
+
+
+
Productividad de Materia Prima ( MP):
Cantidad de materia Prima (QMP)
mes
m
unid
m
mes
unid
Q
MP
2 2
5192 11 . 0 * 47200
Ahora realizaremos el balance de masa.
Curso de Ingeniera de mtodos semestre I/2007
20
100 %
13.3 %
86.7 %
Materia
Prima
Producto
Terminado
Mermas
APUNTES DE CLASE INGENIERIA DE MTODOS
Ahora por regla de tres realizaremos el calculo QMP
mes m X
X
/ 47 . 5988
% 100
% 7 . 86 5192
2
mes
Bs
Q
m
Bs
mes
m
Q
MP
MP
21 . 234448
87 . 0 * 45 * 47 . 5988
2
2
12 . 2
21 . 234448
53 . 496867
MP
MP
Nos indica que por cada boliviano que se invierte en materia prima
generamos 2.12 bolivianos de ingreso.
Productividad de Mano de Obra ( MO):
Cantidad de Mano de Obra (QMO)
mes
Bs
Q
op
op mes
Bs
Q
Q Q Q
MOD
MOD
MOI MOD MO
32900
47 * 700
+
mes
Bs
Q
turnos
turno mes
Bs
Q
MOI
MOI
5000
2 * 2500
mes
Bs
Q
Q
MO
MO
37900
5000 32900
+
11 . 13
37900
53 . 496867
MO
MO
Nos indica que por cada boliviano que se invierte en mano de obra
generamos 13.11 bolivianos de ingreso.
Productividad de Energa Elctrica ( EE):
Cantidad de Energa Elctrica (QEE)
mes
Bs
Q
mes
Bs
Q
EE
EE
43500
87 . 0 * 50000
42 . 11
43500
53 . 496867
EE
EE
Nos indica que por cada boliviano que se invierte en energa
elctrica generamos 11.42 bolivianos de ingreso.
Productividad de Capital ( capital):
ao
us
n Depreciaci
n Depreciaci
$
162500
8
700000 2000000
Curso de Ingeniera de mtodos semestre I/2007
21
APUNTES DE CLASE INGENIERIA DE MTODOS
Cantidad de capital (Q capital)
mes
Bs
Q
us
Bs
meses
ao
ao
us
Q
capital
capital
75 . 106843
$ 1
89 . 7
*
12
1
*
$
162500
65 . 4
75 . 106843
53 . 496867
capital
capital
Nos indica que por cada boliviano que se invierte en capital
generamos 4.65 bolivianos de ingreso.
Calculo de ndice Global Productivo (IGP).
Productivida
d
Cantidad Ponderacin
Materia Prima 2.12 234448.21 0.555
Mano de Obra 13.11 37900 0.089
Energa
Elctrica
11.42 43500 0.103
Capital 4.65 106843.75 0.253
Total 422691.96 1
70 . 4
) 65 . 4 * 253 . 0 ( ) 42 . 11 * 103 . 0 ( ) 11 . 13 * 089 . 0 ( ) 12 . 2 * 555 . 0 (
) * ( ) * ( ) * ( ) * (
+ + +
+ + +
IGP
IGP
P P P P IGP
capital capital EE EE MO MO MP MP
CAPITULO iii: ESTUDIO DE MTODOS
Es el registro y examen crtico, sistemtico, de los modos
existentes y proyectados de llevar a cabo un trabajo como medio
de idear y aplicar mtodos ms sencillos y eficaces, y reducir los
costos.
3.1 PROCEDIMIENTO SISTEMTICO
Curso de Ingeniera de mtodos semestre I/2007
22
APUNTES DE CLASE INGENIERIA DE MTODOS
3.2 PROPSITO DEL ESTUDIO DE MTODOS
Q
C
t
P
Incrementar la produccin respecto al tiempo, y disminuir los
costos respecto a la cantidad producida.
Eliminar cuellos de botella
Eliminar desperdicios WIP
Mejorar Q de procesos
Mejorar condiciones de trabajo
Eliminar tiempos improductivos
Mejorar la distribucin en planta
- Reducir actividades y distancias
- Organizacin y orden
(Housekeeping)
- 5 S
Mejorar utilizacin de materia prima
y recursos
CAPITULO iV: SELECCIONAR Y REGISTAR
4.1 SELECCIONAR
Identificar un problema de estudio, identificar necesidades,
priorizar y definir un problema.
Problema de estudio
Identificar necesidades
Priorizar
Definir el problema
4.1.1 Diagrama causa efecto
Es una forma de organizar y representar las diferentes teoras
propuestas sobre las causas de un problema. Se conoce tambin
con el nombre de diagrama de Ishikawa o diagrama de espina de
pescado y se utiliza en las fases de Diagnostico y Solucin de la
causa. Es un vehculo para ordenar de una forma muy concentrada
todas las causas que supuestamente pueden contribuir a un
determinado efecto. Nos permite lograr un conocimiento comn
de un problema complejo sin ser nunca sustitutivo de los datos.
4.1.2 Diagrama de Pareto
El 80 % de los problemas se solucionan con el 20 % de las
necesidades.
Curso de Ingeniera de mtodos semestre I/2007
23
ESTUDIO DE
MTODOS
APUNTES DE CLASE INGENIERIA DE MTODOS
Observacin del proceso
Identificacin de necesidades
Frecuencia e importancia de las necesidades
4.1.3 Anlisis radial Lean
Permite evaluar a la empresa como un entorno sistmico y en
reas crticas para el correcto funcionamiento. Basada en una
evaluacin tipo Delphi, a travs de un grupo de profesionales que
califican el desenvolvimiento de la empresa del 0 calificacin
nula, al 7 mxima; concentrados en las siguientes variables:
1) Aplicacin de las 5 s.
