Вам также может понравиться
- Different Methods of Food PreservationДокумент22 страницыDifferent Methods of Food Preservationanand jeughaleОценок пока нет
- The Importance of Science and Food TechnologyДокумент3 страницыThe Importance of Science and Food Technologysha_bee100% (3)
- Micron Interview Questions Summary # Question 1 Parsing The HTML WebpagesДокумент2 страницыMicron Interview Questions Summary # Question 1 Parsing The HTML WebpagesKartik SharmaОценок пока нет
- Marine Lifting and Lashing HandbookДокумент96 страницMarine Lifting and Lashing HandbookAmrit Raja100% (1)
- Food Chemistry Is The Study of Chemical Processes and Interactions of All Biological and NonДокумент3 страницыFood Chemistry Is The Study of Chemical Processes and Interactions of All Biological and NonshyjenzОценок пока нет
- BiotecnologíaДокумент13 страницBiotecnologíaEliseo TqОценок пока нет
- Non Thermal or Alternative Food Processing Methods To Enhance Microbial Safety and QualityДокумент8 страницNon Thermal or Alternative Food Processing Methods To Enhance Microbial Safety and QualityRyanRezaFahlepyОценок пока нет
- Irradiation As A Method For Decontaminating FoodДокумент16 страницIrradiation As A Method For Decontaminating FooddraudiraОценок пока нет
- Processing & Preservation by Non-Thermal MethodsДокумент6 страницProcessing & Preservation by Non-Thermal MethodsDavid Uribe100% (1)
- 2 HRT 321 Notes PART B 2020Документ41 страница2 HRT 321 Notes PART B 2020Nisarga T Darya100% (1)
- 1.1the Role of Biotechnology in Food Production and ProcessingДокумент12 страниц1.1the Role of Biotechnology in Food Production and ProcessingJavierОценок пока нет
- Prof Eng 2 Unit 2 Food Processing STD 2020Документ20 страницProf Eng 2 Unit 2 Food Processing STD 2020Thanh VânОценок пока нет
- Three (3) KS' As A Comprehensive Program of Biological: Process Control For Biological HazardsДокумент5 страницThree (3) KS' As A Comprehensive Program of Biological: Process Control For Biological HazardsJhine Lindsei Cano TusoyОценок пока нет
- Thermal Control of Micro-Organisms in Food: April 2019Документ23 страницыThermal Control of Micro-Organisms in Food: April 2019ElbachaОценок пока нет
- A Review On The Beneficial Aspects of Food ProcessingДокумент33 страницыA Review On The Beneficial Aspects of Food ProcessingJéssica BaumwolleОценок пока нет
- Aditya Pundhir and Nida MurtazaДокумент8 страницAditya Pundhir and Nida MurtazaSanti WilujengОценок пока нет
- 04 Handout 1Документ5 страниц04 Handout 1genesis nadonggaОценок пока нет
- Methods For Preservation and Extension of Shelf LifeДокумент14 страницMethods For Preservation and Extension of Shelf LifedesmadradorОценок пока нет
- Introduction of Food Preservation and ProcessingДокумент8 страницIntroduction of Food Preservation and ProcessingChenna Mae ReyesОценок пока нет
- Bio Preservatives in Meat and Meat ProductsДокумент42 страницыBio Preservatives in Meat and Meat Productsjaiemailbackup100% (1)
- Hurdle Technology in Food Preservation: K.Sowjanya, K.Vinay Promod KumarДокумент5 страницHurdle Technology in Food Preservation: K.Sowjanya, K.Vinay Promod KumarIOSRjournalОценок пока нет
- Food Spoilage and AdditivesДокумент14 страницFood Spoilage and AdditivesChristine Garcia RafaelОценок пока нет
- Food Processing & PreservationДокумент46 страницFood Processing & Preservationgaroasenti44Оценок пока нет
- FoodpreservationДокумент7 страницFoodpreservationAvishka DivyanjaliОценок пока нет
- Microorganisms: Antifungal Microbial Agents For Food Biopreservation-A ReviewДокумент35 страницMicroorganisms: Antifungal Microbial Agents For Food Biopreservation-A Reviewtendai shumbaОценок пока нет
- All About Food ScienceДокумент7 страницAll About Food ScienceChristian VasquezОценок пока нет
- FM 25 (2008) 313-323Документ11 страницFM 25 (2008) 313-323Antonia GounadakiОценок пока нет
- Biotechnology Basic TermsДокумент3 страницыBiotechnology Basic TermsSoumen PaulОценок пока нет
- Food Processing, Food Spoilage and Their Prevention: An OverviewДокумент7 страницFood Processing, Food Spoilage and Their Prevention: An OverviewSSR-IIJLS Journal100% (1)
