Вам также может понравиться
- Grinding Media For Lumwana Copper Mine in ZambiaДокумент8 страницGrinding Media For Lumwana Copper Mine in ZambiaRamoutar (Ken) SeecharranОценок пока нет
- Chris - Rule - Stirred Milling in The PGM IndustryДокумент59 страницChris - Rule - Stirred Milling in The PGM IndustryJakesОценок пока нет
- The Selection and Design of Mill LinersДокумент11 страницThe Selection and Design of Mill Linersluis martinezОценок пока нет
- 8 - XCC Hammers UKДокумент2 страницы8 - XCC Hammers UKSampreeth TekkadОценок пока нет
- Bond, F.C. - 1958 - Grinding Ball Size Selection PDFДокумент4 страницыBond, F.C. - 1958 - Grinding Ball Size Selection PDFvpgLion100% (1)
- Methodologies For The Evaluation of Grinding Media Consumption Rates at Full Plant ScaleДокумент11 страницMethodologies For The Evaluation of Grinding Media Consumption Rates at Full Plant ScaleW ZuoОценок пока нет
- HoromillДокумент17 страницHoromillVijay BhanОценок пока нет
- Ball Mill Audit and OptimizationДокумент82 страницыBall Mill Audit and Optimizationanrulo100% (4)
- Sintercast Vs HardfacingДокумент21 страницаSintercast Vs Hardfacinganrulo75% (4)
- Clinker Grinding EfficiencyДокумент23 страницыClinker Grinding EfficiencyTin NguyenОценок пока нет
- Hardenability of High CR White Cast IronДокумент4 страницыHardenability of High CR White Cast IronanruloОценок пока нет
- Catálogo Ekabel 2014Документ412 страницCatálogo Ekabel 2014Jose Alirio100% (2)
- RaiBlocks Whitepaper EnglishДокумент8 страницRaiBlocks Whitepaper EnglishKenji J.Оценок пока нет
- Payroll Audit Program FinalДокумент39 страницPayroll Audit Program FinalPushkar Deodhar100% (1)
- The Application of High Chrome Grinding Media at MMG Century Mine For Improved Grinding Media Consumption and Metallurgy PerformanceДокумент15 страницThe Application of High Chrome Grinding Media at MMG Century Mine For Improved Grinding Media Consumption and Metallurgy PerformanceYaser Mohamed Abas100% (1)
- Proposal For The Use of Scaw's Mill Balls in Zambia and DR CongoДокумент16 страницProposal For The Use of Scaw's Mill Balls in Zambia and DR CongoRamoutar (Ken) SeecharranОценок пока нет
- 4 MPДокумент33 страницы4 MPSyed Shahzaib ShahОценок пока нет
- Wear Rate Calculator MonoДокумент2 страницыWear Rate Calculator MonoBùi Hắc HảiОценок пока нет
- RowlandДокумент5 страницRowlandzicoОценок пока нет
- Ball Mill OperatingДокумент14 страницBall Mill OperatingCao Ngoc AnhОценок пока нет
- Ball Mill Grinding MediaДокумент47 страницBall Mill Grinding Mediamahreza189100% (3)
- AIA Engineering (AIAENG) : Eyeing No.1 PositionДокумент34 страницыAIA Engineering (AIAENG) : Eyeing No.1 PositionakshayОценок пока нет
- Optimized Sponge Iron Making ProcessДокумент10 страницOptimized Sponge Iron Making Processawneet_semc100% (1)
- Murex Filler Metal Selection GuideДокумент44 страницыMurex Filler Metal Selection GuideJUAN VASCOОценок пока нет
- Grinding The Primary ConditionerДокумент18 страницGrinding The Primary ConditionerAkshay Pookat RammohanОценок пока нет
- Ball MillsДокумент13 страницBall MillsRodrigo GarcíaОценок пока нет
- Improvements in The Operation and Control of SAG Mills in PT Amman Mineral's Batu Hijau Operation Using Mill Load Soft SensorДокумент17 страницImprovements in The Operation and Control of SAG Mills in PT Amman Mineral's Batu Hijau Operation Using Mill Load Soft SensorFernandoОценок пока нет
- (2004) Design and Operation of Vertimill For Secondary GrindingДокумент12 страниц(2004) Design and Operation of Vertimill For Secondary GrindingLuis Miguel La TorreОценок пока нет
- Shaking Table ConcentratorДокумент2 страницыShaking Table ConcentratorMgn SanОценок пока нет
- Comminution PDFДокумент10 страницComminution PDFKhana Rizki MaulanaОценок пока нет
- Recovery of Gold Using Gravity Concentration The Hemlo ExperienceДокумент14 страницRecovery of Gold Using Gravity Concentration The Hemlo Experienceboanerges wino pattyОценок пока нет
- CH 12 Rod & Ball MillsДокумент40 страницCH 12 Rod & Ball Millsismael1806Оценок пока нет
