Вам также может понравиться
- Handling and Transportation Guide For Ethylene Refrigerated Liquid Cryogenic EthyleneДокумент101 страницаHandling and Transportation Guide For Ethylene Refrigerated Liquid Cryogenic EthyleneFadlul Akbar HerfiantoОценок пока нет
- Chemical Storage XyzДокумент8 страницChemical Storage XyzFadlul Akbar HerfiantoОценок пока нет
- Eaton Pipeline Strainer Pressure Drop CalculationsДокумент2 страницыEaton Pipeline Strainer Pressure Drop CalculationsFadlul Akbar HerfiantoОценок пока нет
- Eaton Pipeline Strainer Pressure Drop CalculationsДокумент1 страницаEaton Pipeline Strainer Pressure Drop Calculationsreborn_willyОценок пока нет
- Tecumseh Guidelines For Utilization of R404A and R507Документ7 страницTecumseh Guidelines For Utilization of R404A and R507Fadlul Akbar HerfiantoОценок пока нет
- Common Mistake in Design Use of Ro SystemsДокумент3 страницыCommon Mistake in Design Use of Ro SystemsFadlul Akbar HerfiantoОценок пока нет
- Tank Field Inspection and Test ProcedureДокумент8 страницTank Field Inspection and Test ProcedureFadlul Akbar HerfiantoОценок пока нет
- Tank Field Inspection and Test ProcedureДокумент29 страницTank Field Inspection and Test ProcedureFadlul Akbar Herfianto100% (2)
- 2 RP-7 DrawingДокумент11 страниц2 RP-7 DrawingFadlul Akbar HerfiantoОценок пока нет
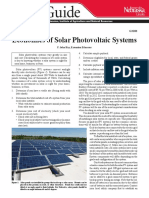
- g2182 PDFДокумент4 страницыg2182 PDFFadlul Akbar HerfiantoОценок пока нет
- Ethylene Oxide C2h4o Safety Data Sheet Sds p4798Документ10 страницEthylene Oxide C2h4o Safety Data Sheet Sds p4798Yuna VerdyОценок пока нет
- TaharnsrjrsjrsjДокумент49 страницTaharnsrjrsjrsjFadlul Akbar HerfiantoОценок пока нет
- Pressure Guidelines For HDPaaEДокумент2 страницыPressure Guidelines For HDPaaEFadlul Akbar HerfiantoОценок пока нет
- Pygas SpecДокумент1 страницаPygas SpecFadlul Akbar HerfiantoОценок пока нет
- B-84567-SB-PP0-RLL-ST-00-0001 - 2 - AOC - Line ListДокумент22 страницыB-84567-SB-PP0-RLL-ST-00-0001 - 2 - AOC - Line ListFadlul Akbar HerfiantoОценок пока нет
- Sket Pump House ModelДокумент1 страницаSket Pump House ModelFadlul Akbar HerfiantoОценок пока нет
- B 84567 SB PP0 DSR ST 23 0009 3 AOC Inlet Compressor PackageДокумент8 страницB 84567 SB PP0 DSR ST 23 0009 3 AOC Inlet Compressor PackageFadlul Akbar HerfiantoОценок пока нет
- Agh IGEM-SR-16 Edition 2Документ10 страницAgh IGEM-SR-16 Edition 2Fadlul Akbar HerfiantoОценок пока нет
- Activated Carbon Product InfoДокумент1 страницаActivated Carbon Product InfoFadlul Akbar HerfiantoОценок пока нет
- B 84567 SB PP0 DRT ST 60 0003 - 2 - AOC - Existing Fuel Gas System Adequacy CheckДокумент41 страницаB 84567 SB PP0 DRT ST 60 0003 - 2 - AOC - Existing Fuel Gas System Adequacy CheckFadlul Akbar Herfianto100% (1)
- Struktur Commisioning - HMTP AreaДокумент1 страницаStruktur Commisioning - HMTP AreaFadlul Akbar HerfiantoОценок пока нет
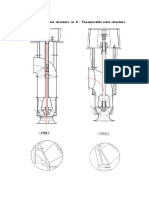
- Mixed Flow Pump Structure ChooseДокумент4 страницыMixed Flow Pump Structure ChooseFadlul Akbar HerfiantoОценок пока нет
- B 84567 SB Hp1 DSR ST 72 0002 1 Aoc Safety EquipmentДокумент8 страницB 84567 SB Hp1 DSR ST 72 0002 1 Aoc Safety EquipmentFadlul Akbar HerfiantoОценок пока нет
- Struktur Commisioning - GF AreaДокумент1 страницаStruktur Commisioning - GF AreaFadlul Akbar HerfiantoОценок пока нет
- Carbon Black FDA Compliant DocumentДокумент4 страницыCarbon Black FDA Compliant DocumentGleidiston ZattoniОценок пока нет
- Struktur Commisioning - Sinter AreaДокумент1 страницаStruktur Commisioning - Sinter AreaFadlul Akbar HerfiantoОценок пока нет
- EdiДокумент5 страницEdiFadlul Akbar HerfiantoОценок пока нет
