Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Variable Resistor Has Been AdjustedДокумент3 страницыThe Variable Resistor Has Been AdjustedPank O RamaОценок пока нет
- Milviz F-15e Poh V 2Документ499 страницMilviz F-15e Poh V 2Jose Ramon Martinez GutierrezОценок пока нет
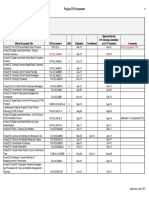
- Approved Project 25 StandardsДокумент5 страницApproved Project 25 StandardsepidavriosОценок пока нет
- Marvell 88F37xx Product Brief 20160830Документ2 страницыMarvell 88F37xx Product Brief 20160830Sassy FiverОценок пока нет
- Fret Position Calculator - StewmacДокумент1 страницаFret Position Calculator - StewmacJuan Pablo Sepulveda SierraОценок пока нет
- GLP BmsДокумент18 страницGLP BmsDr.Subhashish TripathyОценок пока нет
- ChipmunkДокумент19 страницChipmunkema.nemec13Оценок пока нет
- Ge Fairchild Brochure PDFДокумент2 страницыGe Fairchild Brochure PDFDharmesh patelОценок пока нет
- JHS 182Документ137 страницJHS 182harbhajan singhОценок пока нет
- SP 73Документ105 страницSP 73Rodrigo Vilanova100% (3)
- Method Statement For Cable Trays & Cable Ladders InstallationДокумент7 страницMethod Statement For Cable Trays & Cable Ladders InstallationJamal Budeiri0% (1)
- Binet Kamat Test For General Mental AbilitiesДокумент54 страницыBinet Kamat Test For General Mental AbilitiesSana Siddiq100% (14)
- Vallarpadam Terminal ChallengesДокумент3 страницыVallarpadam Terminal Challengespriya rajeev100% (1)
- Sketchup-Rhino Cheat SheetДокумент1 страницаSketchup-Rhino Cheat Sheetxanext7Оценок пока нет
- Killer Kohler Part I IДокумент17 страницKiller Kohler Part I Irusyn100% (1)
- Multiple Choice Enzymes Plant and Animal NutritionДокумент44 страницыMultiple Choice Enzymes Plant and Animal Nutritionliufanjing07Оценок пока нет
- Superposition and Statically Indetermina - GDLCДокумент25 страницSuperposition and Statically Indetermina - GDLCAnonymous frFFmeОценок пока нет
- Tesla Magazine Vol4Документ48 страницTesla Magazine Vol4jonathan100% (1)
- Manual Nice9000v A04Документ151 страницаManual Nice9000v A04hoang tamОценок пока нет
- History of Flash Part - 2Документ7 страницHistory of Flash Part - 2YOGESHWER NATH SINGHОценок пока нет
- 9701 w09 QP 21Документ12 страниц9701 w09 QP 21Hubbak KhanОценок пока нет
- Comparison of 3 Tests To Detect Acaricide ResistanДокумент4 страницыComparison of 3 Tests To Detect Acaricide ResistanMarvelous SungiraiОценок пока нет
- American University of BeirutДокумент21 страницаAmerican University of BeirutWomens Program AssosciationОценок пока нет
- 20160323014547-16MnCr5 - 16MnCrS5Документ1 страница20160323014547-16MnCr5 - 16MnCrS5Chaitanya DattaОценок пока нет
- Chapter 1 (PLC)Документ9 страницChapter 1 (PLC)Kibria PrangonОценок пока нет
- Natural Disasters Vocabulary Exercises Fun Activities Games Icebreakers Oneonone Activiti 42747Документ2 страницыNatural Disasters Vocabulary Exercises Fun Activities Games Icebreakers Oneonone Activiti 42747Andrea Tercero VillarroelОценок пока нет
- Hurricanes Grade5Документ3 страницыHurricanes Grade5Anonymous m3yrUPОценок пока нет
- Shell Gadus: Designed To Do More. Just Like Our Greases - Shell GadusДокумент2 страницыShell Gadus: Designed To Do More. Just Like Our Greases - Shell Gadusperi irawanОценок пока нет
- Bio (RocessДокумент14 страницBio (RocessVijay SansanwalОценок пока нет