Вам также может понравиться
- Basic Movements: Pre Position Neck Movement Shoulder Movement Hand Movement Leg Movement Knee MovementДокумент10 страницBasic Movements: Pre Position Neck Movement Shoulder Movement Hand Movement Leg Movement Knee MovementJackiee1983Оценок пока нет
- 2014 Calendar Month ViewДокумент1 страница2014 Calendar Month ViewJackiee1983Оценок пока нет
- NTO00326662 26 Sep 2015 07 34 15 AMДокумент1 страницаNTO00326662 26 Sep 2015 07 34 15 AMJackiee1983Оценок пока нет
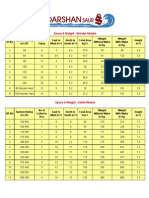
- Weights and Dimensions of Standard MaterialsДокумент5 страницWeights and Dimensions of Standard MaterialsRudra PanditОценок пока нет
- Able2Extract Professional Version 4.0Документ5 страницAble2Extract Professional Version 4.0Khalida RakhmiОценок пока нет
- Whati S GypsumДокумент4 страницыWhati S GypsumFrank MtetwaОценок пока нет
- Mainfuelpump 5.5 kwx2 FD Fan 37 KW FW Pump 18.5 x2 Ring Main Pump Motor 3.7x2 (Tank To Header)Документ1 страницаMainfuelpump 5.5 kwx2 FD Fan 37 KW FW Pump 18.5 x2 Ring Main Pump Motor 3.7x2 (Tank To Header)Jackiee1983Оценок пока нет
- Mumbai Jaipur flight details IndiGo 6E-217 May 31Документ1 страницаMumbai Jaipur flight details IndiGo 6E-217 May 31Jackiee1983Оценок пока нет
- Flats in Gn2Документ3 страницыFlats in Gn2Jackiee1983Оценок пока нет
- New Microsoft Office Word DocumentДокумент1 страницаNew Microsoft Office Word DocumentJackiee1983Оценок пока нет
- Anandhan M: Mani Compound, Mangalam Road, Parappalayam, Tirupur-641604Документ3 страницыAnandhan M: Mani Compound, Mangalam Road, Parappalayam, Tirupur-641604Jackiee1983Оценок пока нет
- Space & WeightДокумент1 страницаSpace & WeightJackiee1983Оценок пока нет
- Planetary Gear Box ManufacturersДокумент1 страницаPlanetary Gear Box ManufacturersJackiee1983Оценок пока нет
- C471MДокумент12 страницC471MChrystal BakerОценок пока нет
- Maharashtra State Electricity Distribution Co. LTDДокумент1 страницаMaharashtra State Electricity Distribution Co. LTDJackiee1983Оценок пока нет
- Receipt 15 APR 13Документ1 страницаReceipt 15 APR 13jackiee_262000Оценок пока нет
- Chennai BranchДокумент2 страницыChennai BranchJackiee1983Оценок пока нет
- Carbon BlackДокумент4 страницыCarbon BlackRavi KumarОценок пока нет
- Uef Influence Slag 03Документ9 страницUef Influence Slag 03Jackiee1983Оценок пока нет
- Secondary Pumps - East-LatestДокумент3 страницыSecondary Pumps - East-LatestJackiee1983Оценок пока нет
- Durability of Concrete StructuresДокумент8 страницDurability of Concrete StructuresjineeshdathОценок пока нет
- 04 Aac Plants in India 1Документ5 страниц04 Aac Plants in India 1Jackiee1983Оценок пока нет
- CalenderДокумент1 страницаCalenderJackiee1983Оценок пока нет
- CTM Cal MNR ReportsДокумент5 страницCTM Cal MNR ReportsJackiee1983Оценок пока нет
- 30 4 Chicago 09-85 0184Документ3 страницы30 4 Chicago 09-85 0184Jackiee1983Оценок пока нет
- Coal PropertiesДокумент7 страницCoal PropertiesJackiee1983Оценок пока нет
- R.M Cycle TimeДокумент1 страницаR.M Cycle TimeJackiee1983Оценок пока нет
- CONTACT DETAILS & APPLICATION FOR BIS STANDARD MARK LICENCEДокумент2 страницыCONTACT DETAILS & APPLICATION FOR BIS STANDARD MARK LICENCEJackiee1983Оценок пока нет
- Flat SheetДокумент2 страницыFlat SheetJackiee1983Оценок пока нет
- AAC block test certificate from Ultratech Cement LimitedДокумент3 страницыAAC block test certificate from Ultratech Cement LimitedJackiee1983Оценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- The Energetics of Micelle FormationДокумент9 страницThe Energetics of Micelle FormationNoel LamОценок пока нет
- Free and Forced ConvectionДокумент7 страницFree and Forced ConvectionRenewable Energy Engi50% (2)
