Вам также может понравиться
- Productivity and Efficiency Measurement of Airlines: Data Envelopment Analysis using RОт EverandProductivity and Efficiency Measurement of Airlines: Data Envelopment Analysis using RОценок пока нет
- Chemical Engineering Process SimulationОт EverandChemical Engineering Process SimulationРейтинг: 4 из 5 звезд4/5 (13)
- Minimization of Warpage and Sink Index in InjectionДокумент6 страницMinimization of Warpage and Sink Index in InjectionS-HafizNomanОценок пока нет
- Optimization of Injection Molding Cycle Time Using Moldflow AnalysisДокумент3 страницыOptimization of Injection Molding Cycle Time Using Moldflow AnalysisAdrianSomoiagОценок пока нет
- Optimization of FFF Processing Parameters To Improve Geometrical Accuracy and Mechanical Behavior of Polyamide 6 Using Grey Relational Analysis (GRA)Документ29 страницOptimization of FFF Processing Parameters To Improve Geometrical Accuracy and Mechanical Behavior of Polyamide 6 Using Grey Relational Analysis (GRA)nader zirakОценок пока нет
- Sreenidhi Institute of Science and TechnologyДокумент15 страницSreenidhi Institute of Science and TechnologyPrashanth GurramОценок пока нет
- Productionofnylon - 2Документ15 страницProductionofnylon - 2IAEME PublicationОценок пока нет
- Application of Taguchi Method For Optimization of Process Parameters in Improving The Surface Roughness of Lathe Facing OperationДокумент7 страницApplication of Taguchi Method For Optimization of Process Parameters in Improving The Surface Roughness of Lathe Facing Operationwww.irjes.comОценок пока нет
- Optimization of FDM 3D printing using Taguchi techniqueДокумент12 страницOptimization of FDM 3D printing using Taguchi techniquekuldeep sharmaОценок пока нет
- Submission For PublicationДокумент6 страницSubmission For PublicationPrashanth GurramОценок пока нет
- 4968 17633 1 PB PDFДокумент20 страниц4968 17633 1 PB PDFShan PinОценок пока нет
- Durão2019 Article OptimizingAdditiveManufacturinДокумент23 страницыDurão2019 Article OptimizingAdditiveManufacturinAlamОценок пока нет
- Ijaiem 2014 03 15 042Документ12 страницIjaiem 2014 03 15 042International Journal of Application or Innovation in Engineering & ManagementОценок пока нет
- Roughness TaguchiДокумент7 страницRoughness TaguchiAnudatt A. GowdaОценок пока нет
- Billet Optimization For Steering Knuckle Using Taguchi MethodologyДокумент5 страницBillet Optimization For Steering Knuckle Using Taguchi MethodologyAnonymous ijGnA6CWEaОценок пока нет
- Optimization of Machining Parameters in CNC Turning Using Firefly AlgorithmДокумент6 страницOptimization of Machining Parameters in CNC Turning Using Firefly AlgorithmElakkiya KarthicОценок пока нет
- Recent Methods For Optimization of Plastic Injection Molding Process - A Retrospective and Literature ReviewДокумент15 страницRecent Methods For Optimization of Plastic Injection Molding Process - A Retrospective and Literature Reviewdanaluca2753Оценок пока нет
- Taguchi CNCДокумент7 страницTaguchi CNCAndrésОценок пока нет
- Experimental Investigation Using Taguchi Method To Optimize Process Parameters of Fused Deposition Modeling For ABS and Nylon MaterialsДокумент9 страницExperimental Investigation Using Taguchi Method To Optimize Process Parameters of Fused Deposition Modeling For ABS and Nylon MaterialsArukana KotoОценок пока нет
- Polymers 13 03697Документ17 страницPolymers 13 03697hykiОценок пока нет
