Вам также может понравиться
- Dicionário de Acordes para Violão e GuitarraДокумент33 страницыDicionário de Acordes para Violão e Guitarrayurihm71% (14)
- Sll-Testes Na Parte Elétrica Da Colhedora de Cana SantalДокумент36 страницSll-Testes Na Parte Elétrica Da Colhedora de Cana SantalDaniel zanelatto100% (1)
- Esquema Eletricos Rele e Temporizador Trava PDFДокумент74 страницыEsquema Eletricos Rele e Temporizador Trava PDFIomar Sousa0% (2)
- Diagnóstico Falhas Eletro Eletrônicas Motor MAN D08Документ378 страницDiagnóstico Falhas Eletro Eletrônicas Motor MAN D08Cauê Miranda100% (4)
- Implementando Um Conversor Monofásico->trifásico No Stm32f103c8 Programado No ArduinoОт EverandImplementando Um Conversor Monofásico->trifásico No Stm32f103c8 Programado No ArduinoОценок пока нет
- Megômetro Digital Tester MI-2552Документ16 страницMegômetro Digital Tester MI-2552lestat_tiОценок пока нет
- Guia Emax 2 - Dispositivo de Retardo para Bobina de Minima Tensao - UVDДокумент3 страницыGuia Emax 2 - Dispositivo de Retardo para Bobina de Minima Tensao - UVD19thmnlfreemsОценок пока нет
- Guia - Rapido Inversor Df51Документ57 страницGuia - Rapido Inversor Df51AAllisson Grassi Farias0% (1)
- Atividade Final - Fundamentos Da Automação Industrial - Lidiney SiqueiraДокумент7 страницAtividade Final - Fundamentos Da Automação Industrial - Lidiney Siqueiraelizangela100% (2)
- E62753208 301 B Manual de Usuario SR Com SmartpackДокумент28 страницE62753208 301 B Manual de Usuario SR Com SmartpackLeonardo Rocha Teixeira100% (2)
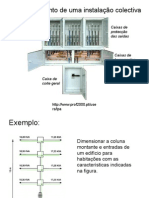
- Dimensionamento de Uma Instalação ColectivaДокумент16 страницDimensionamento de Uma Instalação ColectivaJoão VazОценок пока нет
- Manual Operacao 6se32 Ma Ind1asДокумент76 страницManual Operacao 6se32 Ma Ind1asskaterock1986Оценок пока нет
- Automatização de Sistemas Mecânicos 2020.2 - Semana 4Документ78 страницAutomatização de Sistemas Mecânicos 2020.2 - Semana 4Yves FigueiredoОценок пока нет
- 10 Paralelismo PDFДокумент48 страниц10 Paralelismo PDFMárcioHenriqueОценок пока нет
- VSC Contator MTДокумент42 страницыVSC Contator MTAnonymous QijVnX72UaОценок пока нет
- Manual de instruções para fonte de energia inversora Buddy Arc 145Документ18 страницManual de instruções para fonte de energia inversora Buddy Arc 145RicardoОценок пока нет
- TSBV100r07 PDFДокумент13 страницTSBV100r07 PDFMarcio Rodrigues100% (1)
- ReligadoresДокумент28 страницReligadoresVictor MerlinОценок пока нет
- Memorial Descritivo Subestação SEFZ - RSДокумент76 страницMemorial Descritivo Subestação SEFZ - RSWisller JeffersonОценок пока нет
- Origo Mig 558T. Origo Mig 558TP. Manual Do Usuário e Peças de Reposição. OrigoMig 558T OrigoMig 558TP - 2016Документ44 страницыOrigo Mig 558T. Origo Mig 558TP. Manual Do Usuário e Peças de Reposição. OrigoMig 558T OrigoMig 558TP - 2016Zilvan LeiteОценок пока нет
- Segurança no Sistema ElétricoДокумент121 страницаSegurança no Sistema ElétricoAlex SchurtОценок пока нет
- Retificadores com correção do fator de potênciaДокумент34 страницыRetificadores com correção do fator de potênciaHerickWallaceОценок пока нет
- Bantam 145i PT Rev02Документ28 страницBantam 145i PT Rev02Junior100% (1)
- Instalações Prediais Diagramas OriginalДокумент20 страницInstalações Prediais Diagramas OriginalThiago Filipe Cecchin Paza100% (1)
- Manual Powermax 1500Документ14 страницManual Powermax 1500Lucas Oliveira100% (1)