2) Calidad y modos de control.
3) Capacitacin
4) Aplicacin de tcnicas de mejora Continua
5) Nivelacin del trabajo
6) Eliminacin del re-proceso
7) Estandarizacin del trabajo
8) Compatibilidad de departamentos
9) Reduccin del retraso en tareas
10) Eliminacin del desperdicio
Los resultados deben ser esquematizados en una grfica de radar,
identificando perfectamente y mediante reas no comunes la
brecha entre lo que se tiene y lo que se pretende llegar.
4.2 REGISTRAR
Significa Traer consigo la informacin, empezar a filtrar la
informacin y esquematizar, para encontrar la falla en el proceso
de Produccin.
Diagrama de Registro Esquematizacin de la situacin
actual
Simbologa: En Ingeniera de Mtodos
simbolizamos las actividades de un proceso, como
ser en :
'
a Simbo
Grfi
Texto
log
cos
Las simbologas para realizar las actividades son:
Operacin: La operacin sucede cuando se cambian
caractersticas fsicas o qumicas en un objeto cuando se
ensambla o se desmonta, la operacin tambin se da
cuando se entrega o recibe informacin o cuando se lleva
acabo un clculo o se planea algo. La operacin es:
ACTIVIDAD PRODUCTIVA QUE GENERA VALOR
AGREGADO
Transporte: Es el que indica el movimiento de todos los
trabajadores, materiales y equipos de un lugar a otro. Como
por ejemplo llevar la MP del almacn hasta el rea
de cortado (el cual se realizo en el 2 Lab.)
Inspeccin: La inspeccin se realiza para evaluar el grado
de conformidad de mi producto en una variable(es)
especfica(as).
- Transporte e Inspeccin NO GENERA VALOR
AGREGADO, si son necesarios pero hay que tratar de
optimizar y eliminarlos.
Curso de Ingeniera de mtodos semestre I/2007
24
APUNTES DE CLASE INGENIERIA DE MTODOS
Almacn: Lugar donde se depositan gneros de
cualquier especie, generalmente mercancas.
Como ser Almacn de MP , almacn de Producto
Terminado.
Almacn Intermedia o espera: Indica demora en
el desarrollo de los hechos , trabajo en suspenso
entre dos operaciones sucesivas o abandono
momentneo ,no registrado de cualquier objeto
hasta que se necesite.
- El almacn y el almacn intermedia NO GENERAN
VALOR AGREGADO, por lo tanto se pueden eliminar.
4.2.1 Cursograma sinptico
Tambin se conocen como diagramas de operacin de proceso
.Siempre es til ver de una sola ojeada la totalidad del proceso o
actividad antes de emprender su estudio detallado, para eso,
precisamente, sirve el cursograma sinptico.
Se anotan solo las operaciones principales, as como las
inspecciones efectuadas para comprobar el resultado, sin tener en
cuenta quien las ejecuta ni donde se llevan a cabo. Para preparar
ese cursograma solo se necesita los dos smbolos correspondieres
a "Operacin" y a "Inspeccin" y cuando se conoce el tiempo que
se fija. Como primer proceso ESQUEMATIZA el proceso en
estudio y sus perifricos.
REGLAS:
Simboliza unicamente operaciones e inspecciones.
Ordena el proceso (arriba-abajo)
(derecha- izquierda)
Deben estar numerados y Ordenados.
El proceso principal de estudio debe colocarse en el
extremo superior derecho.
Se debe colocar en el extremo derecho el nombre de la
actividad y en el extremo izquierdo alguna informacin
adicional.
En el Cuadro se muestra un ejemplo de cursograma sinptico del
proceso de realizacin de un bocadillo de tortilla.
Curso de Ingeniera de mtodos semestre I/2007
25
APUNTES DE CLASE INGENIERIA DE MTODOS
4.2.2 Cursograma analtico (F.P.C.)
Representacin grafica del proceso en estudio sin contar
los perifricos.
Representa las cantidades producidas, tiempo de
actividades, distancias.
REGLAS
Estos smbolos representa todas las actividades de la
Materia Prima, Insumos, Operador.
En el carimbo se debe colocar una tabla resumen.
Los cursogramas analticos no se deben hacer de memoria.
OPERADOR = VOZ ACTIVA Ej. Taladrar, dosificar, etc.
PRODUCTO = VOZ PASIVA Ej. Taladrado, dosificado,
etc.
CURSOGRAMA ANALITICO DE PRODUCTO
ACTIVIDAD M. ACTUAL MET.
PROPUESTO
DIFERENCIA
Curso de Ingeniera de mtodos semestre I/2007
26
APUNTES DE CLASE INGENIERIA DE MTODOS
CURSOGRAMA ANALITICO DEL OPERADOR
4.2.3 Diagrama de recorrido
Es un esquema que representa visualmente el movimiento
del producto u operador.
REGLAS
Complemento del FCP.
Se recomienda el desarrollo del FPC. Con el diagrama de
Recorrido de forma conjunta.
Tiene que estar acorde a una escala especfica.
Se debe simbolizar las actividades y la direccin del
proceso debe ser identificada.
4.2.4 Diagrama de actividades mltiples (diagrama hombre
mquina)
Representar la relacin de tiempos y trabajos.
A travs de su simbologa se logra diferenciar los tiempos
muertos, tiempos ociosos, tiempos combinados, tiempos
independientes.
Curso de Ingeniera de mtodos semestre I/2007
1
2
3
1
2
1
2
1
1
2
3
4
27
APUNTES DE CLASE INGENIERIA DE MTODOS
SIMBOLOGIA.
Trabajo independiente
Trabajo Dependiente o Combinado
Tiempo en espera
4.2.5 Diagrama bimanual.
El diagrama bimanual:
Profundiza el estudio del area seleccionada (cuello de
botella, problema seleccionado).