- Recent Advances in Food Processing Using High Hydrostatic Pressure TechnologyДокумент15 страницRecent Advances in Food Processing Using High Hydrostatic Pressure TechnologyMohammad SafaeipourОценок пока нет
- ECNU 15 00850thermalДокумент19 страницECNU 15 00850thermalFiorent ValenciaОценок пока нет
- Review Article: Predicting The Quality of Pasteurized Vegetables Using Kinetic Models: A ReviewДокумент30 страницReview Article: Predicting The Quality of Pasteurized Vegetables Using Kinetic Models: A Reviewantonio javier couso pinedaОценок пока нет
- Food Technology Is A Branch of Food Science That Deals With The Production, Preservation, Quality ControlДокумент4 страницыFood Technology Is A Branch of Food Science That Deals With The Production, Preservation, Quality ControlGiselle CabangonОценок пока нет
- Food Processing & Preservation: HistoryДокумент11 страницFood Processing & Preservation: HistoryArifur RahmanОценок пока нет
- Kalyani Et Al., 2014Документ7 страницKalyani Et Al., 2014yanuarОценок пока нет
- Food Leacture 1Документ38 страницFood Leacture 1nahomabebezewdye2Оценок пока нет
- Food PreservationДокумент5 страницFood PreservationMark Christian P. MesinaОценок пока нет
- Efeitos de Varios Processo Na Preservacao Antiox de Vegetaisal-Juhaimi2018Документ9 страницEfeitos de Varios Processo Na Preservacao Antiox de Vegetaisal-Juhaimi2018Elenice Peltz NutricionistaОценок пока нет
- Application of Chemistry in Food ProcessingДокумент24 страницыApplication of Chemistry in Food ProcessingAkinola AyomideОценок пока нет
- FoodДокумент2 страницыFoodCARLOVIC IBA-OCОценок пока нет
- Bisulphate FoodДокумент21 страницаBisulphate FoodRock Thakural Jaat100% (1)
- Food Preservation by Hurdle TechnologyДокумент7 страницFood Preservation by Hurdle TechnologyProf C.S.PurushothamanОценок пока нет
- FDST 18111001 Madiha JavedДокумент7 страницFDST 18111001 Madiha JavedMuhammad WaqarОценок пока нет
- Assignment 1 45422 PDFДокумент5 страницAssignment 1 45422 PDFafinayianОценок пока нет
- Preservatives 1Документ9 страницPreservatives 1DintleОценок пока нет
- Thermal ProcessingДокумент17 страницThermal ProcessingGcinumuzi NdunaОценок пока нет
- Application of Hurdle Technology in Traditional Indian Dairy ProductsДокумент4 страницыApplication of Hurdle Technology in Traditional Indian Dairy ProductsPravin Zine PatilОценок пока нет
- Produce Food Safety and Interventions To Reduce RiskДокумент6 страницProduce Food Safety and Interventions To Reduce RiskclperryОценок пока нет
- Noor Syazwanie (Edited)Документ5 страницNoor Syazwanie (Edited)Wanie RusmiОценок пока нет
- Group 8 - Biodiversity FinalДокумент15 страницGroup 8 - Biodiversity FinalmanlanothammillanОценок пока нет
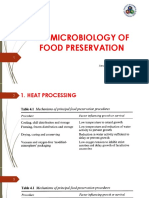
- C5 - The Microbiology of Food PreservationДокумент57 страницC5 - The Microbiology of Food PreservationPaula MorisОценок пока нет
- Hurdle TechnolgyДокумент25 страницHurdle TechnolgyCharlene Mae Rabaja DeteraОценок пока нет
- Agri CuliДокумент11 страницAgri CuliAdriel MendozaОценок пока нет
- Abag, Mary Eisle E. Acosta, Charrisma A. Beron, Danica D. Camsol, Kristina CДокумент55 страницAbag, Mary Eisle E. Acosta, Charrisma A. Beron, Danica D. Camsol, Kristina CRen H. RoxasОценок пока нет
- Emergence of BiochemistryДокумент4 страницыEmergence of BiochemistryJhon Rey LagosОценок пока нет
- Presented By: Sreeraj M. Sreeraj P. ManiДокумент166 страницPresented By: Sreeraj M. Sreeraj P. ManiSREERAJОценок пока нет
- Basic Principles Methods Terms and Terminologies of Food Processing FinalДокумент43 страницыBasic Principles Methods Terms and Terminologies of Food Processing FinalLove PuraОценок пока нет
- The Role of Biotechnology in Food Production and ProcessingДокумент6 страницThe Role of Biotechnology in Food Production and ProcessingkingsleyesedebeОценок пока нет
- Food Processing Is The Set of Methods and Techniques Used To TransformДокумент5 страницFood Processing Is The Set of Methods and Techniques Used To TransformMatthew BroadОценок пока нет
- Food Handler's Manual: StudentОт EverandFood Handler's Manual: StudentОценок пока нет
