Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Art Lab For Little Kids - Susan Schwake PDFДокумент146 страницArt Lab For Little Kids - Susan Schwake PDFEmma Alfonzo67% (3)
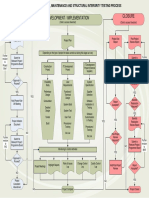
- Method Statement of T-Beams PDFДокумент14 страницMethod Statement of T-Beams PDFKAmi KaMranОценок пока нет
- Tower Failures Causes and CuresДокумент42 страницыTower Failures Causes and CuresGh MahmoudОценок пока нет
- Abaqus 2016: Modeling and Visualization Analysis ReferenceДокумент1 страницаAbaqus 2016: Modeling and Visualization Analysis Referenceraghu_chandra_3Оценок пока нет
- Vietnam PDFДокумент7 страницVietnam PDFgabyorОценок пока нет
- Effective Bore Pile Design and Installation: September 2012Документ20 страницEffective Bore Pile Design and Installation: September 2012jesusgameboyОценок пока нет
- GlossaryДокумент78 страницGlossaryraghu_chandra_3Оценок пока нет
- Project Initiation To CompletionДокумент4 страницыProject Initiation To CompletionjesusgameboyОценок пока нет
- Example1 PDFДокумент48 страницExample1 PDFjesusgameboyОценок пока нет
- CPT SoundingsДокумент32 страницыCPT Soundingspieterjpeeters9924Оценок пока нет
- SS TowersManualДокумент53 страницыSS TowersManualPrasert Boontharaksa100% (1)
- Telecom Checklist For Co-LocationДокумент8 страницTelecom Checklist For Co-LocationjesusgameboyОценок пока нет
- 415-1structural Analysis Re Woodstock ReloДокумент62 страницы415-1structural Analysis Re Woodstock ReloAnonymous JcgSiw2jMbОценок пока нет
- Cohoe Radio Observatory, Alaska Part 2, Guyed Tower Foundation ConstructionДокумент8 страницCohoe Radio Observatory, Alaska Part 2, Guyed Tower Foundation ConstructionjesusgameboyОценок пока нет
- CHANCE Helical Foundations For Telecom StructuresДокумент12 страницCHANCE Helical Foundations For Telecom StructuresMN Titas Titas100% (1)
- 6 Anil Agarwal MNRE WorkshopДокумент15 страниц6 Anil Agarwal MNRE WorkshopjesusgameboyОценок пока нет
- Kaul, RДокумент135 страницKaul, RjesusgameboyОценок пока нет
- Tia Tr14-7 Atlanta 2007 ApprovedДокумент8 страницTia Tr14-7 Atlanta 2007 ApprovedjesusgameboyОценок пока нет
- RISATowerDemo Free-Standing PDFДокумент84 страницыRISATowerDemo Free-Standing PDFjesusgameboyОценок пока нет
- Design of Steel StructuresДокумент26 страницDesign of Steel StructuresMfon UdoitaОценок пока нет
- Annexi (ITB Requirements Technical Specifications & Drawings)Документ16 страницAnnexi (ITB Requirements Technical Specifications & Drawings)jesusgameboyОценок пока нет
- Seismic DesignДокумент14 страницSeismic DesignSafi Zabihullah SafiОценок пока нет
- Finite Element Seismic Analysis of Guyed MastsДокумент166 страницFinite Element Seismic Analysis of Guyed MastsseetaramayyaОценок пока нет
- Guide To Structural Steel Selection - G-SpecificationsДокумент56 страницGuide To Structural Steel Selection - G-SpecificationsFelix RanillaОценок пока нет
- Publicity Seismic v3Документ3 страницыPublicity Seismic v3jesusgameboyОценок пока нет
- 1 Bay Section FlyerДокумент1 страница1 Bay Section FlyerjesusgameboyОценок пока нет
- TIA-222 G Reference CatelogДокумент0 страницTIA-222 G Reference CatelogHpone HtetОценок пока нет
- Fmo ManualДокумент60 страницFmo Manualjesusgameboy100% (1)
- Special Considerations in Marine Pile Design and ConstructionДокумент3 страницыSpecial Considerations in Marine Pile Design and ConstructionNitinShepurОценок пока нет
- Staad-Pro Tower Analysis ProcedureДокумент2 страницыStaad-Pro Tower Analysis ProcedurejesusgameboyОценок пока нет
