Вам также может понравиться
- Prelim Yearly Kiss NotesДокумент83 страницыPrelim Yearly Kiss NotesPercy Jack100% (1)
- Part (2-A) - Fundamentals of Open Hole Logging-Abbas Radhi 2020Документ223 страницыPart (2-A) - Fundamentals of Open Hole Logging-Abbas Radhi 2020Ali ElayawiОценок пока нет
- C.O.P Derivation and Thermodynamic Calculation of Ammonia-Water Vapor Absorption Refrigeration System-2 PDFДокумент10 страницC.O.P Derivation and Thermodynamic Calculation of Ammonia-Water Vapor Absorption Refrigeration System-2 PDFErGiteshAroraОценок пока нет
- DR ApichitДокумент139 страницDR ApichitMuh. Yousuf KhanОценок пока нет
- Blowdown Economizer CalculationДокумент2 страницыBlowdown Economizer CalculationSajjad AhmedОценок пока нет
- Guntner CO2 PDFДокумент20 страницGuntner CO2 PDFerreagaaОценок пока нет
- Double Pipe Heat Exchanger - Excel CalculationsДокумент4 страницыDouble Pipe Heat Exchanger - Excel CalculationsMmmmohОценок пока нет
- Table 8 3 1 Properties of Mixture Water/Glycol: Extract From Vdi Warmeatlas DD 17 Vdi Verlag GMBH, Dusseldorf 1991Документ2 страницыTable 8 3 1 Properties of Mixture Water/Glycol: Extract From Vdi Warmeatlas DD 17 Vdi Verlag GMBH, Dusseldorf 1991Santiago MolinaОценок пока нет
- APH PerformanceДокумент9 страницAPH PerformanceSiva SubramaniyanОценок пока нет
- Hvac Rpoblems NewДокумент20 страницHvac Rpoblems NewGrace Joy CariОценок пока нет
- eArt-Performance Analysis of Spiral Tube Heat ExchangerДокумент4 страницыeArt-Performance Analysis of Spiral Tube Heat ExchangerMoly69xОценок пока нет
- Mollie ChartДокумент15 страницMollie ChartKriz EarnestОценок пока нет
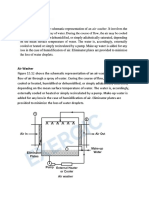
- Air WasherДокумент5 страницAir WasherManral SaurabhОценок пока нет
- From Wikipedia, The Free Encyclopedia: Process Duct WorkДокумент17 страницFrom Wikipedia, The Free Encyclopedia: Process Duct WorkB DASОценок пока нет
- Energy Management Tutorial SolutionsДокумент9 страницEnergy Management Tutorial SolutionsLucas LentzОценок пока нет
- Heat Rate of Thermal Power PlantДокумент15 страницHeat Rate of Thermal Power Plantsameer betal100% (1)
- DuctДокумент3 страницыDuctRamalingam PrabhakaranОценок пока нет
- Overcurrent Protection in Electric Arc FurnacesДокумент8 страницOvercurrent Protection in Electric Arc FurnacesgigatrixОценок пока нет
- Line SizingДокумент20 страницLine SizingAhmed HassanОценок пока нет
- PH102 LabДокумент10 страницPH102 LabPeggy CockerОценок пока нет
- Cycle of Concentration in Cooling Tower PDFДокумент1 страницаCycle of Concentration in Cooling Tower PDFNgoc Vũ TrầnОценок пока нет
- EconomiserДокумент19 страницEconomiserGaurav KumarОценок пока нет
- Scroll-Chillers Catalog High-ResДокумент12 страницScroll-Chillers Catalog High-ResubaidОценок пока нет
- Refrigeration COP CalculationДокумент17 страницRefrigeration COP CalculationibrahimОценок пока нет
- Tube Wire Vs Wall Condenser PDFДокумент15 страницTube Wire Vs Wall Condenser PDFHimanshu100% (1)
- Delivering Excellence in Combustion and Process Heating SystemsДокумент11 страницDelivering Excellence in Combustion and Process Heating SystemssajjadyasinОценок пока нет
- Continuum Mechanics For EngineersДокумент53 страницыContinuum Mechanics For Engineersshushant kumarОценок пока нет
- Precise Temperature Control for Reactor ApplicationsДокумент22 страницыPrecise Temperature Control for Reactor ApplicationsFernando Stuar Campos MendozaОценок пока нет
- 12 Chapter08 Heat ExchangerДокумент58 страниц12 Chapter08 Heat Exchangerกล้าณรงค์ บริคุตОценок пока нет
