Вам также может понравиться
- A Walk On The (Asian) Wild Side: James Chanos Kynikos AssociatesДокумент24 страницыA Walk On The (Asian) Wild Side: James Chanos Kynikos AssociatessubflacherОценок пока нет
- C Programming Questions and AnswersДокумент18 страницC Programming Questions and AnswerschitranshpandeyОценок пока нет
- QM Pillar Training CIIДокумент76 страницQM Pillar Training CIINARENDER SINGH100% (1)
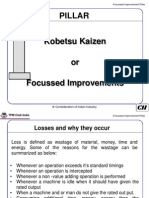
- KK PillarДокумент30 страницKK PillarshaktiОценок пока нет
- Gold Prospecting in OhioДокумент2 страницыGold Prospecting in OhioJannette FerreriaОценок пока нет
- Kaizen KobetДокумент19 страницKaizen KobetShubham SharmaОценок пока нет
- TPM BasicДокумент175 страницTPM BasicHarsha PrasadОценок пока нет
- TPM QM TrainingДокумент16 страницTPM QM TrainingSunil100% (3)
- DOJO CurriculumДокумент47 страницDOJO CurriculumGulshan SaxenaОценок пока нет
- Slide TPM SHEДокумент14 страницSlide TPM SHEhdjdjОценок пока нет
- TPM by ManagementДокумент41 страницаTPM by ManagementRahul Kumar100% (1)
- 01 - MsaДокумент80 страниц01 - MsaMohit SinghОценок пока нет
- 16 LossesДокумент9 страниц16 LossesMuthu Vellayappan100% (1)
- KK Pillar PDFДокумент91 страницаKK Pillar PDFdiwesh26decОценок пока нет
- Processing Point AnalysisДокумент35 страницProcessing Point AnalysisSophanОценок пока нет
- JH PillarДокумент39 страницJH PillarshaktiОценок пока нет
- Failure Mode AND Effect Analysis: TPM Secretariat - Orai FactoryДокумент27 страницFailure Mode AND Effect Analysis: TPM Secretariat - Orai FactorySunilОценок пока нет
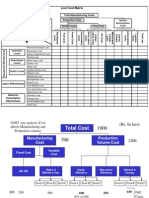
- Lost Cost MatrixДокумент2 страницыLost Cost Matrixrecep1100% (4)
- TPM and The Extended Supply Chain: Tetra Pak Production D.O.O. Gornji Milanovac, Serbia London, Nov 2016Документ36 страницTPM and The Extended Supply Chain: Tetra Pak Production D.O.O. Gornji Milanovac, Serbia London, Nov 2016Hossam Abdel AzizОценок пока нет
- KK PillarДокумент117 страницKK PillarMAngesh Gade100% (1)
- TPMДокумент89 страницTPMAmanatullah Ansari100% (1)
- Operational Excellence A Complete Guide - 2019 EditionОт EverandOperational Excellence A Complete Guide - 2019 EditionРейтинг: 1 из 5 звезд1/5 (1)
- 5 KK PillarДокумент54 страницы5 KK Pillarazadsingh183% (6)
- TPM IntroductionДокумент61 страницаTPM IntroductionDhriti GoswamiОценок пока нет
- DM Pillar of TPMДокумент26 страницDM Pillar of TPMVinay75% (4)
- 5S Best PracticeДокумент85 страниц5S Best PracticeyogshastriОценок пока нет
- TPM Wabco-Tvs (India) LTDДокумент46 страницTPM Wabco-Tvs (India) LTDpnithiy_elecОценок пока нет
- Kobetsu Kaizen Pillar: Training Program OnДокумент51 страницаKobetsu Kaizen Pillar: Training Program OnNeeraj SethyОценок пока нет
- Q Star - (Waste Management)Документ14 страницQ Star - (Waste Management)Anonymous Y5cnLVYMGОценок пока нет
- Mec 05Документ392 страницыMec 05Yen NguyenОценок пока нет
- Condition Monitoring Based Maintenance ManagementДокумент31 страницаCondition Monitoring Based Maintenance Managementkapil100% (1)
- Narrative Report BLSДокумент6 страницNarrative Report BLSSoriano Armenio67% (3)
- E&T PillarДокумент63 страницыE&T PillarJage Ram Kashyap100% (4)
- 02-Kobetsu KaizenДокумент84 страницы02-Kobetsu KaizenSuresh Babu100% (7)
- Circular Economy, The Concept and It's LimitationsДокумент10 страницCircular Economy, The Concept and It's LimitationsCésar De La Cruz OlivaОценок пока нет
- TPM Jipm Seiichi Nakajima 2007 KlmanagementДокумент40 страницTPM Jipm Seiichi Nakajima 2007 KlmanagementDipankar MukherjeeОценок пока нет
- MP CP SheetДокумент9 страницMP CP Sheetutility&oxygen PoolОценок пока нет
