Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Price List Printer HP Per November 2017Документ14 страницPrice List Printer HP Per November 2017anthony_prawiraОценок пока нет
- Intercostal Drainage and Its ManagementДокумент36 страницIntercostal Drainage and Its ManagementAnusha Verghese67% (3)
- 04AeroModeller April 1960Документ58 страниц04AeroModeller April 1960António OliveiraОценок пока нет
- Model Airplane News Magazine 1994-02Документ82 страницыModel Airplane News Magazine 1994-02António OliveiraОценок пока нет
- Model Airplane News Magazine 1988-06Документ78 страницModel Airplane News Magazine 1988-06António OliveiraОценок пока нет
- 04AeroModeller April 1958Документ59 страниц04AeroModeller April 1958António OliveiraОценок пока нет
- Model Airplane News Magazine 1997-02Документ67 страницModel Airplane News Magazine 1997-02António OliveiraОценок пока нет
- Organ Printing: Callie Thomas BME 281 Fall 2012Документ11 страницOrgan Printing: Callie Thomas BME 281 Fall 2012António OliveiraОценок пока нет
- Electric Flight - November 2017Документ68 страницElectric Flight - November 2017António OliveiraОценок пока нет
- Item Specifications Lead No. Lead Color Lead Gauge Function DescriptionДокумент2 страницыItem Specifications Lead No. Lead Color Lead Gauge Function DescriptionAntónio OliveiraОценок пока нет
- 50" Curtis Jenny Electric Scale ARF Instruction Manual: SpecsДокумент16 страниц50" Curtis Jenny Electric Scale ARF Instruction Manual: SpecsAntónio OliveiraОценок пока нет
- 1903 Wright Flyer Model InstructionsДокумент12 страниц1903 Wright Flyer Model InstructionsAntónio OliveiraОценок пока нет
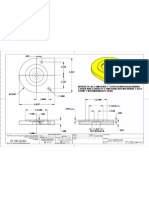
- Ball Turner BaseДокумент1 страницаBall Turner BaseAntónio OliveiraОценок пока нет
- 1911 Caudron Manual 11012013Документ37 страниц1911 Caudron Manual 11012013António OliveiraОценок пока нет
- Special G Codes of CNC ProgrammingДокумент14 страницSpecial G Codes of CNC ProgrammingAntónio OliveiraОценок пока нет
- Tool HolderДокумент1 страницаTool HolderAntónio Oliveira100% (1)
- Steve Bedair's 9x20 Lathe Site4Документ4 страницыSteve Bedair's 9x20 Lathe Site4António OliveiraОценок пока нет
- Assy of Ball TurnerДокумент1 страницаAssy of Ball TurnerAntónio OliveiraОценок пока нет
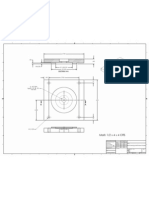
- Ball Turning Hold Down BaseДокумент1 страницаBall Turning Hold Down BaseAntónio OliveiraОценок пока нет
- Hand WheelДокумент1 страницаHand WheelAntónio OliveiraОценок пока нет
- 15 Foot SailboatДокумент4 страницы15 Foot SailboatAntónio OliveiraОценок пока нет
- Perceptual Objective Listening Quality Assessment (POLQA), The Third Generation ITU-T Standard For End-to-End Speech Quality Measurement Part I-Temporal AlignmentДокумент19 страницPerceptual Objective Listening Quality Assessment (POLQA), The Third Generation ITU-T Standard For End-to-End Speech Quality Measurement Part I-Temporal AlignmentmewarulesОценок пока нет
- Instant Download The Practice of Creative Writings 3rd Edition Ebook PDF PDF FREEДокумент32 страницыInstant Download The Practice of Creative Writings 3rd Edition Ebook PDF PDF FREEbarbara.ward425100% (46)
- Unit 2 Talents: Phrasal Verbs: TurnДокумент5 страницUnit 2 Talents: Phrasal Verbs: TurnwhysignupagainОценок пока нет
- 1973 Essays On The Sources For Chinese History CanberraДокумент392 страницы1973 Essays On The Sources For Chinese History CanberraChanna LiОценок пока нет