- 3D PRINTING Literature ReviewДокумент9 страниц3D PRINTING Literature ReviewVenkateswar Reddy Mallepally100% (5)
- Investigation of Post Processing Techniques To Reduce The Surface Roughness of Fused Deposition Modeled PartsДокумент14 страницInvestigation of Post Processing Techniques To Reduce The Surface Roughness of Fused Deposition Modeled PartsIAEME PublicationОценок пока нет
- Benchmarking of Different Sls or SLM ProcessesДокумент7 страницBenchmarking of Different Sls or SLM ProcessesGabriel PetreaОценок пока нет
- Sahu 2013Документ16 страницSahu 2013avt01Оценок пока нет
- Optimization of Process Parameters in Drilling of GFRP Composite Using Taguchi MethodДокумент7 страницOptimization of Process Parameters in Drilling of GFRP Composite Using Taguchi MethodMostafa AdilОценок пока нет
- Investigation of The Effect of Built Orientation On Mechanical Properties and Total Cost of FDM PartsДокумент6 страницInvestigation of The Effect of Built Orientation On Mechanical Properties and Total Cost of FDM PartsAnilОценок пока нет
- Taguchi MethodДокумент8 страницTaguchi MethodLSARAVANAN91Оценок пока нет
- Application of Taguchis Experimental Design and Range Analysis in Optimization of FDM Printing Parameters For Pet G Pla and HipsДокумент12 страницApplication of Taguchis Experimental Design and Range Analysis in Optimization of FDM Printing Parameters For Pet G Pla and HipsMohammedrafficОценок пока нет
- 3D Printed Parts With Honeycomb FDMДокумент25 страниц3D Printed Parts With Honeycomb FDMSeçkin KoçОценок пока нет
- Mechanical Strength and Shape Accuracy Optimization of Polyamide FFF Parts Using Grey Relational AnalysisДокумент17 страницMechanical Strength and Shape Accuracy Optimization of Polyamide FFF Parts Using Grey Relational Analysisnader zirakОценок пока нет
- Ijmer 46064551 PDFДокумент7 страницIjmer 46064551 PDFIJMERОценок пока нет
- Optimizing Surface Roughness in Turning Using Taguchi TechniqueДокумент7 страницOptimizing Surface Roughness in Turning Using Taguchi Techniquekarpaga raj aОценок пока нет
- Sivasurya 2017Документ10 страницSivasurya 2017AynamawОценок пока нет
- Multi-Objective Optimization of The Fiber-Reinforced Composite Injection Molding Process Using Taguchi Method, RSM, and NSGA-IIДокумент21 страницаMulti-Objective Optimization of The Fiber-Reinforced Composite Injection Molding Process Using Taguchi Method, RSM, and NSGA-IIClynoesОценок пока нет
- Modelling extrusion process and optimizing parameters using Taguchi method and ANOVAДокумент5 страницModelling extrusion process and optimizing parameters using Taguchi method and ANOVAElaine JohnsonОценок пока нет
- Process-structure-properties relationship in 3D printed polymersДокумент61 страницаProcess-structure-properties relationship in 3D printed polymersDhananjayОценок пока нет
- Analysis of Injection Moulding Machine ProcessДокумент4 страницыAnalysis of Injection Moulding Machine ProcessJagdish KhaireОценок пока нет
- Rapid Prototyping Optimization for Additive Manufacturing Accuracy and CostДокумент9 страницRapid Prototyping Optimization for Additive Manufacturing Accuracy and CostJohovani SuarezОценок пока нет
- Waste Process Flows': General OverviewДокумент11 страницWaste Process Flows': General OverviewLiyanaОценок пока нет
- D D P I M A C: Esign and Evelopment of Lastic Njection Oldfor UTO OmponentДокумент7 страницD D P I M A C: Esign and Evelopment of Lastic Njection Oldfor UTO OmponentSreedhar PugalendhiОценок пока нет