- Cryogenic CoolingДокумент17 страницCryogenic CoolingmaheshwaranОценок пока нет
- Waste Heat Recovery (Mech-31)Документ18 страницWaste Heat Recovery (Mech-31)shammiОценок пока нет
- Air PropertiesДокумент19 страницAir PropertiesVanbiervlietОценок пока нет
- Cooling Tower IntroductionДокумент27 страницCooling Tower Introductiondinesh babuОценок пока нет
- Cooling Tower 434Документ15 страницCooling Tower 434arslan MaqboolОценок пока нет
- Regenerative Heat ExchangerДокумент4 страницыRegenerative Heat ExchangerSalehAfadlehОценок пока нет
- 12-Design Fundamentals of BoilerДокумент12 страниц12-Design Fundamentals of BoilerVishalVaishОценок пока нет
- Gas Turbine Power Plant: By: Ms. Monika DeshwalДокумент19 страницGas Turbine Power Plant: By: Ms. Monika DeshwalKeshantSharma100% (1)
- Indian Railway, JaipurДокумент20 страницIndian Railway, JaipurHarish GirdharОценок пока нет
- Mechanical Heat Pump-2 PDFДокумент9 страницMechanical Heat Pump-2 PDFRushikesh PatilОценок пока нет
- Chapter 11 Refrigeration CyclesДокумент20 страницChapter 11 Refrigeration Cycleskalite123Оценок пока нет
- HVAC AcroymnsДокумент6 страницHVAC AcroymnsglenlcyОценок пока нет
- Distillation Column Reboiler DesignДокумент13 страницDistillation Column Reboiler DesignLouie GresulaОценок пока нет
- Transfer of Liquefied Natural Gas On Long Insulated Lines PDFДокумент6 страницTransfer of Liquefied Natural Gas On Long Insulated Lines PDFIgnacio ChaparroОценок пока нет
- Heat Exchangers DesignДокумент58 страницHeat Exchangers DesignShubhamОценок пока нет
- Troubleshooting A Plate Heat Exchanger - CPE Systems IncДокумент7 страницTroubleshooting A Plate Heat Exchanger - CPE Systems Incrajmohan_kОценок пока нет
- 8-2. Heat Ex ChangersДокумент6 страниц8-2. Heat Ex ChangersBambang HermawanОценок пока нет
- Si - f13 - ch33 (Physical Properties of Materials)Документ4 страницыSi - f13 - ch33 (Physical Properties of Materials)Delian KurniawanОценок пока нет
- Physics 06-Temperature, Heat, and Thermodynamics (2018)Документ113 страницPhysics 06-Temperature, Heat, and Thermodynamics (2018)Kiyu ImanОценок пока нет
- Cycle of Absorption MachineДокумент4 страницыCycle of Absorption MachineMajid SattarОценок пока нет
- Vapour Absorption Machine Basics PresentationДокумент16 страницVapour Absorption Machine Basics PresentationAyub GNОценок пока нет
- Training ReportPDF PDFДокумент42 страницыTraining ReportPDF PDFAman RajОценок пока нет
- Glutaraldehyde Bulk HandlingДокумент4 страницыGlutaraldehyde Bulk HandlingnubblerОценок пока нет
- Crossflow Heat Exchanger Ex PDFДокумент5 страницCrossflow Heat Exchanger Ex PDFprinesst0% (1)
- Stonel Limit Switch InstructionsДокумент2 страницыStonel Limit Switch InstructionsgenibraОценок пока нет
- TEWI AnalysisДокумент63 страницыTEWI Analysismirali74Оценок пока нет
- At AssignmentДокумент3 страницыAt AssignmentYogesh PatilОценок пока нет
- Mech3005 Lab1112 Fancoil PDFДокумент5 страницMech3005 Lab1112 Fancoil PDFbilal almelegy100% (1)
- Internship On HVACДокумент11 страницInternship On HVACPrince AB100% (1)
- MEE 515 - HVAC - Lecture 3Документ28 страницMEE 515 - HVAC - Lecture 3Charbel KhouryОценок пока нет
- Burner Management System BMSДокумент38 страницBurner Management System BMSمحمد مصطفيОценок пока нет
- FH-08gf234 2fsdДокумент9 страницFH-08gf234 2fsdBorisvukic89Оценок пока нет
- Optimization of Air Preheater Design For The Enhancement of Heat Transfer CoefficientДокумент10 страницOptimization of Air Preheater Design For The Enhancement of Heat Transfer CoefficientVijay KumarОценок пока нет