Definiciones:
Este diagrama muestra todos los movimientos realizados
para la mano izquierda y por la mano derecha, indicando la
relacin entre ellas.
El diagrama bimanual sirve principalmente para estudiar
operaciones repetitivas y en ese caso se registra un solo
ciclo completo de trabajo.
El diagrama bimanual es un esquema que colabora al
estudio de economa de movimientos.
Reglas:
Para representar las actividades se emplean los mismos
smbolos que se utilizan en los diagramas de proceso pero
se les atribuye un sentido ligeramente distinto para que
abarquen ms detalles
Simbologa utilizada por este diagrama
La simbologa utilizada por este diagrama son casi las mismas
utilizadas en el cursograma analtico:
Operacin; Se emplea para los actos de asir, sujetar,
utilizar, soltar, etc., Una herramienta -pieza o material.
Transporte; Se emplea para representar el movimiento de
la mano hasta el trabajo, herramienta o material o desde
uno de ellos.
Espera; Se emplea para indicar el tiempo en que la mano
no trabaja (aunque quiz trabaje la otra).
Curso de Ingeniera de mtodos semestre I/2007
28
APUNTES DE CLASE INGENIERIA DE MTODOS
Sostenimiento o almacenamiento; se utiliza para indicar el
acto de sostener alguna pieza, herramienta o material con
la mano cuya actividad se est consignando.
El smbolo de inspeccin casi no se emplea, puesto que
durante la inspeccin de un objeto (mientras lo sujeta y
mira o lo calibra) los movimientos de la mano vienen a ser
operaciones para los efectos del diagrama. Sin embargo, a
veces resulta til emplear el smbolo de inspeccin para
hacer resaltar que se examina algo.
4.2.6 Mapeo de la cadena de valor (value stream mapping)
Una cadena de valor son todas las acciones (tanto de valor
agregado como de no valor agregado) que se requiere para llevar
un producto a travs de los canales esenciales para hacer:
1. Que el producto fluya desde la materia prima hasta las
manos del cliente.
2. Que se disee el flujo desde su concepto hasta su
lanzamiento.
Valor agregado: son todas aquellas operaciones que transforman el
producto.
Valor no agregado: son todas aquellas operaciones donde la
materia prima no sufre alguna transformacin.
Ejemplo:
Cierto cliente efecta un pedido de 1000 productos, se desea saber
el ritmo de produccin, si se trabaja 8 horas al da.
1000 u/mes*1 mes/20 das*1 da /8 hr*1hr/60 min. = 0.10
unidades/min.
Si se tiene 200 productos en inventario el tiempo improductivo
que no genera valor ser:
200 u * 1 min. /0.1 u = 2000 min. = 4.25 das.
Diagrama de Lean Manufacturing
PUSH: empujar
PULL: jalar
Curso de Ingeniera de mtodos semestre I/2007
29
APUNTES DE CLASE INGENIERIA DE MTODOS
4.2.7 Diagramas de documentacin
Definiciones:
Son diagramas que nos permiten aplicar el estudio de
mtodos, mediante diagramas de registros, a procesos de
administracin.
El FPC de produccin esta aplicado bsicamente al producto y al
operario.
FPC de produccin f (producto, operario)
El FPC de administracin se aplica al documento o al trmite.
FPC de administracin f (documento, trmite)
Simbologa
La simbologa utilizada es la misma solo que se aade algunos
ms:
Curso de Ingeniera de mtodos semestre I/2007
30
APUNTES DE CLASE INGENIERIA DE MTODOS
4.3 PROBLEMAS DE DIAGRAMAS DE PROCESO
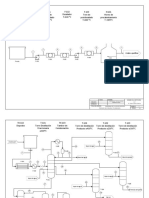
P-1. Con la siguiente informacin del proceso de produccin de
puertas de madera modelo XYZ elabore el cursograma sinptico y
analtico actual del material, diagrmelos considerando todos los
datos necesarios en los mismos.
Descarga de la madera (1.5 horas).
Despus de esta operacin se tiene un almacenamiento
previo por falta de personal (15 minutos).
Preclasificacin de la madera (3 horas).
Apilado (3 horas).
Demora por falla habitual de la cinta transportadora (20
minutos).
Transporte de la madera al horno de secado (5 metros, 40
minutos).
Secado de la madera (100 horas).
Transporte a la seccin de clasificado (15 metros, 40
minutos).
Clasificacin de la madera (1 hora y media).
Dimensionado de la madera (corte de la madera con
dimensiones especificas de la puerta), (9 horas).
Inspeccin de dimensiones (20 minutos).
Transporte a la seccin de ensamble (10 metros, 30
minutos).
Este modelo tiene partes de relleno especificas que otorgan
la caracterstica de la puerta, estas partes se deben cortar
con las dimensiones establecidas (45 minutos): entarugar
para permitir la unin a la base de la puerta (60 minutos):
finalmente lijarlas (50 minutos): posteriormente son
trasladadas a la seccin de ensamble (unin de partes de
relleno con la base de la puerta), (15 metros, horas).
Encolado partes y base de la puerta (2 horas).
Ensamble de partes y base (3 horas y media).
Prensado (1.5 horas).
Verificado de diseo (30 minutos).
Pulido final de la puerta (25 minutos).
Barnizado (1 hora).
Revisin final de manera de determinar posibles fallas (20
minutos).
Transporte al almacn de producto terminado (20 metros,
30 minutos).