- An Experimental Study of FDM Parameters Effects On Tensile Strength, Density, and Production Time of ABS/Cu CompositesДокумент19 страницAn Experimental Study of FDM Parameters Effects On Tensile Strength, Density, and Production Time of ABS/Cu Compositessubhashraj18Оценок пока нет
- Article 1Документ8 страницArticle 1Kay WhiteОценок пока нет
- Additive Manufacturing A Framework For ImplementationДокумент8 страницAdditive Manufacturing A Framework For Implementationnicero555Оценок пока нет
- Design of Experiment Based Analysis For Sheet Metal Blanking Processes OptimisationДокумент9 страницDesign of Experiment Based Analysis For Sheet Metal Blanking Processes OptimisationMD Al-AminОценок пока нет
- Experimental Investigation of The Plasma Arc Cutting ProcessДокумент6 страницExperimental Investigation of The Plasma Arc Cutting ProcessKevin MaciasОценок пока нет
- Optimization of Cutting Parameters in CNC Turning: Harish Kumar, Mohd. Abbas, Dr. Aas Mohammad, Hasan Zakir JafriДокумент4 страницыOptimization of Cutting Parameters in CNC Turning: Harish Kumar, Mohd. Abbas, Dr. Aas Mohammad, Hasan Zakir JafriShakeel RanaОценок пока нет
- Ijamev4n6spl 01Документ6 страницIjamev4n6spl 01ahmed titoОценок пока нет
- Original ResearchДокумент6 страницOriginal ResearchbalajimetturОценок пока нет
- Numerical Optimization On Hot Forging PRДокумент7 страницNumerical Optimization On Hot Forging PRAnkit SahuОценок пока нет
- Optimizing Impeller GeometryДокумент7 страницOptimizing Impeller GeometryDanang JoyoeОценок пока нет
- 10.1016@j.jmapro.2020.04.014 Important 1Документ6 страниц10.1016@j.jmapro.2020.04.014 Important 1Arul KirubakaranОценок пока нет
- Establishment of Process Model For Rapid Prototyping Technique (Stereolithography) To Enhance The Part Quality by Taguchi MethodДокумент10 страницEstablishment of Process Model For Rapid Prototyping Technique (Stereolithography) To Enhance The Part Quality by Taguchi MethodmanpreetОценок пока нет
- Optimization of Broaching Tool Design: Intelligent Computation in Manufacturing Engineering - 4Документ6 страницOptimization of Broaching Tool Design: Intelligent Computation in Manufacturing Engineering - 4Rishikesh GunjalОценок пока нет
- Optimizing Multi MachiningДокумент21 страницаOptimizing Multi Machininger_preet012Оценок пока нет
- Gassara2009 Article OptimizationOfSpringbackInL-beДокумент7 страницGassara2009 Article OptimizationOfSpringbackInL-beAhmed MabroukОценок пока нет
- Optimizing green sand casting process parameters using Taguchi's methodДокумент6 страницOptimizing green sand casting process parameters using Taguchi's methodpsprajkotОценок пока нет
- OPTICast Workbook 8-3-0 11-18-14Документ51 страницаOPTICast Workbook 8-3-0 11-18-14emilianoОценок пока нет
- Semi-Automated Gating System Design With Optimum Gate and Over Flow Positions For Aluminum HPDCДокумент15 страницSemi-Automated Gating System Design With Optimum Gate and Over Flow Positions For Aluminum HPDCsobheysaidОценок пока нет
- Automotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionОт EverandAutomotive Buzz, Squeak and Rattle: Mechanisms, Analysis, Evaluation and PreventionРейтинг: 5 из 5 звезд5/5 (3)
- Computational Methods and Production Engineering: Research and DevelopmentОт EverandComputational Methods and Production Engineering: Research and DevelopmentОценок пока нет
