Вам также может понравиться
- Guion Modulo 1 Considerar Este..Документ8 страницGuion Modulo 1 Considerar Este..Andrea Saldivar PereaОценок пока нет
- Causas accidentes laborales y técnicas análisisДокумент1 страницаCausas accidentes laborales y técnicas análisisAndrea Saldivar PereaОценок пока нет
- Seguridad LaboralДокумент10 страницSeguridad Laboralrosa manriqueОценок пока нет
- Manejo Residuos MineríaДокумент6 страницManejo Residuos MineríaAndrea Saldivar PereaОценок пока нет
- Programa de InspecciónДокумент8 страницPrograma de InspecciónAndrea Saldivar PereaОценок пока нет
- Modulo 2Документ1 страницаModulo 2Andrea Saldivar PereaОценок пока нет
- Programa de InspecciónДокумент8 страницPrograma de InspecciónAndrea Saldivar PereaОценок пока нет
- Significado y Uso de Código de Señales y Colores..Документ55 страницSignificado y Uso de Código de Señales y Colores..Andrea Saldivar PereaОценок пока нет
- PlataДокумент2 страницыPlataAndrea Saldivar PereaОценок пока нет
- Modulo 2Документ1 страницаModulo 2Andrea Saldivar PereaОценок пока нет
- Exceso de ConfianzaДокумент1 страницаExceso de ConfianzaAndrea Saldivar PereaОценок пока нет
- Primeros AuxiliosДокумент23 страницыPrimeros AuxiliosAndrea Saldivar PereaОценок пока нет
- PIM Cl9e PIM Cl9coДокумент1 страницаPIM Cl9e PIM Cl9coAndrea Saldivar PereaОценок пока нет
- Modulo 1Документ1 страницаModulo 1Andrea Saldivar PereaОценок пока нет
- Modelo CausalidadДокумент1 страницаModelo CausalidadAndrea Saldivar PereaОценок пока нет
- ANEXO 01 Matriz de Id. Peligros, Aspectos y Eval. de Riesgos Ambientales v2Документ3 страницыANEXO 01 Matriz de Id. Peligros, Aspectos y Eval. de Riesgos Ambientales v2Andrea Saldivar PereaОценок пока нет
- IMPRIMIRДокумент1 страницаIMPRIMIRAndrea Saldivar PereaОценок пока нет
- Verde Amarillo Gota Bombilla Coche Sol Rama Cambio Climático InfografíaДокумент2 страницыVerde Amarillo Gota Bombilla Coche Sol Rama Cambio Climático InfografíaAndrea Saldivar PereaОценок пока нет
- IMPRIMIRДокумент1 страницаIMPRIMIRAndrea Saldivar PereaОценок пока нет
- Ganaderia Lechera 2017 PDFДокумент84 страницыGanaderia Lechera 2017 PDFAndrea Saldivar PereaОценок пока нет
- Heridasolga 091123124815 Phpapp02Документ33 страницыHeridasolga 091123124815 Phpapp02jcarloscotuaОценок пока нет
- Verde Amarillo Gota Bombilla Coche Sol Rama Cambio Climático InfografíaДокумент2 страницыVerde Amarillo Gota Bombilla Coche Sol Rama Cambio Climático InfografíaAndrea Saldivar PereaОценок пока нет
- Promesas BíblicasДокумент18 страницPromesas BíblicasEl vieneОценок пока нет
- Ejerciocios Ley de Ohm para PrevencionistsДокумент2 страницыEjerciocios Ley de Ohm para PrevencionistsAndrea Saldivar PereaОценок пока нет
- Capitulo 2Документ56 страницCapitulo 2Andrea Saldivar PereaОценок пока нет
- Proteccion de GeneradoresДокумент15 страницProteccion de GeneradoresAndrea Saldivar PereaОценок пока нет
- Tuberias y Sistemas de UnionДокумент94 страницыTuberias y Sistemas de UnionGonzalo San Martin LeonОценок пока нет
- CODIGO ASME, Sección IX - 2019, en EspañolДокумент231 страницаCODIGO ASME, Sección IX - 2019, en EspañolLUIS ENRIQUE HERNANDEZ FLORES100% (12)
- Manual de Soldadura HTMДокумент6 страницManual de Soldadura HTMhugoОценок пока нет
