Вам также может понравиться
- Care of Belting Rev 01Документ10 страницCare of Belting Rev 01jonodo89Оценок пока нет
- Truco Belting CareДокумент5 страницTruco Belting Carejonodo89Оценок пока нет
- E 45 GP 005 - Installation of Belts On ConveyorsДокумент11 страницE 45 GP 005 - Installation of Belts On Conveyorsthiru_jsrОценок пока нет
- Conveyor Belt: Installation, Maintenance & Troubleshooting GuideДокумент5 страницConveyor Belt: Installation, Maintenance & Troubleshooting GuideGuru Raja Ragavendran Nagarajan100% (1)
- Richards Bay Minerals: General RBM ProcedureДокумент7 страницRichards Bay Minerals: General RBM ProcedureHuzaifa KtkОценок пока нет
- Conveyor Belt Commissioning ProcedureДокумент7 страницConveyor Belt Commissioning Procedurevvijaybhan100% (6)
- Introduction To Belt ConveyorsДокумент35 страницIntroduction To Belt ConveyorsashokjeetprasadОценок пока нет
- Conveyor Belt Maintenance Manual 2010 PDFДокумент46 страницConveyor Belt Maintenance Manual 2010 PDFkhuong_uno100% (3)
- Fabric Conveyor Belts Installation and Maintenance GuideДокумент16 страницFabric Conveyor Belts Installation and Maintenance Guidejonodo89100% (2)
- Training Conveyor Belts to Run StraightДокумент4 страницыTraining Conveyor Belts to Run StraightAk AbdulwahabОценок пока нет
- Bucket Elevator Chain InstallationДокумент27 страницBucket Elevator Chain Installationm s sankar raoОценок пока нет
- EOTcrane SafetyДокумент54 страницыEOTcrane SafetyRafique AjmeriОценок пока нет
- Synthetic Web Sling GuideДокумент5 страницSynthetic Web Sling Guidesapi_buntekОценок пока нет
- Idler Service Manual 2016-08-31Документ8 страницIdler Service Manual 2016-08-31Sergio Rodrigo Miranda GuajardoОценок пока нет
- Stacker & Re-ClaimerДокумент16 страницStacker & Re-Claimerhendra93Оценок пока нет
- Do's & Don't - Belt ConveyorДокумент3 страницыDo's & Don't - Belt ConveyorHimanshu AgarwalОценок пока нет
- Basic Technical Winch InformationДокумент7 страницBasic Technical Winch InformationMarcos GonzalezОценок пока нет
- ConveyorДокумент14 страницConveyorchenkok_90Оценок пока нет
- Instructions For The Safe Use Of: Wire Rope SlingsДокумент2 страницыInstructions For The Safe Use Of: Wire Rope SlingsStuartWilliamGlennieОценок пока нет
- Information For Safe Use and Maintenance of Flat Polyester Webbing SlingДокумент4 страницыInformation For Safe Use and Maintenance of Flat Polyester Webbing Slingramy abazaОценок пока нет
- HW Installation Maintenance Troubleshooting Guide en PDFДокумент48 страницHW Installation Maintenance Troubleshooting Guide en PDFlukky prasetyoОценок пока нет
- Chain Slings Inspection Best PracticeДокумент11 страницChain Slings Inspection Best PracticeMohana RangeshОценок пока нет
- Belt & Bucket Elevator: Installation, Maintenance & Spare Parts ManualДокумент13 страницBelt & Bucket Elevator: Installation, Maintenance & Spare Parts ManualratheeshОценок пока нет
- Everything You Need to Know About Belt ConveyorsДокумент19 страницEverything You Need to Know About Belt ConveyorsPrashant Kumar mishraОценок пока нет
- UntitledДокумент4 страницыUntitledJUANОценок пока нет
- SC-19 Safety Code On Operation and Maintenance of Conveyor BeltsДокумент10 страницSC-19 Safety Code On Operation and Maintenance of Conveyor Beltsdcsk84Оценок пока нет
- Conveyor Belt Tracking ProceduresДокумент7 страницConveyor Belt Tracking ProceduresZoebair0% (1)