Cursograma Sinptico (Puertas de Madera)
Curso de Ingeniera de mtodos semestre I/2007
31
APUNTES DE CLASE INGENIERIA DE MTODOS
Cursograma analtico (Puerta de Madera)
P-2. Una licitacin para proveer de desayuno escolar a un
determinado municipio le pide que provea de 1200 Kg de galletas
por semana, durante 1 ao escolar, es decir 40 semanas para lo
cual cuenta con la siguiente maquinaria operada por un solo
hombre
MEZCLADORA CORTADORA HORNO
ACTIVIDAD [min] ACTIVIDAD [min] ACTIVIDAD [min]
Carga 1 Carga 2 Carga 1
Mezcla 10 Cortado 4 Cocido 12
Descarga 2 Descarga 2 Descarga 1
Como solo existe un maestro panadero en la seccin galletera
para calcular el tiempo estndar ud. debe aadir 10% del ciclo
para tiempo suplementario.
El operario inicia el ciclo con la preparacin de ingredientes de la
receta en la mesa de preparacin, en lo que tarda 2 minutos,
terminada la preparacin lleva el preparado a la mezcladora
tardando medio minuto en llegar a la mezcladora, como la
mezcladora an esta terminando de mezclar la anterior carga, el
operario se dirige hacia el horno sacando la anterior carga y
cargando otra partida, volviendo luego a la mezcladora.
Considere tambin para fines de clculo que cada vez que el
operario se traslada de mquina en mquina tarda medio minuto.
Por cada ciclo se obtiene 5 kilogramos de galleta.
Antes de que el pas ingresara en un perodo de recesin la
empresa produca con dos mezcladoras, dos cortadoras y dos
hornos y por ende 2 operarios (todas las mquinas tienen la misma
capacidad), pero como la demanda bajo, y el segundo horno tuvo
un desperfecto, slo empez a producir con una mquina y un
operario en la seccin de galletera.
o Costo de reparacin del horno
Curso de Ingeniera de mtodos semestre I/2007
32
APUNTES DE CLASE INGENIERIA DE MTODOS
o Salario del operador 8Bs/hr
o Costo de operacin de maquinaria (tiempo productivo)
2 Bs/hr
o Costo de reparacin del horno 1500Bs/maq
Suponer que las condiciones de operacin solo permiten trabajar
un solo turno, pudiendo trabajarse hasta 5 horas extras por da. (5
das por semana)
a) Realizar el diagrama hombre mquina
b) Especificar los porcentajes de trabajo del hombre y de las
tres mquinas.
c) Determinar el costo de la licitacin.
Curso de Ingeniera de mtodos semestre I/2007
33
APUNTES DE CLASE INGENIERIA DE MTODOS
P-3. Custom Molds Inc. , fabrica partes de plstico sobre diseo
personalizado y produce conectores de plstico personalizados
para la industria electrnica.
Las partes de plstico requieren la fabricacin de un molde que
requiere entre 2 y 4 semanas, ingresando una cantidad diaria de
300 kg de materia prima A (1 molde = 0.06 Kg de materia prima
A). La primera operacin para la produccin de este molde es la
construccin del mismo (3 a 5 das) (en esta rea se produce un
porcentaje de de 25 % de merma de materia prima), una vez
terminado, el molde se enva al rea de prueba e inspeccin donde
se utiliza para producir un pequeo numero de partes de plstico
(150 u), empleando la materia prima B en algunas de las maquinas
de moldeo por inyeccin; si esas partes cumplen con las
especificacin de diseo el molde sigue su curso para ser limpiado
y pulido (El 20% de las partes de plstico de prueba son
defectuosas y estas piezas son desechadas).
El proceso de manufactura de las partes de plstico requiere de
reactivos y compuestos qumicos (materia prima B) que se
mezclan en seco y se funden para que tengan composicin
correcta y luego de la mezcla se humedece hasta adquirir la
consistencia adecuada 8llamada lechada, todo el mezclado se
realiza en un solo da ). Cuando esta lista la lechada se transfiere al
rea de moldeo por inyeccin a travs de una tubera colocada en
alto, y se deposita en tanques contenedores colocados junto a las
maquinas de inyeccin. Posteriormente se fijan los moldes (trados
de la operacin de limpieza y pulido) y se procede al moldeo por
inyeccin (capacidad de moldeado 5000 partes diarias un pedido
es moldeado en promedio en una semana, 1 parte de plstico=0.15
Kg de MP tipo B). Cuando el moldeo esta completo, se llevan las
partes a la operacin de corte y ajuste, donde son separadas y se
eliminan las rebabas (salientes o relieves) restantes, en esta rea se
tiene un 15% de merma de materia prima. Despus de ser
inspeccionadas son transferidas al rea de empaque y embarque
para ser enviadas al cliente.
Problemtica.- Custom Molds Inc. Empez a tener dificultades
con sus fechas de entrega. Los clientes se quejaban de que sus
pedidos de partes tardaban entre cuatro y cinco semanas en ser
atendidos, en lugar de las tres semanas convenidas y que esos
retrasos perturbaban sus programas cuando se poda prometer la
entrega de un pedido en particular. La razn eran los cuellos de
botella que se presentaban durante el proceso, pero no se poda
prever cuando o donde ocurran. Pareca que siempre pasaban de
una a otra operacin. Para complicar los problemas, recientemente
haban sido devueltos dos pedidos, porque contenan un nmero
excesivo de partes defectuosas.
A partir de la informacin del proceso y la problemtica planteada
se le solicita a ud. Como consultor de mejora de procesos:
a) Elaborar el cursograma sinptico del proceso
b) Calcular la capacidad y el ndice de materia prima por da de la
lnea de moldes con los datos proporcionados si:
a. 1 Kg de materia prima A = 30 $us (costo de fabrica)
b. 1 molde = 60 $us (costo de fabrica)
c) Identifique dentro de las siete categoras los desperdicios que
identifique el proceso.