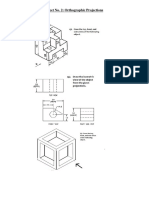
- Sheet No. 2: Orthographic ProjectionsДокумент1 страницаSheet No. 2: Orthographic ProjectionsSachin BanerjiОценок пока нет
- Syllabus For Phd/M.Tech/Ms Written Test: Mathematics (Compulsory For All)Документ2 страницыSyllabus For Phd/M.Tech/Ms Written Test: Mathematics (Compulsory For All)Sachin BanerjiОценок пока нет
- GATE 2018 Information Brochure - v1Документ39 страницGATE 2018 Information Brochure - v1Charan ReddyОценок пока нет
- Understanding Stress and StrainДокумент47 страницUnderstanding Stress and StrainSachin BanerjiОценок пока нет
- Syllabus For Written TestДокумент2 страницыSyllabus For Written TestSachin BanerjiОценок пока нет
- 3 Distortion Energy Theory DerivationДокумент6 страниц3 Distortion Energy Theory DerivationVaisakh FSzОценок пока нет
- Agriculture, Productions and Research Centres PDF by AffairsCloud PDFДокумент8 страницAgriculture, Productions and Research Centres PDF by AffairsCloud PDFSachin BanerjiОценок пока нет
- Distortion Energy Notes XДокумент5 страницDistortion Energy Notes XApril SnowОценок пока нет
- 3 Distortion Energy Theory DerivationДокумент6 страниц3 Distortion Energy Theory DerivationVaisakh FSzОценок пока нет
- Gia Report PEC 2009-10Документ21 страницаGia Report PEC 2009-10Sachin BanerjiОценок пока нет
- Qip Ice 06 Valve Timing DiagramsДокумент29 страницQip Ice 06 Valve Timing Diagramsام احمدОценок пока нет
- Heat PipesДокумент67 страницHeat PipesLibin LalОценок пока нет
- Application Form ArchitectureДокумент3 страницыApplication Form ArchitectureSachin BanerjiОценок пока нет
- Classification of Heat ExchangersДокумент77 страницClassification of Heat Exchangers4605566vivek100% (1)
- M.Tech Thesis on Additive Manufacturing History and ApplicationsДокумент16 страницM.Tech Thesis on Additive Manufacturing History and ApplicationsSachin BanerjiОценок пока нет
- Additive Manufacturing: Conversion of Various File FormatsДокумент14 страницAdditive Manufacturing: Conversion of Various File FormatsSachin BanerjiОценок пока нет
- Dislocation TheoryДокумент37 страницDislocation TheoryAbbireddy Siva Ganesh100% (1)
- Mike Allen (Editor) - The SAGE Encyclopedia of Communication Research Methods (2017, SAGE Publications, Inc) - Libgen - LiДокумент2 013 страницMike Allen (Editor) - The SAGE Encyclopedia of Communication Research Methods (2017, SAGE Publications, Inc) - Libgen - LiCharlette Inao100% (2)
- A Review On The Formation Causes Measurement Implications and Reduction of Neps During Cotton ProcessingДокумент104 страницыA Review On The Formation Causes Measurement Implications and Reduction of Neps During Cotton ProcessingMohammad AliОценок пока нет
- BIRCH: Balanced Iterative Reducing and Clustering using HierarchiesДокумент33 страницыBIRCH: Balanced Iterative Reducing and Clustering using HierarchiesSpandan RoyОценок пока нет
- The Parenting Style and The Academic Performance of Grade 6 Pupils of Saint Mary'S College of CatbaloganДокумент24 страницыThe Parenting Style and The Academic Performance of Grade 6 Pupils of Saint Mary'S College of CatbaloganVincent Nalazon-Caranog Pamplina-ArcallanaОценок пока нет
- An Ultimate Guide To Writing A DissertationДокумент5 страницAn Ultimate Guide To Writing A DissertationBuySchoolPapersOnlineUK100% (1)
- Chapter 1 - Introduction To StatisticsДокумент38 страницChapter 1 - Introduction To Statisticshimu6749721Оценок пока нет