- Gerador Diesel Monofásico 56kVA 4 Tempos TDMG60E3Документ1 страницаGerador Diesel Monofásico 56kVA 4 Tempos TDMG60E3Celio Di PaceОценок пока нет
- Manual FL 2000 T Rev.00Документ37 страницManual FL 2000 T Rev.00Miranda ZéОценок пока нет
- Harley Davidson - Sportster - 2014 - Electrical Diagnostics Manual - (PDF) - (99495-14BR) - PT-BR PDFДокумент412 страницHarley Davidson - Sportster - 2014 - Electrical Diagnostics Manual - (PDF) - (99495-14BR) - PT-BR PDFcaebbОценок пока нет
- URA-0603 - Folder Ultra-Rapido NH Bussmann 2002Документ12 страницURA-0603 - Folder Ultra-Rapido NH Bussmann 2002estevao_moraesОценок пока нет
- Manual Warrior Feed 304wДокумент88 страницManual Warrior Feed 304wFranciscoОценок пока нет
- 2 Check List Transformador ÚnicoДокумент5 страниц2 Check List Transformador ÚnicoGilmar FerrettiОценок пока нет
- Guia de operação e manutenção de talhas elétricas Bambozzi de 1500/2250/3000 kgДокумент34 страницыGuia de operação e manutenção de talhas elétricas Bambozzi de 1500/2250/3000 kgMárcioHenriqueОценок пока нет
- Rev9 LHI825 PT en EsДокумент48 страницRev9 LHI825 PT en EsDiego100% (1)
- Dados Técnicos MotofreioДокумент178 страницDados Técnicos Motofreiowilliam Oliveira Pinheiro67% (3)
- Procedimento para Procedimento para Operação de Chave Fusível e Chave Faca - Eletrobras RO - 2013Документ11 страницProcedimento para Procedimento para Operação de Chave Fusível e Chave Faca - Eletrobras RO - 2013Hudson LegnarОценок пока нет
- Manual TIG WSE 318 WSE 505Документ24 страницыManual TIG WSE 318 WSE 505Rodrigo Reis - SumigОценок пока нет
- Manual de Segurança SoldagemДокумент24 страницыManual de Segurança SoldagemMKMОценок пока нет
- Guia completo MIG/MAG, TIG e Eletrodo revestidoДокумент24 страницыGuia completo MIG/MAG, TIG e Eletrodo revestidovds94Оценок пока нет
- OrigoMig 408T 408TP 558TДокумент38 страницOrigoMig 408T 408TP 558TRodrigo BilheiroОценок пока нет
- Motores Eletricos - 1Документ106 страницMotores Eletricos - 1Marcio SilvaОценок пока нет
- Máquinas de solda e corte plasmaДокумент43 страницыMáquinas de solda e corte plasmaValdemar CorreiaОценок пока нет
- Carregador de Bateria Portátil 12 _ 24 Volts - CBV1500 - Vonder 220V -Automotivo - Carregador de Bateria Carregador De Bateria Portátil 12 _ 24 Volts - CBV1500 - Vonder 220V -Automotivo - Carregador de Bateria -Документ3 страницыCarregador de Bateria Portátil 12 _ 24 Volts - CBV1500 - Vonder 220V -Automotivo - Carregador de Bateria Carregador De Bateria Portátil 12 _ 24 Volts - CBV1500 - Vonder 220V -Automotivo - Carregador de Bateria -Silva_MichelОценок пока нет
- Lai 407Документ40 страницLai 407Patricia CardosoОценок пока нет
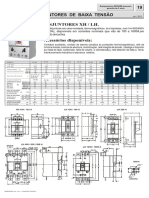
- MCCM-12A-1 Colunas Disjuntoras PDFДокумент386 страницMCCM-12A-1 Colunas Disjuntoras PDFSilvio Lobo0% (1)
- K30 Manual V601Документ47 страницK30 Manual V601ccprado1Оценок пока нет
- Acionamentos de Dispositivos e Atuadores - Nota de Aula 1Документ29 страницAcionamentos de Dispositivos e Atuadores - Nota de Aula 1danielfortalОценок пока нет
- Geradores síncronos monofásicos brushless capacitivosДокумент8 страницGeradores síncronos monofásicos brushless capacitivoscristianoОценок пока нет
- Brastemp Coifa BAF10AR Manual Versao Digital-1Документ24 страницыBrastemp Coifa BAF10AR Manual Versao Digital-1André Luis K BomfimОценок пока нет