- All Pillar OverviewДокумент29 страницAll Pillar OverviewSIVAKUMAR SHANMUGASUNDARAMОценок пока нет
- 36 PfmeaДокумент9 страниц36 Pfmeamscsmn100% (1)
- Jishu Hozen NotesДокумент13 страницJishu Hozen NotesPrathmesh AwasthiОценок пока нет
- Pillar: Initial Control or Development ManagementДокумент7 страницPillar: Initial Control or Development ManagementNavneet SharmaОценок пока нет
- Quality Maintenance Training Programme: Concept & ImplementationДокумент46 страницQuality Maintenance Training Programme: Concept & Implementationdeepak sharmaОценок пока нет
- 5.6 Office TPM and Concept of PQCDSMДокумент9 страниц5.6 Office TPM and Concept of PQCDSMvenkata_776555228100% (1)
- Professional MaintenanceДокумент391 страницаProfessional MaintenanceAimar Vanderlei Ferreira Filho100% (1)
- Zero Defect PresentationДокумент4 страницыZero Defect PresentationRanjith Kumar100% (1)
- PM PillarДокумент56 страницPM PillarNavneet Sharma80% (5)
- Chapter 6. Education & Training ManualДокумент23 страницыChapter 6. Education & Training ManualVivek KumarОценок пока нет
- 16 LossesДокумент27 страниц16 LossesAshrith SОценок пока нет
- Audit Quality and Audit Firm ReputationДокумент10 страницAudit Quality and Audit Firm ReputationEdosa Joshua AronmwanОценок пока нет
- Example of TPM in Office EuropeДокумент53 страницыExample of TPM in Office Europekingathur26681Оценок пока нет
- JIPM TPM AwardsДокумент23 страницыJIPM TPM AwardspreethishОценок пока нет
- HSE Program 2017 - FinalДокумент12 страницHSE Program 2017 - FinalAbdul Hamid Tasra100% (2)
- Basic TPM Workshop (Rev1)Документ138 страницBasic TPM Workshop (Rev1)Ahmad FirdausОценок пока нет
- TPM JH PPT 01 JH AwarenessДокумент28 страницTPM JH PPT 01 JH AwarenessLakshmanan Venkatesan100% (1)
- WCM Tofas 2012 EngДокумент11 страницWCM Tofas 2012 Engjames007bondsgОценок пока нет
- Filipino: Markahan 3 - Modyul 2: Elehiya NG Bhutan (Elemento NG Elehiya)Документ15 страницFilipino: Markahan 3 - Modyul 2: Elehiya NG Bhutan (Elemento NG Elehiya)JomajFalcatanDelaCruz100% (1)
- MT QM PillarДокумент71 страницаMT QM Pillarazadsingh1Оценок пока нет
- Training ON TPM: Rapl Production SystemДокумент25 страницTraining ON TPM: Rapl Production Systemabhijit bhattacherjeEОценок пока нет
- Lucas-TVS-SQA Manual PART A 23.04.2011final New 1Документ133 страницыLucas-TVS-SQA Manual PART A 23.04.2011final New 1Purushothama Nanje Gowda0% (2)
- Ishu Ozen: Autonomous MaintenanceДокумент16 страницIshu Ozen: Autonomous MaintenanceVictor ArokiyamОценок пока нет
- Six Sigma - Reduction of Downtime - RE Mill-2 - NewДокумент76 страницSix Sigma - Reduction of Downtime - RE Mill-2 - NewKiruthiga VelmuruganОценок пока нет
- PQCDMSДокумент1 страницаPQCDMSJm Venki100% (1)
- Relation Between 7 Major Losses of Equipment and Overall Equipment EfficiencyДокумент2 страницыRelation Between 7 Major Losses of Equipment and Overall Equipment EfficiencySwapnil KhadeОценок пока нет
- MACE Formats 1Документ46 страницMACE Formats 1Ashish VaidОценок пока нет
- Total Productive Maintenance (TPM) : László SoósДокумент22 страницыTotal Productive Maintenance (TPM) : László SoósTapendra SharmaОценок пока нет
- VSM 27janДокумент21 страницаVSM 27janShweta SinghОценок пока нет
- Directorate of Government Examinations, Chennai - 600 006.: Suganthi SДокумент1 страницаDirectorate of Government Examinations, Chennai - 600 006.: Suganthi SRaj RudrapaaОценок пока нет
- 3050528Документ28 страниц3050528Deva RajОценок пока нет
- Formats Pensioners NHIS 2014Документ4 страницыFormats Pensioners NHIS 2014Raj RudrapaaОценок пока нет
- General AwarenessДокумент251 страницаGeneral AwarenessRaj RudrapaaОценок пока нет