SOLUCION:
a)
CURSOGRAMA SINOPTICO
Curso de Ingeniera de mtodos semestre I/2007
34
APUNTES DE CLASE INGENIERIA DE MTODOS
B) Calcular la productividad por dia de la linea de moldes si:
1 Kg MP =30 $us (costo de fabrica)
1 molde = 60 $us (costo de fabrica)
Para encontrar la cantidad de moldes elaborados, conocemos el
flujo diario que entra de materia prima entonces podemos
determinar el flujo de moldes hechos por da considerando las
mermas.
dia
moldes
Kg
molde
dia
Kg
Q
A
A
molde
3750
06 . 0
1
225
El valor monetario
dia
Bs
us
Bs
molde
us
dia
moldes
Q
molde
1813500
$ 1
06 . 8
$
60 3750
Para la Materia Prima
Curso de Ingeniera de mtodos semestre I/2007
35
APUNTES DE CLASE INGENIERIA DE MTODOS
dia
Bs
us
Bs
Kg
us
dia
Kg
Q
MP
72540
$ 1
06 . 8
$
30 300
La productividad de la Materia Prima es:
Por cada Bs invertido en Materia Prima se genera 25 Bs
c)
- Operaciones que absorben recursos que no generan valor
Partes de plstico defectuosos generadas durante la
prueba
Deposito de lechada de tanques contenedores
Fijan moldes trados de la operacin de limpieza y
pulido
Inspecciones
- Tardanza en el tiempo de entrega
Problemas con las fechas de entrega
- No dar lo que el cliente requiere
ltimos pedidos con excesivas partes defectuosas
- Inventarios intermedios
Demasiados moldes para la capacidad de partes
- Transporte innecesario de material y operarios
Llevar los moldes al rea de prueba
Transporte de moldes a corte y ajuste
Transporte de rea de empaque y embarque.
P-4. Una compaa de productos textiles, necesita que su
Ingeniero Industrial distribuya su produccin de la forma ms
recomendable, para ello le proporcionan a Ud. la siguiente
informacin:
La empresa cuenta con 8 meses de seleccin de materia prima
donde posee a 16 operadores realizando la labor, cada dos de ellos
concluye el proceso de seleccin o inspeccin en 7 minutos. De
cualquiera de las 8 mesas el proceso pasa por cuatro tipos de
lavado en mquinas tipo Leviathan cuyo proceso dura 3,5
minutos/lavadora. Posteriormente, el producto es trasladado a la
secadora de tnel donde permanece en ella por 16,0 minutos.
Mientras tanto los operadores que seleccionaban la materia prima
se dedican a inspeccionar las peinadoras y alimentar de presin
hidrulica la prensa. Al trmino del secado y posterior a una
inspeccin a la salida del tnel, el 80 % del material pasar a los
procesos de peinado y prensado con una duracin de 8 y 5 minutos
respectivamente, mientras que el otro 20 % es llevado a otra
secadora por aproximadamente 10 minutos para luego ser
destinado como producto secundario. Elaborar: A) El diagrama de
recorrido ptimo. B) El cursograma sinptico del proceso. C) El
cursograma Analtico propuesto del producto principal.
SOLUCIN.
Curso de Ingeniera de mtodos semestre I/2007
36
25
72540
1813500
MP
I
APUNTES DE CLASE INGENIERIA DE MTODOS
A)Diagrama de recorrido ptimo
Se debe seguir el camino donde acure el proceso principal por esa
causa se toma el camino donde continua el proceso y no as el otro
lado donde ocurre el secado del 20% de al materia prima
B.) Curs grama sinptica del proceso:
Curso de Ingeniera de mtodos semestre I/2007
37
APUNTES DE CLASE INGENIERIA DE MTODOS
C). Cursograma Analtico
CAPITULO V: ANALIZAR E IDEAR
5.1 LA TECNICA DEL INTERROGATORIO
La tcnica del interrogatorio nos ayuda a realizar un examen
critico del proceso en estudio o del problema, que desglosa, el
propsito, lugar, medios, sucesin y persona que intervienen
dentro del proceso.
Son preguntas que nos darn como respuesta soluciones como
eliminacin de operaciones o actividades, simplificacin o unin
de actividades.
Curso de Ingeniera de mtodos semestre I/2007
38
APUNTES DE CLASE INGENIERIA DE MTODOS
Se divide en:
PREGUNTAS PRIMARIAS PREGUNTAS SECUNDARIAS
PROPOSIT
O
Que se hace en esta actividad Que otra cosa podra hacerse
Porque se hace as Que otra cosa debera hacerse
LUGAR Donde se hace esa actividad Donde podra hacerse
Porque se hace en ese lugar Donde debera hacerse
MEDIOS Como se hace Como podra hacerse
Porque se hace de esa manera Como debera hacerse
SUCESION Cuando se hace Cuando podra hacerse
Porque se hace en ese momento Cuando debera hacerse
PERSONA Quien lo hace Quien podra hacerlo
Porque lo hace el Quien debera hacerlo
5.2 LOS 10 PRINCIPIOS DEL ANALISIS DE LA
OPERACIN
El anlisis de la operacin se realiza para entender el problema y
desglosarlo en partes mas pequeas o problemas pequeos a los
cuales les buscamos alcuotas de soluciones de las cuales la
sumatoria de estas soluciones darn la respuesta o solucin al
problema principal.
1. Finalidad de la operacin
Busca el porque de la operacin, que le hace importante. Analiza a
la operacin y su entorno para ver si es necesaria o no.
Las preguntas ms usuales son:
Es necesaria esta operacin
Puede eliminarse la operacin haciendo mejor la operacin
precedente
La operacin que se realiza logra los resultados esperados
2. Diseo de pieza
Para este principio nos interesa saber del diseo, si necesita
cambios, mejoras, etc. Este principio evalua y analiza la
repercusin del diseo de la pieza en el problema que debemos
solucionar.