- Struktur Commisioning - BF AreaДокумент1 страницаStruktur Commisioning - BF AreaFadlul Akbar HerfiantoОценок пока нет
- MSDS MolassesV2Документ3 страницыMSDS MolassesV2Fadlul Akbar HerfiantoОценок пока нет
- 9100Y8G2Документ41 страница9100Y8G2Fadlul Akbar HerfiantoОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- En-485-4 AlMg3 H22Документ20 страницEn-485-4 AlMg3 H22Atul FalduОценок пока нет
- The Plasma Boundary of Magnetic Fusion DevicesДокумент715 страницThe Plasma Boundary of Magnetic Fusion Devicesvikas rathoreОценок пока нет
- 04 Breakdown in SolidsДокумент44 страницы04 Breakdown in SolidsYii Su Hieng100% (2)
- Lec # 08 Solids As InsulatorsДокумент11 страницLec # 08 Solids As InsulatorsAlexander MartinОценок пока нет
- CHM 111 - States of MatterДокумент81 страницаCHM 111 - States of MatterBABATIMILEYIN OLLAОценок пока нет
- NOLTA US Catalog CompleteДокумент16 страницNOLTA US Catalog CompleteFelix BonnОценок пока нет
- Science Quest 8 MatterДокумент19 страницScience Quest 8 MatterNoble_Truth100% (1)
- Tech-Ed: Thermal Conductivity Apparatus - SolidsДокумент2 страницыTech-Ed: Thermal Conductivity Apparatus - Solidsashoku2Оценок пока нет
- JJДокумент45 страницJJjaimeОценок пока нет
- G8 Science 3RD QTRДокумент4 страницыG8 Science 3RD QTRFlorita LagramaОценок пока нет
- ChemicalEngineering - Chemical Engineering July 2022Документ65 страницChemicalEngineering - Chemical Engineering July 2022Kimberly ConleyОценок пока нет
- Electrical Properties of MaterialsДокумент7 страницElectrical Properties of MaterialsMahrukh JavedОценок пока нет
- 5th Grade Structures and Properties of MatterДокумент37 страниц5th Grade Structures and Properties of Matterapi-93186029Оценок пока нет
- Unit 4: Heat EnergyДокумент15 страницUnit 4: Heat EnergyMahamud elmogeОценок пока нет
- Unit Plan Grade 5 ChemistryДокумент21 страницаUnit Plan Grade 5 Chemistryapi-383228642Оценок пока нет
- Global VP Engineering Electronics in USA Resume Thirukumar VethanayagamДокумент3 страницыGlobal VP Engineering Electronics in USA Resume Thirukumar VethanayagamThirukumarVОценок пока нет
- Form 3 Chemistry Unit PlanДокумент26 страницForm 3 Chemistry Unit PlanTifanie100% (2)
- PT - Science 5 - Q1Документ4 страницыPT - Science 5 - Q1Jomelyn MaderaОценок пока нет
- Basic Concepts of Crystal StructureДокумент46 страницBasic Concepts of Crystal StructureHannah TaeHun60% (5)
- Choi 2019 J. Electrochem. Soc. 166 A5193Документ9 страницChoi 2019 J. Electrochem. Soc. 166 A5193seleljain.1si18ch028Оценок пока нет
- EE Catalogue PDFДокумент27 страницEE Catalogue PDFssnОценок пока нет
- Catalog OlijuДокумент64 страницыCatalog OlijuEncep RindikaОценок пока нет
- High Entropy Alloy CoCrFeMnNi Produced by Powder MetallurgyДокумент15 страницHigh Entropy Alloy CoCrFeMnNi Produced by Powder MetallurgyKarthi SiddhОценок пока нет
- All-Flo GIC OILДокумент80 страницAll-Flo GIC OILkris owusuОценок пока нет
- Refrigeration Paper in IJSER FormatДокумент14 страницRefrigeration Paper in IJSER Formattitto84886Оценок пока нет
- Dr. Ashutosh Pandey Chemistry Department MNNIT AllahabadДокумент22 страницыDr. Ashutosh Pandey Chemistry Department MNNIT AllahabadbotiwaОценок пока нет
- Lesson Plan Format School of Education The College of New Jersey 1. Title or Topic of The Lesson and Grade LevelДокумент3 страницыLesson Plan Format School of Education The College of New Jersey 1. Title or Topic of The Lesson and Grade Levelapi-406958558Оценок пока нет
- Jill Pre FormulationДокумент48 страницJill Pre Formulationyogesh0% (1)
- Ogden's Basic English (830 Words)Документ22 страницыOgden's Basic English (830 Words)freelancer800100% (2)
- Part1 High Voltage Engineering PDFДокумент67 страницPart1 High Voltage Engineering PDFQais Alsafasfeh0% (1)