- Rele de Nivel 3ug0702 2xk00Документ2 страницыRele de Nivel 3ug0702 2xk00Fabio CamargoОценок пока нет
- GE Disjuntores SurionДокумент12 страницGE Disjuntores SurionsrbonnyroxaОценок пока нет
- CMA e caixas de entrada de energia modulares e resistentesДокумент15 страницCMA e caixas de entrada de energia modulares e resistentesgeorhzОценок пока нет
- Estufa de esterilização e secagem analógica de 11 a 336LДокумент6 страницEstufa de esterilização e secagem analógica de 11 a 336LLeandro GonçalvesОценок пока нет
- Manual Nobreak Apc Srt8kxliДокумент35 страницManual Nobreak Apc Srt8kxlijose luis datenaОценок пока нет
- Termos de garantia e assistência técnicaДокумент8 страницTermos de garantia e assistência técnicareginaldo umbilino silvaОценок пока нет
- Instalação e uso do transmissor botoeira TM70Документ16 страницInstalação e uso do transmissor botoeira TM70ROMAJUSTE1Оценок пока нет
- Cercas Elétricas RuraisДокумент2 страницыCercas Elétricas RuraisJotafrancoОценок пока нет
- Sistemas Elétricos Marítimos - Ele 75 - Aulas 09 e 12Документ14 страницSistemas Elétricos Marítimos - Ele 75 - Aulas 09 e 12Jefferson T. GiraoОценок пока нет
- RGE - Transformador de PotencialДокумент20 страницRGE - Transformador de PotencialBen MartinezОценок пока нет
- Manual Enermax Power Guard II 2500 VaДокумент17 страницManual Enermax Power Guard II 2500 VaRonan NolascoОценок пока нет
- Hyundai Diesel Generator Exploded View Parts ListДокумент1 страницаHyundai Diesel Generator Exploded View Parts ListAC COMPRESSORESОценок пока нет
- Manual DSLCДокумент33 страницыManual DSLCDaniloCamilaMacarioОценок пока нет
- Manual Advance Serial SinapseДокумент24 страницыManual Advance Serial SinapseRonaldo CastroОценок пока нет
- Fibras Opticas SIEMENSДокумент112 страницFibras Opticas SIEMENSjoao terraОценок пока нет
- Máquina Solda TIG ESAB PDFДокумент24 страницыMáquina Solda TIG ESAB PDFmarcio100% (1)
- Nivalda Bento MartinsДокумент69 страницNivalda Bento MartinsbrunotomeОценок пока нет
- Manual Sentron PAC3200 Portugues PDFДокумент168 страницManual Sentron PAC3200 Portugues PDFThiagoPinheiro100% (1)
- Manual CA-40 3GДокумент30 страницManual CA-40 3Grogerfujii0% (1)
- Manual TRR 2600SДокумент10 страницManual TRR 2600SLuis CarlosОценок пока нет
- Catalogo KVA WebДокумент86 страницCatalogo KVA WebAnthony CollucciОценок пока нет
- Esquemas de Rebobinamento50cv 4plosДокумент2 страницыEsquemas de Rebobinamento50cv 4plosvaldemir barros r resende100% (1)
- Disjuntores de baixa tensão BEGHIM com garantia de 2 anosДокумент1 страницаDisjuntores de baixa tensão BEGHIM com garantia de 2 anoscccortizoОценок пока нет
- Aula 01 - Introdução A Comandos ElétricosДокумент39 страницAula 01 - Introdução A Comandos ElétricosPrisciane De Paula MouzinhoОценок пока нет
- Catálogo de Peças Do Motor Cummins NTA 855Документ209 страницCatálogo de Peças Do Motor Cummins NTA 855azul09896% (26)
- Manual 22082008145112Документ8 страницManual 22082008145112casa grande,successОценок пока нет
- Cramaco Manual de Instrução g2r 160-400 NovoДокумент42 страницыCramaco Manual de Instrução g2r 160-400 NovoMárcioHenriqueОценок пока нет
- Manual TRR 2650Документ6 страницManual TRR 2650MárcioHenriqueОценок пока нет
- Cramaco Fechamento em 220V PDFДокумент1 страницаCramaco Fechamento em 220V PDFMárcioHenriqueОценок пока нет
- Cramaco Fechamento em 220V PDFДокумент1 страницаCramaco Fechamento em 220V PDFMárcioHenriqueОценок пока нет