Las preguntas mas usuales que debemos hacer son:
El diseo permite un ensamblaje mas barato
Cual es el diseo de utilizado por la competencia
El diseo es atractivo al cliente
Existe otro material para disear el producto
El diseo cumple las normas de calidad exigidas por los clientes
El diseo de la pieza optimiza el tiempo de ensamblado
(estandarizacin el producto)
3. Tolerancias y especificaciones
Debemos evaluar la calidad de nuestros productos y la del proceso
para ver como afectan estos en nuestro problema. Se puede
solucionar con la automatizacin.
Las preguntas mas usuales que debemos hacer son:
La tolerancia obedece los objetivos de la empresa
Es eficiente el proceso de control de calidad en el rea X
Nuestras tolerancias cumplen con las especificaciones del cliente
Existen tolerancias normadas
La tolerancia aumenta nuestros costos innecesariamente
Las tolerancias estn acordes a los requerimientos del cliente
4. Material
Curso de Ingeniera de mtodos semestre I/2007
39
APUNTES DE CLASE INGENIERIA DE MTODOS
Aqu nos interiorizamos en el material del producto y del envase.
Debemos analizar y evaluar el material del que esta elaborado el
producto y sus perifricos para enfocar lo a la bsqueda de
soluciones del problema principal.
Las preguntas ms usuales que debemos hacer son:
El material del producto es el mas econmico
La materia prima utilizada es la optima
Puedo estandarizar los materiales
El material es el de mayor calidad
La materia prima produce mucha merma
Los proveedores de materia prima son los que ofrecen menores
costos
5. Manufactura
Analiza nuestro proceso de produccin y lo compara con otros
procesos de produccin que ofrecen el mismo producto.
Las preguntas mas usuales que debemos hacer son:
Es posible realizar con ese mismo proceso de produccin otros
productos
Existen otras tecnologas para mejorar mi proceso de produccin
Es posible mejorar el orden de los procesos en el proceso de
produccin
Que grado de automatizacin tiene el proceso de produccin
6. Preparacin y herramental
Se debe ver y analizar los sistemas de adecuacin de calibracin y
preparacin de procesos adems d analizar se debe evaluar las
herramientas que se utilizan en el proceso de produccin.
Las preguntas mas usuales que debemos hacer son:
Las herramientas son adecuadas las herramientas se encuentran en
buen estado
Se puede realizar actividades de preparacin mientras se realiza la
produccin (SET-UP)
Se puede mejorar el tiempo de organizacin de la preparacin
Las herramientas estn al alcance de los obreros
7. Condiciones de trabajo
Con el fin de analizar y enfocar las condiciones en las que se
realiza el proceso y las actividades de los operadores.
Las preguntas mas usuales que debemos hacer son:
La ventilacin es la adecuada
Existe condiciones de temperatura adecuada
El control de ruido es el ptimo
8. Manejo de materiales
Es el anlisis de la forma en que se manipula el material en el
proceso de produccin. (Tipo de manipulacin)
Las preguntas mas usuales que debemos hacer son:
Existe una buena manipulacin de los materiales
La gravedad esta bien utilizada en los procesos de transporte de
productos y materiales
El transporte de materias primas nos produce mucho costo
Existe cantidad excedente en la administracin de los materiales
9. Distribucin del equipo en planta
Curso de Ingeniera de mtodos semestre I/2007
40
APUNTES DE CLASE INGENIERIA DE MTODOS
Realizamos un anlisis del LAY-OUT de la empresa y la
comparamos con otros LAY-OUTs y evaluamos su performance.
Las preguntas mas usuales que debemos hacer son:
Los procesos se cruzan entre si
La distribucin genera cuellos de botella
Dentro del rea de trabajo estn los equipos necesarios
Existe el espacio suficiente para el traslado de operaciones
10. Economa de movimientos
En esta parte se hace un anlisis de los movimientos de los
operadores en ciertas operaciones, buscando simplificar y eliminar
movimientos manuales
Las preguntas ms usuales que debemos hacer son:
Estn los equipos dentro del rea de trabajo
La sujecin de piezas se realiza con las manos
Se esta utilizando correctamente la mano izquierda y la mano
derecha.
5.3 DISTRIBUCION DE LAS CONDICIONES DE
TRABAJO EN PLANTA
5.3.1. Clasificacin de la distribucin en planta
Realiza un anlisis del LAY- OUT
1. Produccin en lnea
se evoca a empresas que organizan sus maquinas y equipos de
acuerdo al proceso de produccin, va enfocado al ordenamiento de
la planta en funcin al producto.
2. Clasificacin por rea o por funcin
Se colocan maquinas similares en un solo rea de trabajo, es decir
que la organizacin de la planta se hace por reas de similar
funcin.
3. Por componente principal fijo
En esta clasificacin las herramientas y maquinas van hacia el
producto y no en forma viceversa, el orden del LAY-OUT esta en
funcin del movimiento de las maquinas y herramientas.
4. Organizacin por grupos o celdas de trabajo
Se realiza una organizacin, del LAY-OUT, de acuerdo a grupos
que realizan productos, estos grupos se reparten la tarea en forma
equitativa entonces la organizacin se realiza en reas
independientes de trabajo.
5.3.2 Condiciones de trabajo
Analiza las condiciones en las que el operador realiza sus
actividades. Estas condiciones pueden ser:
Curso de Ingeniera de mtodos semestre I/2007
41
APUNTES DE CLASE INGENIERIA DE MTODOS
5.3.2.1 Temperatura
A 40C el operario se encuentra:
- Bajo rendimiento de trabajo y aumenta
la fatiga
- Deshidratacin
- Bajo bienestar
- Se incrementan los errores de
produccin, la cantidad
Producida rechazada se incrementa.
