Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Professional Vocal Recording Booth Plans - MurrantДокумент77 страницProfessional Vocal Recording Booth Plans - MurrantDRACC100% (1)
- 3 Process Selection and DesignДокумент29 страниц3 Process Selection and DesignPALLAVI BHISEОценок пока нет
- GM Autocad PDFДокумент12 страницGM Autocad PDFsantiago vallejoОценок пока нет
- BUILDING Vikram Report3Документ31 страницаBUILDING Vikram Report3Kalyan Reddy Anugu100% (1)
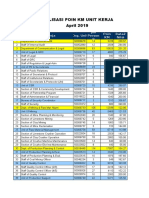
- Realisasi Poin KM April 2019 - LaporanДокумент8 страницRealisasi Poin KM April 2019 - LaporanStanislaus RizalОценок пока нет
- Chapter 5 Shear, Bond and TorsionДокумент82 страницыChapter 5 Shear, Bond and TorsiondavidОценок пока нет
- Lightweight Aggregates For Structural ConcreteДокумент3 страницыLightweight Aggregates For Structural ConcreteKaterin HernandezОценок пока нет
- Design of Main Bridge of Second Penang Bridge in Malaysia: Hou Man, Liu Bo, Peng Yun Dong, Chang Chung ManДокумент8 страницDesign of Main Bridge of Second Penang Bridge in Malaysia: Hou Man, Liu Bo, Peng Yun Dong, Chang Chung ManMC LeongОценок пока нет
- OPC-53 TC KDP For 6th Week 2020 (7 Days) PDFДокумент1 страницаOPC-53 TC KDP For 6th Week 2020 (7 Days) PDFSahul Ahameed100% (1)
- Aplast Rp2640: Retarding Water Reducing AdmixtureДокумент4 страницыAplast Rp2640: Retarding Water Reducing Admixturemazen jamalОценок пока нет
- Task 2A: Logistics and Operations ManagementДокумент6 страницTask 2A: Logistics and Operations ManagementAnamaria L. PenafloridaОценок пока нет
- Concrete Cube TestДокумент6 страницConcrete Cube TestMd. Mynul HossainОценок пока нет
- Construction Technology Methods - CE3221 PDFДокумент8 страницConstruction Technology Methods - CE3221 PDFramОценок пока нет
- BS 1387 PDFДокумент3 страницыBS 1387 PDFAngga KurniawanОценок пока нет
- 3.15 Road & PavingsДокумент11 страниц3.15 Road & PavingsRizalFaizОценок пока нет
- Ikea 160717063354Документ12 страницIkea 160717063354Nadya Damayanty UtamiОценок пока нет
- Building Material - Sound InsulationДокумент30 страницBuilding Material - Sound InsulationSaurav Shrestha100% (1)
- Pipe Culvert: by Ch. VenkataramaiahДокумент12 страницPipe Culvert: by Ch. VenkataramaiahveevimalОценок пока нет
- Jaden Lim Kai Jie InterimДокумент32 страницыJaden Lim Kai Jie Interimapi-518329636Оценок пока нет
- Dokaflex TableДокумент24 страницыDokaflex Tabledsuresh_ch20029057Оценок пока нет
- Ea 0096Документ1 страницаEa 0096fereetОценок пока нет
- Structural ConceptsДокумент29 страницStructural ConceptsAnonymous EuRq8DWuT100% (1)
- Spares Price List UnoxДокумент82 страницыSpares Price List UnoxNeo Nov50% (2)
- Uae Contractors' Association Members List: Company Name Tel. No. Fax. No. P.O.Box Emirate WebsiteДокумент16 страницUae Contractors' Association Members List: Company Name Tel. No. Fax. No. P.O.Box Emirate WebsiteModular Design TeamОценок пока нет
- Deck Slab Design With ExampleДокумент11 страницDeck Slab Design With ExampleKate CastroОценок пока нет
- BE BE 8 Sem Reg: Got Your Exam Results?Документ1 страницаBE BE 8 Sem Reg: Got Your Exam Results?babubhai23Оценок пока нет
- Howrah BridgeДокумент23 страницыHowrah BridgeMOHIT KUMAR100% (2)
- 125 Y16 02-150 2x5 Y10 07-250 BF. 2x5 Y10 08-250 BF. 3 Y20 03 3 Y20 04 3-Y2003Документ1 страница125 Y16 02-150 2x5 Y10 07-250 BF. 2x5 Y10 08-250 BF. 3 Y20 03 3 Y20 04 3-Y2003Oseni MomoduОценок пока нет
- Target Peserta Sosialisasi MandiriДокумент112 страницTarget Peserta Sosialisasi MandiriMuhsan SetiyonoОценок пока нет
- ICC Master Special InspectorДокумент2 страницыICC Master Special Inspectorapi-77397092Оценок пока нет