- Dicionário de acordes para viola caipiraДокумент17 страницDicionário de acordes para viola caipiraRobson RobertoОценок пока нет
- 11 Transferencia e Controle PDFДокумент26 страниц11 Transferencia e Controle PDFRodrigoChaves100% (1)
- Enrolamento Do EstatorДокумент1 страницаEnrolamento Do EstatorMárcioHenriqueОценок пока нет
- Musicas Faceis PDFДокумент46 страницMusicas Faceis PDFmarceloОценок пока нет
- Manual 04082010141532Документ11 страницManual 04082010141532MárcioHenrique100% (1)
- Manual 04062009075419Документ7 страницManual 04062009075419MárcioHenriqueОценок пока нет
- Sugestão de Leitura Da Aula 15 - Apostila Harmônicas - SchneiderДокумент19 страницSugestão de Leitura Da Aula 15 - Apostila Harmônicas - Schneiderjefao_MMAОценок пока нет
- Bambozzi Gerador Sincrono Monofasico Especificacoes Tecnicas 439907Документ6 страницBambozzi Gerador Sincrono Monofasico Especificacoes Tecnicas 439907MárcioHenrique100% (2)
- Dados Construtivos Das Bobinas TCДокумент1 страницаDados Construtivos Das Bobinas TCMárcioHenriqueОценок пока нет
- Dados de Enrolamento e Ligacao Do RotorДокумент1 страницаDados de Enrolamento e Ligacao Do RotorMárcioHenriqueОценок пока нет
- Apostila Procobre ChoquesДокумент10 страницApostila Procobre ChoquesCCAMELOОценок пока нет
- TMC 370Документ10 страницTMC 370Thiago PiresОценок пока нет
- Guia Completo de Seleção Soft Starters SIRIUS 3RW30Документ12 страницGuia Completo de Seleção Soft Starters SIRIUS 3RW30Anderson SilvaОценок пока нет
- Manual CSISДокумент3 страницыManual CSISMarcelo CorreaОценок пока нет
- Manual de instrução estabilizador linha ROBOT-Z AmplimagДокумент18 страницManual de instrução estabilizador linha ROBOT-Z AmplimagThiago BertiОценок пока нет
- ClimaДокумент21 страницаClimaemerson100% (1)
- Nt.00002.Eqtl 08 Anexo II Nt.002 Dimensionamento Se AereaДокумент4 страницыNt.00002.Eqtl 08 Anexo II Nt.002 Dimensionamento Se Aereatobyflanderson156Оценок пока нет
- Lincoln Eletric - Cv400iДокумент44 страницыLincoln Eletric - Cv400iGiliard LemosОценок пока нет
- Manual do Proprietário JET 50: Guia Completo de Funcionamento e ManutençãoДокумент80 страницManual do Proprietário JET 50: Guia Completo de Funcionamento e ManutençãoJonathan TeixeiraОценок пока нет
- Service Man Sony CDX Gt827uxДокумент58 страницService Man Sony CDX Gt827uxSalvadorRodriguesОценок пока нет
- Manual Hardcut 82 220VДокумент31 страницаManual Hardcut 82 220VIvan FontesОценок пока нет
- Proteção Rede ElétricaДокумент77 страницProteção Rede ElétricaFrancisco SilvaОценок пока нет
- Comandos EletricosДокумент75 страницComandos EletricosDavid Augusto RibeiroОценок пока нет
- Slides Formação em Comandos Elétricos - 230916 - 142829Документ182 страницыSlides Formação em Comandos Elétricos - 230916 - 142829Eloizio santosОценок пока нет
- Artigo ProteçãoДокумент7 страницArtigo ProteçãoMauro César BaldisseraОценок пока нет
- Grupo Soldador Bambozzi TN6-B56Документ11 страницGrupo Soldador Bambozzi TN6-B56KarlaeLucasGrôpo100% (1)
- Esquema Eletrico 890.3Документ138 страницEsquema Eletrico 890.3Paulo SilvaОценок пока нет
- Manual Completo Neurodyn CompactДокумент66 страницManual Completo Neurodyn CompactRamon AntunesОценок пока нет
- BT 002 03ptДокумент7 страницBT 002 03ptHelioОценок пока нет
- Proteção de Sistemas de DistribuiçãoДокумент58 страницProteção de Sistemas de DistribuiçãoModestoОценок пока нет