- Mayor probabilidad de accidentes
A 5 C el operario se encuentra:
- Entumecimiento del cuerpo
- Stress
- Poca movilidad por la cantidad de ropa
- Se incrementa la cantidad producida y el
rendimiento disminuye
Segn Woodson y Conover (Trabajar idealmente)
Manuales 17 22 C
Mentales 18 24 C
10 C Entumecimiento/Fatiga en las extremidades
Curso de Ingeniera de mtodos semestre I/2007
42
VIBRACION
ERGONOMIA
PROTECCION
VENTILACION
RUIDO
ILUMINACION
HUMEDAD
TEMPERATURA
POLUCION
ACIDEZ
PSICOLOGIA
DEL COLOR
TRATO
PERSONAL
DESORDEN
JB
M
APUNTES DE CLASE INGENIERIA DE MTODOS
18 C Optimo para la realizacin de trabajos
24 C Existir cierta fatiga
30 C Agilidad y rapidez mental , incremento de errores
50 C Una persona no resiste mas de una hora solo una
hora
70 C Es tolerable por una hora.
5.3.2.2 Ruido
1) Distraccin y no existe concentracin
2) Irritacin , Stress
3) Menor comunicacin personal
4) Mayor cantidad de accidentes
5) Trastornos psicolgicos
6) db intensidad de sonido
1 db se define como la variacin mas pequea que el odo puede
describir en la medicin del sonido.
0 db 120 db
Audicin Dolor
Escala Actividad Ejemplo
0
10
20
30
40
60
70
90
100 120
120
130
140
Umbral de sonido
Respiracin Normal
Tranquilidad total
Olas de lagos
Barrio residencial
Conversacin entre dos personas
Trafico desde un edificio
Maquinas cortadoras, aspiradoras
Discotecas
Avin a Hlice
Ametralladora
Avin a turbina
5.3.3 Iluminacin
El 80 % de la informacin entra por los ojos
Curso de Ingeniera de mtodos semestre I/2007
Db T (h) Permisible
90 o menos
93
99
102
8
4
1
1/2
43
APUNTES DE CLASE INGENIERIA DE MTODOS
- Se incrementa la fatiga visual
- Menor produccin
- Baja calidad
- Se incrementa los accidentes, tensin
- Iluminacin, brillo, contraste, sombras,
detalle optimo para el trabajo
LUX, unidad de iluminacin o intensidad de Luz.
Actividades LUX
Orientacin
Percibir grandes detalles
Detalles reducidos
Detalles reducidos, alta
precisin elevado
contraste
Detalles reducidos, alta
precisin , bajo contraste
60
120-250
500-700
1000-5000
5000
5.4. PRINCIPIOS DE LA ECONOMA DE MOVIMIENTOS.
A) Factor Humano.
Las dos manos a la vez.
Nunca deben estar inactivas las dos manos a la vez.
Tratar de que los movimientos de los brazos sean
simultneos y armnicos.
Los movimientos de las actividades deben caer en las clases
ms bajas del tipo de movimiento.
Debe aprovechar el impulso cuando favorece al operario.
Son preferibles los movimientos curvos.
Los movimientos libres deben primar en la actividad.
El ritmo de trabajo debe primar en las operaciones.
El trabajo visual debe estar comprendido dentro del rea
aceptable.
Clases de movimiento.
Clases Punto de Apoyo Parte del cuerpo en movimiento
1 Nudillos Dedos
2 Muecas Manos, dedos
3 Codo Antebrazo, manos y dedos
4 Hombro Brazo, antebrazo, manos y
dedos
5 Torso Torso, brazo, antebrazo,
manos y dedos
Curso de Ingeniera de mtodos semestre I/2007
44
APUNTES DE CLASE INGENIERIA DE MTODOS
B) Principios del lugar de trabajo.
Practicar las 5s.
Herramientas y materiales ms utilizados con fcil
accesibilidad.
Deben utilizarse abastecimientos apoyados en la gravedad.
Las herramientas y accesorios de trabajo deben situarse
dentro del rea de trabajo o en el peor de los casos en el rea
mxima de trabajo.
Deben preverse medios para que la luz artificial y solar
favorezcan al trabajador.
El color del rea de trabajo del rea de trabajo debe
contrastar con el color de los objetos de trabajo.
C) De las herramientas.
Debe tratarse de evitar que las manos se utilicen para
sostener.
Siempre que sea posible debe combinarse dos herramientas.
Siempre que cada dedo realice un trabajo se debe distribuir
la carga.
Los Josticks deben disearse de manera que sean sostenidos
por una mayor rea de la mano.
Las palancas o los volantes deben situarse en reas de
mnimo cambio en la posicin del operador.