- Instructions For The Safe Use Of: Travelling Girder TrolleysДокумент2 страницыInstructions For The Safe Use Of: Travelling Girder TrolleysMuhammad Umair RasheedОценок пока нет
- UntitledДокумент4 страницыUntitledJUANОценок пока нет
- Crane, Rigging & LiftingДокумент100 страницCrane, Rigging & LiftingMarlon Arq100% (13)
- Operation Maintenance Manual PDFДокумент28 страницOperation Maintenance Manual PDFbulentbulutОценок пока нет
- Chain Pulley Block Safety GuideДокумент7 страницChain Pulley Block Safety GuideRajanbabu100% (3)
- Conveyor Belt Splicing GuideДокумент13 страницConveyor Belt Splicing Guidemrkadu_61Оценок пока нет
- Sling SafetyДокумент16 страницSling SafetyanjireddyОценок пока нет
- Belt Tracking GuideДокумент13 страницBelt Tracking GuideWinston NoelОценок пока нет
- Operation Manual &: Motorized TrolleyДокумент44 страницыOperation Manual &: Motorized TrolleymigueljesusmОценок пока нет
- Ketten Wulf General Installation and Maintenance InstructionДокумент13 страницKetten Wulf General Installation and Maintenance InstructionrefeiОценок пока нет
- Web Slings-Cintas CERTEXДокумент34 страницыWeb Slings-Cintas CERTEXleonardo_barros_48Оценок пока нет
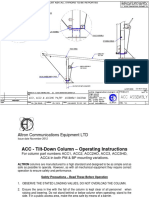
- 30ft 9.25m Hi-Mod 100% Carbon Fibre (3K Weave) Telescopic Mast and Tripod User Guide - 06 - 2021Документ7 страниц30ft 9.25m Hi-Mod 100% Carbon Fibre (3K Weave) Telescopic Mast and Tripod User Guide - 06 - 2021강경훈Оценок пока нет
- Instructions For The Safe Use Of: EyeboltsДокумент2 страницыInstructions For The Safe Use Of: Eyeboltsdsn_sarmaОценок пока нет
- Long Belt Conveyor Operation Manual: I. FunctionДокумент6 страницLong Belt Conveyor Operation Manual: I. FunctionkhaiphuongОценок пока нет
- KATRADIS VEP SA User's Manual Wire Ropes InstallationДокумент17 страницKATRADIS VEP SA User's Manual Wire Ropes InstallationseawizeОценок пока нет
- Crane Training Handbook With GPR 8719.1B UpdateДокумент558 страницCrane Training Handbook With GPR 8719.1B Updatemhd abdou100% (3)
- CB How To Use CB ProperlyДокумент25 страницCB How To Use CB ProperlyBraydi VeraОценок пока нет
- Winch Safety TrainingДокумент27 страницWinch Safety Trainingaymenmoataz100% (1)
- Application Guidelines: RF Belt Scale Application ManualДокумент9 страницApplication Guidelines: RF Belt Scale Application ManualBerada Otomasyon100% (1)
- Conveyor Belt Storage and InstallationДокумент4 страницыConveyor Belt Storage and Installationjonodo89Оценок пока нет
- Belt Alignment EbookДокумент17 страницBelt Alignment EbookDiego MonteОценок пока нет
- Correct Usage Instructions For Lifting EquipmentДокумент6 страницCorrect Usage Instructions For Lifting Equipmentmiraç burak navruzОценок пока нет
- Tabla Tension Correas GatesДокумент4 страницыTabla Tension Correas Gatesvibrador0% (1)
- Instruction Set Draft Final Axb1046Документ7 страницInstruction Set Draft Final Axb1046api-326132757Оценок пока нет
- Operation and Maintanance of Conveyor Belt Final 04-10-16Документ11 страницOperation and Maintanance of Conveyor Belt Final 04-10-16Guru Raja Ragavendran NagarajanОценок пока нет
- Conveyor Belt Alignment TroubleshootingДокумент1 страницаConveyor Belt Alignment TroubleshootingBosko Ginz JadibataОценок пока нет
- CMCO Catalog - Cosmo Petra - Safe Lifting Solutions - Textile Lifting SlingsДокумент58 страницCMCO Catalog - Cosmo Petra - Safe Lifting Solutions - Textile Lifting SlingsSafe Lifting SolutionsОценок пока нет