- Achievement of High Energy Efficiency in Grinding, Sanjeeva Latchireddi.Документ14 страницAchievement of High Energy Efficiency in Grinding, Sanjeeva Latchireddi.Irving Dirzo CarrilloОценок пока нет
- Sulphidic Refractory Gold Ore Pre-Treatment by Selective and Bulk Flotation MethodsДокумент8 страницSulphidic Refractory Gold Ore Pre-Treatment by Selective and Bulk Flotation MethodsAldoОценок пока нет
- Utkarsh Sankrityayan-Effect of Particle Size Distribution On Grinding Kinetics in Dry and Wet Ball Milling OperationsДокумент26 страницUtkarsh Sankrityayan-Effect of Particle Size Distribution On Grinding Kinetics in Dry and Wet Ball Milling OperationsUtkarsh SankrityayanОценок пока нет
- Some Observations Regarding SAG MillingДокумент5 страницSome Observations Regarding SAG MillingLevent ErgunОценок пока нет
- O17607v101 Flyer Blow Bars enДокумент4 страницыO17607v101 Flyer Blow Bars enhesham elokailyОценок пока нет
- 1 s2.0 S2772275922000144 MainДокумент14 страниц1 s2.0 S2772275922000144 Mainfaty hdez100% (1)
- Oxidation of Iron?Ore PelletsДокумент4 страницыOxidation of Iron?Ore PelletsKrol PrietoОценок пока нет
- 000-900-012-572 SAG ModelДокумент20 страниц000-900-012-572 SAG ModelSamuel Quispe Onofre100% (2)
- Laboratory Study of An Organic Binder For Palletization of A Magnetite ConcentrateДокумент8 страницLaboratory Study of An Organic Binder For Palletization of A Magnetite ConcentrateMaya CiamikОценок пока нет
- Expert Systems in Mineral and Metal Processing-Elsevier LTD, Pergamon (1992)Документ201 страницаExpert Systems in Mineral and Metal Processing-Elsevier LTD, Pergamon (1992)Nataniel LinaresОценок пока нет
- A Meaningful Expression Between Bond Work Index, Grindability Index and Friability ValueДокумент3 страницыA Meaningful Expression Between Bond Work Index, Grindability Index and Friability ValueVerónica CharresОценок пока нет
- HPGRДокумент7 страницHPGRMilad Honarvar100% (1)
- Study of The Grinding Balls Distribution Inside The MillДокумент2 страницыStudy of The Grinding Balls Distribution Inside The Millsempatik721Оценок пока нет
- Short Course On Comminution & Semi-Autogenous Grinding: Session 8 Functional PerformanceДокумент26 страницShort Course On Comminution & Semi-Autogenous Grinding: Session 8 Functional PerformanceFredy Peña100% (1)
- Rotary KilnДокумент10 страницRotary Kilnlogom2Оценок пока нет
- An Evaluation of The Effect of Multiple Grinding and Flotation-SteynДокумент7 страницAn Evaluation of The Effect of Multiple Grinding and Flotation-SteynRachid FaouziОценок пока нет
- Ball Milling - Final FinalДокумент12 страницBall Milling - Final FinalKrishna TejaОценок пока нет
- Wash Ability CurvesДокумент41 страницаWash Ability CurvesLuis Carlos Pineda100% (3)
- RANDOL AAC PumpcellДокумент9 страницRANDOL AAC PumpcelljadetorresОценок пока нет
- Ball Mill Critical SpeedДокумент8 страницBall Mill Critical SpeedDanielito Bonito0% (1)
- Ball Mill CalculationsДокумент7 страницBall Mill CalculationsSSAC PVT.LTD.100% (1)
- Grinding Ball Size SelectionДокумент4 страницыGrinding Ball Size Selectionggoyet100% (1)
- The Ball Mill RecirculationДокумент4 страницыThe Ball Mill RecirculationTessfaye Wolde GebretsadikОценок пока нет
- Iron Ore Washing PlantДокумент1 страницаIron Ore Washing PlantAnubhav000007Оценок пока нет
- Sintercast Vs Hardfacing PDFДокумент21 страницаSintercast Vs Hardfacing PDFanruloОценок пока нет
- Estimating Process Design Gold Extraction, Leach Residence Time and Cyanide ComsumptionДокумент10 страницEstimating Process Design Gold Extraction, Leach Residence Time and Cyanide ComsumptionAldoОценок пока нет
- Aia Engineering PDFДокумент10 страницAia Engineering PDFravi285Оценок пока нет
- Molybdenum ProcessingДокумент4 страницыMolybdenum Processingkingysaint123Оценок пока нет
- Mill Ops AusIMM Kirsch and DanielДокумент7 страницMill Ops AusIMM Kirsch and DanielMicheael JohnОценок пока нет
- Luis VenteДокумент15 страницLuis VenteEdwar Villavicencio JaimesОценок пока нет
- The Effect of Particle Breakage Mechanisms During Regrinding On The Subsequent Cleaner Flotation 2014 Minerals EngineeringДокумент8 страницThe Effect of Particle Breakage Mechanisms During Regrinding On The Subsequent Cleaner Flotation 2014 Minerals EngineeringW ZuoОценок пока нет