- Separata de Soldadura 2015Документ68 страницSeparata de Soldadura 2015cutipa_marОценок пока нет
- Sede - Ramallo - Elementos de Máquinas Programa 2016 MarcángeloДокумент13 страницSede - Ramallo - Elementos de Máquinas Programa 2016 MarcángeloJuan Manuel GelminiОценок пока нет
- Trabajo de Soldadura de MantenimientoДокумент12 страницTrabajo de Soldadura de MantenimientoCarla Gonzales EstradaОценок пока нет
- Pr-Ac-13 Inspeccion VisualДокумент8 страницPr-Ac-13 Inspeccion VisualjoseОценок пока нет
- PASITO 3 MergedДокумент9 страницPASITO 3 MergedCaroline Tamara Garcia RamirezОценок пока нет
- Laminas y Perfiles Utilizados para CarroceriaДокумент46 страницLaminas y Perfiles Utilizados para CarroceriaLuisAlbertoChaparroОценок пока нет
- Especificación de Soldsadura P1 Grupos 1 y 2Документ17 страницEspecificación de Soldsadura P1 Grupos 1 y 2Keissy San MartínОценок пока нет
- Ensayo de soldadura por arco eléctrico y sus fundamentos teóricosДокумент9 страницEnsayo de soldadura por arco eléctrico y sus fundamentos teóricosDanielОценок пока нет
- Estructuras 5Документ130 страницEstructuras 5JuanОценок пока нет
- Fuente de poder Lincoln DC-1000 para procesos SAW, FCAW, MIG y aire carbónДокумент2 страницыFuente de poder Lincoln DC-1000 para procesos SAW, FCAW, MIG y aire carbónIvon HerreraОценок пока нет
- Cat 2013Документ110 страницCat 2013Dorcas Su Mejor ImagenОценок пока нет
- Proyecto de Mejora Bajo Nivel SmawДокумент49 страницProyecto de Mejora Bajo Nivel SmawAnthony Joel Gutierrez Quispe100% (2)
- ATS SoldadorДокумент3 страницыATS SoldadorAlvaro TorresОценок пока нет
- Manual de Soldadura MIG/MAGДокумент35 страницManual de Soldadura MIG/MAGAquiles Taipe Pérez100% (1)
- Electrodos para Soldadura ClasificacionДокумент24 страницыElectrodos para Soldadura ClasificacionramonОценок пока нет
- Seguridad en soldadura: principales riesgosДокумент35 страницSeguridad en soldadura: principales riesgosRoger Joel PaxОценок пока нет
- Tipos de SoldaduraДокумент13 страницTipos de SoldaduraLuis YauriОценок пока нет
- 8 1 Oerlikon para Aceros Al Carbono y de Baja AleacionДокумент8 страниц8 1 Oerlikon para Aceros Al Carbono y de Baja AleacionKatherine Dilas Edward CarhuaninaОценок пока нет
- Codigos Normas y EspecificacionesДокумент22 страницыCodigos Normas y EspecificacionesLoriGalbanusОценок пока нет
- El Aluminio Como Material Productivo en El Interaprendizaje en El Colegio Fiscal Tecnico Carlos Zevallos PDFДокумент93 страницыEl Aluminio Como Material Productivo en El Interaprendizaje en El Colegio Fiscal Tecnico Carlos Zevallos PDFXimena ChumaceroОценок пока нет
- Alzira Modulo3 UD10 UnionesSoldadasДокумент75 страницAlzira Modulo3 UD10 UnionesSoldadasfrioycalor100% (1)
- Alambre Tig INDURAДокумент12 страницAlambre Tig INDURASergio Gonzalez GuzmanОценок пока нет
- Procedimiento Oxicorte y SoldaduraДокумент4 страницыProcedimiento Oxicorte y SoldaduraHenry OlateОценок пока нет
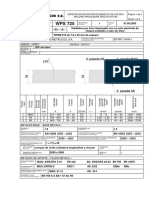
- WPS 725 Rev 1Документ2 страницыWPS 725 Rev 1Juan Blesa HigueraОценок пока нет
- Codigos y Normas de SoldaduraДокумент10 страницCodigos y Normas de SoldaduraCarlos GuzmanОценок пока нет
- LABORATORIO 2 TermoДокумент4 страницыLABORATORIO 2 TermoJHON JAIRO VERA PILAОценок пока нет
- Codigos EstandaresДокумент15 страницCodigos EstandaresEvilson Gómez Marín100% (1)