- (1908) Mack's Barbers' Guide: A Practical Hand-BookДокумент124 страницы(1908) Mack's Barbers' Guide: A Practical Hand-BookHerbert Hillary Booker 2nd100% (1)
- Declaration of Absence of Conflict of InterestДокумент1 страницаDeclaration of Absence of Conflict of InterestJvhelcoronacondat CondatОценок пока нет
- Mooka Panchsati Arya SatakamДокумент18 страницMooka Panchsati Arya SatakamPrasad Raviprolu100% (1)
- 06 Renr5908 08 01 All PDFДокумент108 страниц06 Renr5908 08 01 All PDFFrancisco Ospino Arrieta100% (2)
- Active and Inactive Volcano LPДокумент2 страницыActive and Inactive Volcano LPhorace hernandez100% (5)
- JamPlay 30 Minute Guitar Pratice TemplateДокумент23 страницыJamPlay 30 Minute Guitar Pratice TemplateSunkilr Sönny100% (4)
- Yealink Meeting Server Administrator Guide V10.23.0.5 PDFДокумент97 страницYealink Meeting Server Administrator Guide V10.23.0.5 PDFFatima PérezОценок пока нет
- NM Integrative Wellness MRC Public Health Acupuncture JITTДокумент40 страницNM Integrative Wellness MRC Public Health Acupuncture JITTPrince DhillonОценок пока нет
- 33kV BS7835 LSZH 3core Armoured Power CableДокумент2 страницы33kV BS7835 LSZH 3core Armoured Power Cablelafarge lafargeОценок пока нет
- BRB Personal Care Cost Effictive Guide Formulation Edition 2019Документ28 страницBRB Personal Care Cost Effictive Guide Formulation Edition 2019Abdulrahman HamdanОценок пока нет
- Diagnostic Report: Patient Name: Pranav Chauhan PRANM050319990B 0009VA060799Документ2 страницыDiagnostic Report: Patient Name: Pranav Chauhan PRANM050319990B 0009VA060799pranav chauhanОценок пока нет
- Lesson 2.4Документ8 страницLesson 2.4Tobi TobiasОценок пока нет
- Reading in MCJ 216Документ4 страницыReading in MCJ 216Shela Lapeña EscalonaОценок пока нет
- PmtsДокумент46 страницPmtsDhiraj ZanzadОценок пока нет
- University Physics With Modern Physics 2nd Edition Bauer Test BankДокумент24 страницыUniversity Physics With Modern Physics 2nd Edition Bauer Test BankJustinTaylorepga100% (42)
- Rights of An Accused Under Custodial InvestigationДокумент17 страницRights of An Accused Under Custodial Investigationadrianfrancis9100% (1)
- Cics 400 Administration and Operations GuideДокумент343 страницыCics 400 Administration and Operations GuidedafraumОценок пока нет
- 08 - Chapter 1Документ48 страниц08 - Chapter 1danfm97Оценок пока нет
- PriceDoxy 09 September 2011Документ56 страницPriceDoxy 09 September 2011Elena OltuОценок пока нет
- Master List WДокумент27 страницMaster List Wefrem111Оценок пока нет
- #5-The Specialities in The Krithis of Muthuswamy DikshitharДокумент5 страниц#5-The Specialities in The Krithis of Muthuswamy DikshitharAnuradha MaheshОценок пока нет
- Apc 10kva Ups ManualДокумент36 страницApc 10kva Ups Manualraj rajОценок пока нет
- Paula Moraga (Author) - Geospatial Health Data-Modeling and Visualization With R-InLA and Shiny-Chapman and Hall - CRC (2019)Документ295 страницPaula Moraga (Author) - Geospatial Health Data-Modeling and Visualization With R-InLA and Shiny-Chapman and Hall - CRC (2019)M Khahfi ZuhandaОценок пока нет
- National Article Writing Competition 2020: Centre For Competition and Investment Laws and PolicyДокумент8 страницNational Article Writing Competition 2020: Centre For Competition and Investment Laws and PolicyNisha PasariОценок пока нет