- Flotation 3Документ12 страницFlotation 3anruloОценок пока нет
- Flotation 2Документ15 страницFlotation 2anruloОценок пока нет
- Sintercast Vs Hardfacing PDFДокумент21 страницаSintercast Vs Hardfacing PDFanruloОценок пока нет
- Power Drawn by Grinding MediaДокумент5 страницPower Drawn by Grinding MediaanruloОценок пока нет
- Grinding FundamentalsДокумент49 страницGrinding FundamentalsanruloОценок пока нет
- Wear Tests On Grinding BallsДокумент31 страницаWear Tests On Grinding BallsMartín UcedaОценок пока нет
- HoromillДокумент17 страницHoromillanrulo100% (1)
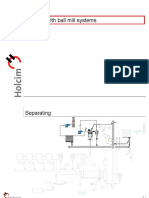
- Grinding With Ball Mill Systems: SeparatingДокумент64 страницыGrinding With Ball Mill Systems: SeparatingVishnu Vardhan . C100% (3)
- Grinding Technology of Limestone With Ball MillsДокумент16 страницGrinding Technology of Limestone With Ball MillsanruloОценок пока нет
- Main Types of Crushers 02Документ9 страницMain Types of Crushers 02anruloОценок пока нет
- DEM Method For Liner WearДокумент6 страницDEM Method For Liner WearanruloОценок пока нет
- Cement Vertical Mill Vs Ball MillДокумент17 страницCement Vertical Mill Vs Ball Millanrulo50% (2)
- Grinding TechnologiesДокумент41 страницаGrinding TechnologiesJoseph Leveque100% (10)
- Hardfacing To Increase Wear ResistanceДокумент6 страницHardfacing To Increase Wear ResistanceanruloОценок пока нет
- Kindle and Sony Ereader Comparison ChartДокумент4 страницыKindle and Sony Ereader Comparison Chartsnowlady62Оценок пока нет
- D-Link Airplus G: ManualДокумент97 страницD-Link Airplus G: ManualAsdreily HernandezОценок пока нет
- Tata TruckДокумент9 страницTata Truckbillfrindall7261Оценок пока нет
- Tabletop Centrifuge: Press Start' in Case of EmergencyДокумент2 страницыTabletop Centrifuge: Press Start' in Case of EmergencyAndhita HermandaОценок пока нет
- Spec027600 R00080110Документ8 страницSpec027600 R00080110huumanhcdn8Оценок пока нет
- Stunnel GuideДокумент10 страницStunnel GuideCorey LaliberteОценок пока нет
- Gurgaon ByLawsДокумент3 страницыGurgaon ByLawsAvinash ChaudharyОценок пока нет
- RG3 8TДокумент4 страницыRG3 8TRajen KeotОценок пока нет
- PCI Compliance - Best Practices For Securing Credit Card DataДокумент3 страницыPCI Compliance - Best Practices For Securing Credit Card Datahalock100% (3)
- Rabbitmq Dotnet Client 2.7.1 User GuideДокумент52 страницыRabbitmq Dotnet Client 2.7.1 User GuideLokesh SpОценок пока нет
- Data Link ProtocolsДокумент19 страницData Link ProtocolsSeravana KumarОценок пока нет
- 727 PosrvДокумент7 страниц727 Posrvtxlucky80Оценок пока нет
- Chapter 2 - HSRP PDFДокумент34 страницыChapter 2 - HSRP PDFCao Hồng MinhОценок пока нет
- Performance AuditingДокумент16 страницPerformance AuditingagathiyaОценок пока нет
- IT Network System Administrator CompetitionДокумент10 страницIT Network System Administrator CompetitionAndi SugandiОценок пока нет
- Console DXB 200Документ98 страницConsole DXB 200Jules Le RisbéОценок пока нет
- TransitCourier Specifications EUДокумент8 страницTransitCourier Specifications EUBenny VladОценок пока нет
- Brother Electric Sewing xr9550prwДокумент2 страницыBrother Electric Sewing xr9550prwVenkatОценок пока нет
- International Standard: ISO 17226-1 Iultcs IUC 19-1Документ16 страницInternational Standard: ISO 17226-1 Iultcs IUC 19-1KatrinaОценок пока нет
- BGP On MikrotikДокумент35 страницBGP On MikrotikNaz LunОценок пока нет
- ASTM (Hammer Test)Документ3 страницыASTM (Hammer Test)Efri Dwiyanto100% (1)
- Katalog PDFДокумент32 страницыKatalog PDFiinОценок пока нет
- Ascom IP-DeCT Handset SIP Verification Final Test ReportДокумент78 страницAscom IP-DeCT Handset SIP Verification Final Test ReportAyush PorwalОценок пока нет
- Correspondence Between ISO 9001 2015 ISOДокумент2 страницыCorrespondence Between ISO 9001 2015 ISOMumtaz TSM100% (1)
- Deco L14Документ72 страницыDeco L14Mary Lourdes Salazar GonzalezОценок пока нет
- Fire Safety&Electrical SafetyДокумент1 страницаFire Safety&Electrical SafetyMcgravyОценок пока нет
- BFD81 Relief ValvesДокумент26 страницBFD81 Relief ValvesNilesh MistryОценок пока нет