- Dr. Arlene G. Fink - The Survey Kit, 2nd Edition, How To Ask Survey Questions 2-Sage Publications, Inc (2002)Документ77 страницDr. Arlene G. Fink - The Survey Kit, 2nd Edition, How To Ask Survey Questions 2-Sage Publications, Inc (2002)joseph xavierОценок пока нет
- MD-CS-12 - Manually Entering Points in Carlson Software Page 1 of 3Документ3 страницыMD-CS-12 - Manually Entering Points in Carlson Software Page 1 of 3GeomanjeriОценок пока нет
- Restoring Belagavi Fort and MoatДокумент60 страницRestoring Belagavi Fort and MoatMohamed FaizanОценок пока нет
- Impact of Facebook Advertisement To Saleability oДокумент31 страницаImpact of Facebook Advertisement To Saleability olovely guerraОценок пока нет
- Quality ChartsДокумент21 страницаQuality ChartsSivakumar BalaОценок пока нет
- Synopsis Machine LearningДокумент18 страницSynopsis Machine LearningVismay Agarwal cse07419Оценок пока нет
- Certificate in Mera Lund 195709294Документ2 страницыCertificate in Mera Lund 195709294Rohit SinghОценок пока нет
- Remotesensing 12 04076 v2Документ23 страницыRemotesensing 12 04076 v2Matt HoulsonОценок пока нет
- Feasibility of Fly Ash Brick: A Case Study of Surat & Tapi District of South Gujarat RegionДокумент6 страницFeasibility of Fly Ash Brick: A Case Study of Surat & Tapi District of South Gujarat RegionPRAKОценок пока нет
- Efektivitas Relaksasi Nafas Dalam Dan Aromaterapi Lavender Terhadap Kecemasan Mahasiswa Menghadapi Ujian SkillДокумент8 страницEfektivitas Relaksasi Nafas Dalam Dan Aromaterapi Lavender Terhadap Kecemasan Mahasiswa Menghadapi Ujian SkillalfandiОценок пока нет
- Course Outline MEC441 - March2015Документ4 страницыCourse Outline MEC441 - March2015RusyidiAbdullahОценок пока нет
- Competitor Analysis ResearchДокумент15 страницCompetitor Analysis ResearchMhaiza GonzalesОценок пока нет
- ASTM D7778-15 Planificación InterlaboratorioДокумент11 страницASTM D7778-15 Planificación InterlaboratorioDoina Marquez100% (1)
- Van Everdingen, A. F. The Skin Effect and Its Influence On The Productive Capacity of A WellДокумент6 страницVan Everdingen, A. F. The Skin Effect and Its Influence On The Productive Capacity of A WellSolenti D'nouОценок пока нет
- Gd&t-Multi MetricsДокумент356 страницGd&t-Multi MetricsdramiltОценок пока нет
- CastrolДокумент50 страницCastrolKing Nitin Agnihotri33% (3)
- Feasibility Study for Sukud Slipper ShopДокумент27 страницFeasibility Study for Sukud Slipper Shopbless erika lendroОценок пока нет
- Lesson PlanДокумент4 страницыLesson PlanesterlitaОценок пока нет
- Avery Sporting GoodsДокумент15 страницAvery Sporting GoodsKodem JohnsonОценок пока нет
- Structural Equation ModelingДокумент22 страницыStructural Equation Modelingjohn949Оценок пока нет
- (Health Metrics Network) World Health Organization - Assessing The National Health Information System - Assessment Tool Version 4.0 - World Health Organization (2008)Документ78 страниц(Health Metrics Network) World Health Organization - Assessing The National Health Information System - Assessment Tool Version 4.0 - World Health Organization (2008)afianti sulastriОценок пока нет
- Performance AppraisalДокумент43 страницыPerformance Appraisalamn_thkrОценок пока нет
- Ezekiel Project Work-1Документ35 страницEzekiel Project Work-1saheedОценок пока нет
- Section - 8 Case-8.3Документ9 страницSection - 8 Case-8.3syafiraОценок пока нет