Curso de Ingeniera de mtodos semestre I/2007
45
Вам также может понравиться
- El Factor Humano Empresa. Gestion Administracion Recursos Humanos-LIBROSVIRTUAL PDFДокумент125 страницEl Factor Humano Empresa. Gestion Administracion Recursos Humanos-LIBROSVIRTUAL PDFGJCF02Оценок пока нет
- Sistema de Gestion Integral de Erecolección de DesechosДокумент56 страницSistema de Gestion Integral de Erecolección de Desechosgiovanni_galanteОценок пока нет
- 1 Planificación A Corto Plazo MRPДокумент28 страниц1 Planificación A Corto Plazo MRPgatuzoОценок пока нет
- Manufactura flexible: Sistemas flexibles de manufactura (FMSДокумент10 страницManufactura flexible: Sistemas flexibles de manufactura (FMSDiego De Los SОценок пока нет
- Aprovechamiento Residuos Solidos Organicos PDFДокумент58 страницAprovechamiento Residuos Solidos Organicos PDFMatias BravoОценок пока нет
- Taller Especificación Producto TerminadoДокумент2 страницыTaller Especificación Producto TerminadogatuzoОценок пока нет
- Avicola SofiaДокумент11 страницAvicola Sofiagatuzo100% (1)
- DiagnosticoДокумент25 страницDiagnosticoSergio EstradaОценок пока нет
- 04cl-Planificacion y Programacion de Fabricas-100922Документ47 страниц04cl-Planificacion y Programacion de Fabricas-100922Nicolas VillarruelОценок пока нет
- Manual para La Identificación y Evaluación de Riesgos Laborales (v3.1.1)Документ207 страницManual para La Identificación y Evaluación de Riesgos Laborales (v3.1.1)Nohemy Fernandez Diaz100% (3)
- Capitulo 5Документ26 страницCapitulo 5gatuzoОценок пока нет
- SimulacionДокумент30 страницSimulaciongatuzoОценок пока нет
- 011 Redes ComputacionalesДокумент354 страницы011 Redes ComputacionalesSamiraОценок пока нет
- 011 Redes ComputacionalesДокумент354 страницы011 Redes ComputacionalesSamiraОценок пока нет
- 15 - Apunte HornosIndustrialesДокумент156 страниц15 - Apunte HornosIndustrialesnico_86080100% (1)
- Ing Indust001Документ37 страницIng Indust001gatuzoОценок пока нет
- Computadora Del CaribeДокумент3 страницыComputadora Del CaribeNicol AbreuОценок пока нет
- Lopez Guzman GUADALUPE M08s3ai5Документ6 страницLopez Guzman GUADALUPE M08s3ai5Osvaldo Lopez GuzmanОценок пока нет
- Tratamiento de Residuos PetrolizadosДокумент11 страницTratamiento de Residuos PetrolizadosKarenOviedoОценок пока нет
- PRÁCTICA 2 - PARTE II (13%) - Revisión Del IntentoДокумент5 страницPRÁCTICA 2 - PARTE II (13%) - Revisión Del IntentoVanesa CardonaОценок пока нет
- Diagrama de Refinación de PetroleoДокумент10 страницDiagrama de Refinación de PetroleoAndreyОценок пока нет
- Memoria PladecoДокумент279 страницMemoria PladecoBeto Sn MtnОценок пока нет
- Iluminacion BBДокумент54 страницыIluminacion BBBryan Reyes BazalarОценок пока нет
- Informe Tecnico Del ProyectoДокумент14 страницInforme Tecnico Del ProyectoarbesitoОценок пока нет
- FDR 20 PDFДокумент40 страницFDR 20 PDFPato PuruncajasОценок пока нет
- Proyecto BriquetaДокумент25 страницProyecto BriquetaMakarena Paz Fernanda Barría NavarroОценок пока нет
- Trabajo de La Norma 17025 InstrumentalДокумент9 страницTrabajo de La Norma 17025 InstrumentalGustavoОценок пока нет
- DiseñoДокумент3 страницыDiseño2aangelОценок пока нет
- Universidad Autónoma de Chiriquí Laboratorio#3Документ7 страницUniversidad Autónoma de Chiriquí Laboratorio#3HeidyNuñezОценок пока нет
- Procedimiento para Medir Indice de RefraccionДокумент96 страницProcedimiento para Medir Indice de RefraccionOrland ChableОценок пока нет
- José Luis Orihuela Colliva - El Narrador en Ficción InteractivaДокумент18 страницJosé Luis Orihuela Colliva - El Narrador en Ficción InteractivaMilagros Mata-GilОценок пока нет
- Tratamiento de agua por OI/NFДокумент90 страницTratamiento de agua por OI/NFGIANCARLOОценок пока нет
- Perdidas en Tuberias y ConectoresДокумент5 страницPerdidas en Tuberias y ConectoresJonathan JaimesОценок пока нет
- Plan izaje grúa móvilДокумент3 страницыPlan izaje grúa móvilWilber Gonzalez Jimenez100% (3)
- Tipografia Abstracción - Tipos GraficosДокумент48 страницTipografia Abstracción - Tipos GraficosJack HuamánОценок пока нет
- Guia para Secuencia DidacticaДокумент76 страницGuia para Secuencia DidacticaDrJaime R Rojas50% (2)
- Modelado y Control de Molinos de Caña de Azucar PDFДокумент171 страницаModelado y Control de Molinos de Caña de Azucar PDFIdiLab Emprendimiento100% (5)
- 2016 Procesos Silabo MC 216Документ5 страниц2016 Procesos Silabo MC 216Larry BerriosОценок пока нет
- Contenido Teóricodel Curso STAFДокумент397 страницContenido Teóricodel Curso STAFGustavo MesaОценок пока нет
- Modelos determinísticos vs estocásticosДокумент3 страницыModelos determinísticos vs estocásticosScarleth VillaverdeОценок пока нет
- Análisis fractográficoДокумент34 страницыAnálisis fractográficomaqueyraОценок пока нет
- Sistemas Dinamicos ComplejosДокумент48 страницSistemas Dinamicos ComplejosjazianОценок пока нет
- Proyecto de Creación de Un Campus Intergeneracional en La Universidad de CórdobaДокумент32 страницыProyecto de Creación de Un Campus Intergeneracional en La Universidad de Córdobarb3lagoaОценок пока нет
- Temario IДокумент23 страницыTemario IEliasHanccoDazaОценок пока нет
- Curricula Economía Unalm 2011Документ7 страницCurricula Economía Unalm 2011Consejo de Facultad Economía y Planificación UNALMОценок пока нет
- NIA 220 Calidad AuditoríaДокумент17 страницNIA 220 Calidad AuditoríaJaime Rodrigo Yebara CatoiraОценок пока нет