- He158 (A4)Документ4 страницыHe158 (A4)MUzair5Оценок пока нет
- 4 Chapter Four Chemical Reaction and CombustionДокумент90 страниц4 Chapter Four Chemical Reaction and CombustionMohamed AbdelaalОценок пока нет
- Advanced Thermal Management For Internal Combustion Engines PDFДокумент114 страницAdvanced Thermal Management For Internal Combustion Engines PDFtroublezaurОценок пока нет
- Guided Discovery: Law of Specific Heats: Filtrates & ResiduesДокумент3 страницыGuided Discovery: Law of Specific Heats: Filtrates & ResiduesKyūtohaisokkusuОценок пока нет
- Schools Division of Tarlac Province Mainang Resettlement Elementary School SY 2020-2021Документ5 страницSchools Division of Tarlac Province Mainang Resettlement Elementary School SY 2020-2021cristina quiambao0% (1)
- Grade 1 Science Unit - Energy in Our LivesДокумент17 страницGrade 1 Science Unit - Energy in Our Livesapi-541530840Оценок пока нет
- Ultrahigh-Efficiency Desalination Via A Thermally-Localized Multistage Solar StillДокумент10 страницUltrahigh-Efficiency Desalination Via A Thermally-Localized Multistage Solar StillscribuoyОценок пока нет
- Heat & ThermodynamicsДокумент11 страницHeat & ThermodynamicsAshok Pradhan100% (1)
- ARL Boiler House ReportДокумент21 страницаARL Boiler House ReportMuhammad SajidОценок пока нет
- 1 Calorimetry LabДокумент16 страниц1 Calorimetry Labeunice_fangonОценок пока нет
- Chem1010 Page l11 2023Документ19 страницChem1010 Page l11 2023Poowadon RattanasreethongОценок пока нет
- Ice Slurry Brochure PDFДокумент8 страницIce Slurry Brochure PDFMattia ParentiОценок пока нет
- Cooling Water SystemДокумент33 страницыCooling Water SystemMufleh IdrisОценок пока нет
- Topic 3 Past Paper: MarkschemeДокумент10 страницTopic 3 Past Paper: MarkschemeLaila HassanОценок пока нет
- SCI NK Compressor 150Документ48 страницSCI NK Compressor 150Ramon SanhuezaОценок пока нет
- Science Revision Sheet - Term 1-Year 4: NameДокумент18 страницScience Revision Sheet - Term 1-Year 4: NameSaid HusseinОценок пока нет
- Heat Exchanger Transfer FunctionsДокумент6 страницHeat Exchanger Transfer FunctionsMark ClarkОценок пока нет
- Fluidization Bed Column Lab ManualДокумент10 страницFluidization Bed Column Lab ManualAshish VermaОценок пока нет
- Value Analysis of Advanced Heat Rejection Systems For Geothermal Power PlantsДокумент4 страницыValue Analysis of Advanced Heat Rejection Systems For Geothermal Power PlantsYanan CamarazaОценок пока нет
- Ashat 2019 IOP Conf. Ser. Earth Environ. Sci. 254 012010Документ13 страницAshat 2019 IOP Conf. Ser. Earth Environ. Sci. 254 012010PRO LESTARIОценок пока нет
- GasturbinesДокумент36 страницGasturbinesMogili AnjiОценок пока нет
- FRP-Strengthened Concrete Structures Exposed to Fire ReviewДокумент26 страницFRP-Strengthened Concrete Structures Exposed to Fire ReviewFrank JohnОценок пока нет
- Anomalous Expansion of WaterДокумент2 страницыAnomalous Expansion of WaterDiana BuisОценок пока нет
- CTDCHA2 - Learning Unit 1C 2019Документ63 страницыCTDCHA2 - Learning Unit 1C 2019Brandon GreenwoodОценок пока нет
- Chapter 8: Gas Power Cycles: TH Net inДокумент50 страницChapter 8: Gas Power Cycles: TH Net inSures RezОценок пока нет
- Air Conditioning Product BrochureДокумент20 страницAir Conditioning Product BrochureEmily PresswoodОценок пока нет
- Thermodynamics 1: Precious Arlene Villaroza-MelendrezДокумент35 страницThermodynamics 1: Precious Arlene Villaroza-MelendrezJhonny English100% (1)
- Mill Behaviour of Rubber On Two Roll Mill With Temperature: Nippon Gomu Kyokaishi, 88, No. 4, 2015, Pp. 130-135Документ6 страницMill Behaviour of Rubber On Two Roll Mill With Temperature: Nippon Gomu Kyokaishi, 88, No. 4, 2015, Pp. 130-135Prashantha NandavarОценок пока нет