- 6-Safety in DrillingДокумент31 страница6-Safety in DrillingrahulОценок пока нет
- L100 (0a)Документ1 страницаL100 (0a)jonodo89Оценок пока нет
- ENG ECI ELC SPC 004 Electrical InstallationДокумент68 страницENG ECI ELC SPC 004 Electrical Installationjonodo89Оценок пока нет
- Fire Protection Standard For Vehicles and Moving MachineryДокумент39 страницFire Protection Standard For Vehicles and Moving Machineryjonodo89100% (1)
- Surface Preparation and Paint SpecificationДокумент63 страницыSurface Preparation and Paint Specificationjonodo89Оценок пока нет
- EXX-EME-STD-0008 - Wear Liners For Plate Work and ChutesДокумент22 страницыEXX-EME-STD-0008 - Wear Liners For Plate Work and Chutesjonodo89100% (1)
- Fire Protection Standard For Use of Plastic PipesДокумент6 страницFire Protection Standard For Use of Plastic Pipesjonodo89Оценок пока нет
- Fire Protection Standard For Electrical Equipment and InstallationsДокумент27 страницFire Protection Standard For Electrical Equipment and Installationsjonodo89100% (1)
- Generic Geared ReducersДокумент12 страницGeneric Geared Reducersjonodo89Оценок пока нет
- Cable Racking Oline Catalogue - 2011 Pages 84 86Документ3 страницыCable Racking Oline Catalogue - 2011 Pages 84 86jonodo89Оценок пока нет
- Static Shaft Pulleys With Internal BearingsДокумент14 страницStatic Shaft Pulleys With Internal Bearingsjonodo89100% (1)
- Sole PlatesДокумент12 страницSole Platesjonodo89Оценок пока нет
- K0001 A430 M SPC 0011 Rev02 Metallic Wear LiningДокумент15 страницK0001 A430 M SPC 0011 Rev02 Metallic Wear Liningjonodo89Оценок пока нет
- Conveyor Belt Protection SystemsДокумент12 страницConveyor Belt Protection Systemsjonodo89Оценок пока нет
- The Design of Troughed Belt ConveyorsДокумент44 страницыThe Design of Troughed Belt Conveyorsjonodo89Оценок пока нет
- K0001 A430 M SPC 0011 Rev02 Metallic Wear LiningДокумент15 страницK0001 A430 M SPC 0011 Rev02 Metallic Wear Liningjonodo89Оценок пока нет
- SolidwovendatasheetДокумент1 страницаSolidwovendatasheetjonodo89Оценок пока нет
- Belt Conveyor Idlers and RollsДокумент14 страницBelt Conveyor Idlers and Rollsjonodo89Оценок пока нет
- Mechanical StandardsДокумент10 страницMechanical Standardsjonodo890% (1)
- 2RVRETURNS25Документ1 страница2RVRETURNS25jonodo89Оценок пока нет
- Conveyor Equipment SpecificationДокумент20 страницConveyor Equipment Specificationjonodo89Оценок пока нет
- Screw Take UpsДокумент7 страницScrew Take Upsjonodo89Оценок пока нет
- Equipment SafeguardingДокумент40 страницEquipment Safeguardingjonodo89Оценок пока нет
- Single ClampДокумент1 страницаSingle Clampjonodo89Оценок пока нет
- 2RVRETURNS25Документ1 страница2RVRETURNS25jonodo89Оценок пока нет
- AATC000859 - AATC Design Criteria and Guidelines For Surface Infrastructure - Mechanical & StructuralДокумент68 страницAATC000859 - AATC Design Criteria and Guidelines For Surface Infrastructure - Mechanical & Structuraljonodo89Оценок пока нет
- BB Design ReportДокумент79 страницBB Design Reportjonodo89Оценок пока нет
- M&T Risk & AssuranceДокумент39 страницM&T Risk & Assurancejonodo89Оценок пока нет
- Aa Spec 114005Документ45 страницAa Spec 114005jonodo8950% (2)
- New Doc 2018-04-24Документ6 страницNew Doc 2018-04-24jonodo89Оценок пока нет
- New Doc 2018-04-24Документ6 страницNew Doc 2018-04-24jonodo89Оценок пока нет