- Fixed Dolphins Fixed Dolphins Fixed Dolphins: 640.01 GeneralДокумент8 страницFixed Dolphins Fixed Dolphins Fixed Dolphins: 640.01 GeneraljesusgameboyОценок пока нет
- LEVEL 2-Anxiety-Adult (PROMIS Emotional Distress-Anxiety - Short Form)Документ1 страницаLEVEL 2-Anxiety-Adult (PROMIS Emotional Distress-Anxiety - Short Form)alemsaudementalОценок пока нет
- Basic Pancakes Recipe - Martha StewartДокумент37 страницBasic Pancakes Recipe - Martha Stewartkrishna kumarОценок пока нет
- LEM 91-161 Fla E 0612Документ13 страницLEM 91-161 Fla E 0612Julen IturriozОценок пока нет
- PIANC SMART Rivers Proceedings OkДокумент190 страницPIANC SMART Rivers Proceedings OkMartin PrietoОценок пока нет
- Architecture of HimalayasДокумент3 страницыArchitecture of HimalayasAndrea CaballeroОценок пока нет
- Pruebas y Mantenimiento Automático Centralizado para Detectores de Humo Direccionales Vesda VeaДокумент50 страницPruebas y Mantenimiento Automático Centralizado para Detectores de Humo Direccionales Vesda Veasanti0305Оценок пока нет
- Coulomb's Law and Electric Field Intensity: Engineering ElectromagneticsДокумент24 страницыCoulomb's Law and Electric Field Intensity: Engineering ElectromagneticsKenn SenadosОценок пока нет
- AdsfatreewerwertgdsfДокумент1 страницаAdsfatreewerwertgdsfJhonel AguilarОценок пока нет
- Rig 166 Data SheetДокумент2 страницыRig 166 Data SheetEstuardo OlanОценок пока нет
- Advanced Automatic ControlДокумент26 страницAdvanced Automatic Controlabdullah 3mar abou reashaОценок пока нет
- Artikel Penelitian Annisa Humairah IbrahimДокумент15 страницArtikel Penelitian Annisa Humairah Ibrahimisma nurhandayaniОценок пока нет
- Davao Region Slogan Reflective EssayДокумент4 страницыDavao Region Slogan Reflective EssayDonna Elaine OrdoñezОценок пока нет
- Hazard & Turn Signal Lamp CircuitДокумент2 страницыHazard & Turn Signal Lamp CircuitTanya PiriyabunharnОценок пока нет
- Chapter 01 Vacuum Chambers Special Components PDFДокумент14 страницChapter 01 Vacuum Chambers Special Components PDFmindrumihaiОценок пока нет
- Robotics Toolbox 9.6 TutorialДокумент149 страницRobotics Toolbox 9.6 TutorialRogério Lopes100% (1)
- HorticultureДокумент12 страницHorticultureवरुण राठीОценок пока нет
- Factorisation PDFДокумент3 страницыFactorisation PDFRaj Kumar0% (1)
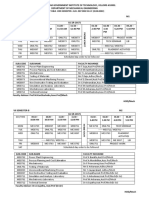
- Odd Semester Time Table Aug - Dec22 Wef 22.08.2022.NEWДокумент4 страницыOdd Semester Time Table Aug - Dec22 Wef 22.08.2022.NEWKiran KumarОценок пока нет
- VisakhapatnamДокумент27 страницVisakhapatnamCherukupalli Gopala KrishnaОценок пока нет
- PTFE HZ-2 HoerbigerДокумент2 страницыPTFE HZ-2 HoerbigerТатьяна ВасильеваОценок пока нет
- Topic 2 P2: MarkschemeДокумент58 страницTopic 2 P2: MarkschemeZihil ShahОценок пока нет
- Approved Reading List Editions 2019ff As of 01 19 2023 2Документ9 страницApproved Reading List Editions 2019ff As of 01 19 2023 2nikolОценок пока нет
- Type of TrucksДокумент8 страницType of TrucksYojhan VelezОценок пока нет
- Y-7 Yoke: AC/DC Electromagnetic YokeДокумент2 страницыY-7 Yoke: AC/DC Electromagnetic YokeImmanuel RajОценок пока нет
- Economics 526 - Mathematics For Economists: Day(s) Time LocationДокумент5 страницEconomics 526 - Mathematics For Economists: Day(s) Time LocationGaurav JakhuОценок пока нет
- At Your Service: Affordable LandscapingДокумент1 страницаAt Your Service: Affordable LandscapingDamaris HigginsОценок пока нет
- Vortex 70Документ92 страницыVortex 70MajazОценок пока нет
- Calibrating Images TutorialДокумент14 страницCalibrating Images TutorialtrujillomadrigalОценок пока нет