- Sushmitha S R 12 Dec 1995 & Female UR 165703 Sushmitha S R 12 Dec 1995 & Female URДокумент1 страницаSushmitha S R 12 Dec 1995 & Female UR 165703 Sushmitha S R 12 Dec 1995 & Female URRaj RudrapaaОценок пока нет
- 5.isca RJCS 2012 173Документ6 страниц5.isca RJCS 2012 173Raj RudrapaaОценок пока нет
- Inhibition of Mild Steel Corrosion in Hydrochloric Acid Solution by Cloxacillin DrugДокумент10 страницInhibition of Mild Steel Corrosion in Hydrochloric Acid Solution by Cloxacillin DrugRaj RudrapaaОценок пока нет
- Divakar N R 21 Feb 1996 & Male SC 170795 Divakar N R 21 Feb 1996 & Male SCДокумент1 страницаDivakar N R 21 Feb 1996 & Male SC 170795 Divakar N R 21 Feb 1996 & Male SCRaj RudrapaaОценок пока нет
- Production and Marketing of Maize With Special Reference To Dindigul DistrictДокумент10 страницProduction and Marketing of Maize With Special Reference To Dindigul DistrictRaj RudrapaaОценок пока нет
- Statement of The ProblemДокумент37 страницStatement of The ProblemRaj RudrapaaОценок пока нет
- Program For Displaying Several ShapesДокумент24 страницыProgram For Displaying Several ShapesRaj RudrapaaОценок пока нет
- Review 2Документ7 страницReview 2Raj RudrapaaОценок пока нет
- MGT610-FinalTerm-By Rana Abubakar KhanДокумент28 страницMGT610-FinalTerm-By Rana Abubakar KhanAtif MubasharОценок пока нет
- AgrrrraaДокумент31 страницаAgrrrraaAnonymous apYVFHnCYОценок пока нет
- Basic Functions of Healthcare FieldДокумент10 страницBasic Functions of Healthcare FieldShraddha BendkhaleОценок пока нет
- Sample Annual BudgetДокумент4 страницыSample Annual BudgetMary Ann B. GabucanОценок пока нет
- Bugreport 2022 01 04 15 15 29 Dumpstate - Log 29625Документ3 страницыBugreport 2022 01 04 15 15 29 Dumpstate - Log 29625Yorman Ruiz AcstaОценок пока нет
- 8 Form Reading The Stronger ManДокумент8 страниц8 Form Reading The Stronger Manмаксим соловейОценок пока нет
- FreshBooks - Invoice 1 PDFДокумент1 страницаFreshBooks - Invoice 1 PDFujwalОценок пока нет
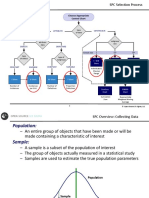
- Control - Statistical Process Control SPCДокумент22 страницыControl - Statistical Process Control SPCHalimОценок пока нет
- The Trends in GlobalizationДокумент2 страницыThe Trends in GlobalizationBielan Fabian GrayОценок пока нет
- Cambium PTP 250 Series 02-14 System Release NoteДокумент6 страницCambium PTP 250 Series 02-14 System Release NotemensoОценок пока нет
- Chapter 4 - Car MДокумент239 страницChapter 4 - Car MAshwani Kumar GuptaОценок пока нет
- PSTC-Appendix C - Cleaning Test SurfacesДокумент4 страницыPSTC-Appendix C - Cleaning Test SurfacesChung LeОценок пока нет
- Q8-Auto-JK - en PDSДокумент1 страницаQ8-Auto-JK - en PDSagnovОценок пока нет
- VPRS 4300V VPRM5450Документ3 страницыVPRS 4300V VPRM5450Tuan MinhОценок пока нет
- Azeez Gupta BainCover LetterДокумент1 страницаAzeez Gupta BainCover LetterShubhamGuptaОценок пока нет
- Market Survey ResultsДокумент5 страницMarket Survey ResultsVaibhav BahetiОценок пока нет
- 108-Article Text-409-3-10-20200211Документ8 страниц108-Article Text-409-3-10-20200211NadaОценок пока нет
- Determination of Iron and Fluoride Exp No: 5 Date AimДокумент2 страницыDetermination of Iron and Fluoride Exp No: 5 Date AimkuthappadyОценок пока нет
- How To TenderДокумент17 страницHow To TenderSimba NcubeОценок пока нет
- Wireless-N ADSL2+ Gateway: User GuideДокумент41 страницаWireless-N ADSL2+ Gateway: User GuidenaweedqadirОценок пока нет
- Risen 300-350 WP MonoДокумент2 страницыRisen 300-350 WP MonoAgoesPermanaОценок пока нет
- Contra-Rotating PropellersДокумент27 страницContra-Rotating PropellersPanji Imam AdyanataОценок пока нет