- Campylobacter: Features, Detection, and Prevention of Foodborne DiseaseОт EverandCampylobacter: Features, Detection, and Prevention of Foodborne DiseaseGünter KleinОценок пока нет
- Assignment Boston Duck ToursДокумент6 страницAssignment Boston Duck ToursDainoo Brown0% (2)
- Effeciency and Inefficiency of Small & Medium SizedДокумент11 страницEffeciency and Inefficiency of Small & Medium SizedDainoo BrownОценок пока нет
- Review of Articles On Digital EntrepreneurshipДокумент10 страницReview of Articles On Digital EntrepreneurshipDainoo Brown100% (1)
- Dis Clinic and Cape FM Pre-Afahye Free Medical Screening (Saturday, 30 Aug, 2014 at Adisco Park)Документ2 страницыDis Clinic and Cape FM Pre-Afahye Free Medical Screening (Saturday, 30 Aug, 2014 at Adisco Park)Dainoo BrownОценок пока нет
- EBOLA VIRUS DISEASE Screening QuestinnaireДокумент1 страницаEBOLA VIRUS DISEASE Screening QuestinnaireDainoo BrownОценок пока нет
- CDKR Web v0.2rcДокумент3 страницыCDKR Web v0.2rcAGUSTIN SEVERINOОценок пока нет
- The Rise of Populism and The Crisis of Globalization: Brexit, Trump and BeyondДокумент11 страницThe Rise of Populism and The Crisis of Globalization: Brexit, Trump and Beyondalpha fiveОценок пока нет
- Brand Positioning of PepsiCoДокумент9 страницBrand Positioning of PepsiCoAbhishek DhawanОценок пока нет
- Rebar Coupler: Barlock S/CA-Series CouplersДокумент1 страницаRebar Coupler: Barlock S/CA-Series CouplersHamza AldaeefОценок пока нет
- BS 8541-1-2012Документ70 страницBS 8541-1-2012Johnny MongesОценок пока нет
- Tradingview ShortcutsДокумент2 страницыTradingview Shortcutsrprasannaa2002Оценок пока нет
- Properties of Moist AirДокумент11 страницProperties of Moist AirKarthik HarithОценок пока нет
- Sophia Program For Sustainable FuturesДокумент128 страницSophia Program For Sustainable FuturesfraspaОценок пока нет
- Employees' Pension Scheme, 1995: Form No. 10 C (E.P.S)Документ4 страницыEmployees' Pension Scheme, 1995: Form No. 10 C (E.P.S)nasir ahmedОценок пока нет
- M2 Economic LandscapeДокумент18 страницM2 Economic LandscapePrincess SilenceОценок пока нет
- Strobostomp HD™ Owner'S Instruction Manual V1.1 En: 9V DC Regulated 85maДокумент2 страницыStrobostomp HD™ Owner'S Instruction Manual V1.1 En: 9V DC Regulated 85maShane FairchildОценок пока нет
- 1 PBДокумент14 страниц1 PBSaepul HayatОценок пока нет
- Unit 1Документ3 страницыUnit 1beharenbОценок пока нет
- 23 Things You Should Know About Excel Pivot Tables - Exceljet PDFДокумент21 страница23 Things You Should Know About Excel Pivot Tables - Exceljet PDFRishavKrishna0% (1)
- POST TEST 3 and POST 4, in ModuleДокумент12 страницPOST TEST 3 and POST 4, in ModuleReggie Alis100% (1)
- Catalog Celule Siemens 8DJHДокумент80 страницCatalog Celule Siemens 8DJHAlexandru HalauОценок пока нет
- Reflections On Free MarketДокумент394 страницыReflections On Free MarketGRK MurtyОценок пока нет
- How Yaffs WorksДокумент25 страницHow Yaffs WorkseemkutayОценок пока нет
- On CatiaДокумент42 страницыOn Catiahimanshuvermac3053100% (1)
- MORIGINAДокумент7 страницMORIGINAatishОценок пока нет
- Income Statement, Its Elements, Usefulness and LimitationsДокумент5 страницIncome Statement, Its Elements, Usefulness and LimitationsDipika tasfannum salamОценок пока нет
- Seminar On Despute Resolution & IPR Protection in PRCДокумент4 страницыSeminar On Despute Resolution & IPR Protection in PRCrishi000071985100% (2)
- Historical Development of AccountingДокумент25 страницHistorical Development of AccountingstrifehartОценок пока нет
- Tanzania Finance Act 2008Документ25 страницTanzania Finance Act 2008Andrey PavlovskiyОценок пока нет
- Presentation Report On Customer Relationship Management On SubwayДокумент16 страницPresentation Report On Customer Relationship Management On SubwayVikrant KumarОценок пока нет
- BASUG School Fees For Indigene1Документ3 страницыBASUG School Fees For Indigene1Ibrahim Aliyu GumelОценок пока нет
- FIRE FIGHTING ROBOT (Mini Project)Документ21 страницаFIRE FIGHTING ROBOT (Mini Project)Hisham Kunjumuhammed100% (2)
- SBL - The Event - QuestionДокумент9 страницSBL - The Event - QuestionLucio Indiana WalazaОценок пока нет