- Heat TransferДокумент9 страницHeat TransferAjinkya MoreОценок пока нет
- Kathmandu University Presentation on CSTR Simulation and Process ControlДокумент19 страницKathmandu University Presentation on CSTR Simulation and Process Controlramesh pokhrelОценок пока нет
- Eng201 ch7 Accuracy Clarity Conciseness CoherenceДокумент2 страницыEng201 ch7 Accuracy Clarity Conciseness CoherenceAyesha MughalОценок пока нет
- Workshop 5.1: Global Mesh Controls: Introduction To ANSYS MeshingДокумент31 страницаWorkshop 5.1: Global Mesh Controls: Introduction To ANSYS MeshingDaniloCardenasОценок пока нет
- राजनीति सिद्धांत के अध्ययन के उपागम - Political Theory ApproachesДокумент20 страницराजनीति सिद्धांत के अध्ययन के उपागम - Political Theory ApproachesAyan BordoloiОценок пока нет
- Naoroj Muntashir: Curriculum Vitae ofДокумент3 страницыNaoroj Muntashir: Curriculum Vitae ofMizanul HoqueОценок пока нет
- Microsoft's Corporate Social ResponsibilityДокумент15 страницMicrosoft's Corporate Social ResponsibilityYusrie AbinalОценок пока нет
- Self Evaluation Rubric ShadowingДокумент1 страницаSelf Evaluation Rubric ShadowingJoaquín LaraОценок пока нет
- Feeding The Positive WolfДокумент4 страницыFeeding The Positive WolfJenelle FerrerОценок пока нет
- SEO-optimized title for English exam documentДокумент5 страницSEO-optimized title for English exam documentAyu PermataОценок пока нет
- Agile Coaching Is Dead Long Live Agile PracticingДокумент20 страницAgile Coaching Is Dead Long Live Agile Practicingb_prabhusankarОценок пока нет
- Nathaniel Lichfield - Community Impact Evaluation - Principles and Practice-Routledge (1996)Документ342 страницыNathaniel Lichfield - Community Impact Evaluation - Principles and Practice-Routledge (1996)Michael González VásquezОценок пока нет
- Changes in AATCC Manual 2011Документ3 страницыChanges in AATCC Manual 2011rajeshpatkar39Оценок пока нет
- Midpoint Subdivision Line Clipping AlgorithmДокумент2 страницыMidpoint Subdivision Line Clipping AlgorithmAnsuman MahantyОценок пока нет
- Proportional-Integral-Derivative and Linear Quadratic Regulator Control of Direct Current Motor Position Using Multi-Turn Based On LabviewДокумент5 страницProportional-Integral-Derivative and Linear Quadratic Regulator Control of Direct Current Motor Position Using Multi-Turn Based On LabviewGERARDO CABRERAОценок пока нет
- Startup BoilerДокумент51 страницаStartup BoilerSahariar Bin ShafiqueОценок пока нет
- Real Time Sign Language DetectionДокумент6 страницReal Time Sign Language DetectionIJRASETPublicationsОценок пока нет
- Advances in Water Polllution Monitoring and ControlДокумент185 страницAdvances in Water Polllution Monitoring and Controlantonioheredia100% (1)
- Japanese Civil Service ReformДокумент6 страницJapanese Civil Service ReformJake345678Оценок пока нет
- Final Draft of Academic WritingДокумент4 страницыFinal Draft of Academic Writingvwandah0Оценок пока нет
- Sound Propagation p.11-p.13Документ2 страницыSound Propagation p.11-p.13Antonio BarónОценок пока нет
- IodinДокумент7 страницIodinnovi lianaОценок пока нет
- Alix HansonДокумент1 страницаAlix HansonAlix HinesОценок пока нет
- Master Umk CourseworkДокумент4 страницыMaster Umk Courseworkzgctgvvcf100% (2)
- Mt271 Lecture Notes 1Документ13 страницMt271 Lecture Notes 1Ahmed MasoudОценок пока нет
- WKS 5 Cutting and Welding Drums and TanksДокумент3 страницыWKS 5 Cutting and Welding Drums and TanksKishor KoshyОценок пока нет
- Line Out Building SettingДокумент1 страницаLine Out Building SettingvkОценок пока нет