Вам также может понравиться
- Thomson Electrac HD Linear Actuator Motion Control per CAN BusОт EverandThomson Electrac HD Linear Actuator Motion Control per CAN BusОценок пока нет
- Programming Manual CR0411 PDFДокумент242 страницыProgramming Manual CR0411 PDFmarius.chitigaОценок пока нет
- Masso G3: HS1 HS2 HS3 LS1 LS2 LS3 LS4 LS5 LS6 LS7 LS8 SFДокумент1 страницаMasso G3: HS1 HS2 HS3 LS1 LS2 LS3 LS4 LS5 LS6 LS7 LS8 SFFaisal KhanОценок пока нет
- Advance PLCДокумент2 страницыAdvance PLCtarekamininfoОценок пока нет
- InfoPLC Net LXM32Документ347 страницInfoPLC Net LXM32patulakeОценок пока нет
- Safety - Msr131rtpДокумент2 страницыSafety - Msr131rtpJose Hilario Rivera RezaОценок пока нет
- EditorДокумент112 страницEditorchuthoong010Оценок пока нет
- XP3 PLC/HMI Hardware Manual SummaryДокумент41 страницаXP3 PLC/HMI Hardware Manual SummarycenturycalinОценок пока нет
- L Series GXWorks2 Programming RevAДокумент208 страницL Series GXWorks2 Programming RevArubén fdfОценок пока нет
- StarterДокумент18 страницStarterLeandro FranciscoОценок пока нет
- PLC Connection Guide1Документ1 044 страницыPLC Connection Guide1DscavalcanteОценок пока нет
- Tse-S800-2.4e Yaskawa Servo Drive Manual.a PDFДокумент78 страницTse-S800-2.4e Yaskawa Servo Drive Manual.a PDFchidambaram kasi100% (1)
- MaxDNA Contents - C2Документ8 страницMaxDNA Contents - C2dinkarbhel0% (1)
- M571 en M B11Документ64 страницыM571 en M B11Sean MoffittОценок пока нет
- Toshiba BS Servo X Series Synchronous AC Servo AmplifiersДокумент16 страницToshiba BS Servo X Series Synchronous AC Servo Amplifiersdaniel100% (1)
- Abb Acs800 02 ManualДокумент156 страницAbb Acs800 02 Manualjosega123Оценок пока нет
- CANopen Communication Protocol OverviewДокумент130 страницCANopen Communication Protocol Overviewninja dragonОценок пока нет
- FBSI 1103 enДокумент494 страницыFBSI 1103 enAlen JusufovicОценок пока нет
- 6ra70 PDFДокумент232 страницы6ra70 PDFChowdary MnchowdaryОценок пока нет
- Manual Op5 15 eДокумент177 страницManual Op5 15 eFernando DallaquaОценок пока нет
- PGQS e 2Документ104 страницыPGQS e 2selavilizationОценок пока нет
- PVG16Документ60 страницPVG16Cesar Muñoz OssesОценок пока нет
- AMO Incremental Length Encoder CatalogДокумент56 страницAMO Incremental Length Encoder CatalogElectromateОценок пока нет
- Schneider Electric Zelio LogicДокумент8 страницSchneider Electric Zelio LogicdegdougОценок пока нет
- NCU Operate 26 SP1 HF2 76Документ39 страницNCU Operate 26 SP1 HF2 76vagadiyagОценок пока нет
- Can Open Slave Software ManualДокумент65 страницCan Open Slave Software ManualSyed Mohammad NaveedОценок пока нет
- SINUMERIK 840D SL System VariablesДокумент683 страницыSINUMERIK 840D SL System VariablesFilipe Braga0% (1)
- Auto-Axcess E 675 DigitalДокумент164 страницыAuto-Axcess E 675 DigitalweldtechОценок пока нет
- EB8000 Manual (HmiWeintek - VN)Документ702 страницыEB8000 Manual (HmiWeintek - VN)Nguyễn Ngọc QuýОценок пока нет
- Service On Sinamics ConvertersДокумент16 страницService On Sinamics Converterssiva kumarОценок пока нет
- Manual de Instalacao Comando New990tdcaДокумент100 страницManual de Instalacao Comando New990tdcaAstrumosОценок пока нет
- Visual LCD Studio Visual LCD Studio Visual LCD Studio: Unda TechДокумент54 страницыVisual LCD Studio Visual LCD Studio Visual LCD Studio: Unda TechIsmaelОценок пока нет
- 22323232322332mitsubishi LvsДокумент140 страниц22323232322332mitsubishi LvsSunil SinghОценок пока нет
- GFK 0487 CДокумент119 страницGFK 0487 CJorge Landim CarvalhoОценок пока нет
- Poweflex 400 User Manual PDFДокумент218 страницPoweflex 400 User Manual PDFRichie ChicolОценок пока нет
- Rohm Lathe ChucksДокумент91 страницаRohm Lathe ChucksNebojša ObradovićОценок пока нет
- SiemensДокумент3 страницыSiemensHesham SharakyОценок пока нет
- Variateur PanasonicДокумент16 страницVariateur PanasonicKablan Noel0% (1)
- Profibus DP Module Operating Manual enДокумент40 страницProfibus DP Module Operating Manual enCristian IozsaОценок пока нет
- Mains Compact NT 1.0 Reference GuideДокумент130 страницMains Compact NT 1.0 Reference GuideJaime Igor ViegasОценок пока нет
- Modicom M340Документ267 страницModicom M340Davis AcuñaОценок пока нет
- Usb To BeckhoffДокумент1 страницаUsb To BeckhoffLalo De GanteОценок пока нет
- Manual ModCom M340Документ216 страницManual ModCom M340Vilson Martins GonçalvesОценок пока нет
- Encoders For Brushless Motor Commutation HEIDENHAINДокумент3 страницыEncoders For Brushless Motor Commutation HEIDENHAINCristopher EntenaОценок пока нет
- S7300ce 140903150130 Phpapp01Документ18 страницS7300ce 140903150130 Phpapp01Suhendri SaputraОценок пока нет
- Genaral Catalog PLC PanasonicДокумент36 страницGenaral Catalog PLC Panasonicpeter08068350% (2)
- SIMATIC S7-200: Simatic Hmi The Human Machine Interface SIMATIC S7-200Документ30 страницSIMATIC S7-200: Simatic Hmi The Human Machine Interface SIMATIC S7-200gaston100% (1)
- Canopen Library User Manual: © Port GMBH 2014Документ180 страницCanopen Library User Manual: © Port GMBH 2014SergeyОценок пока нет
- Beckhoff Training Courses v2 2 GBPДокумент11 страницBeckhoff Training Courses v2 2 GBPovan90Оценок пока нет
- LNC 800 Milling MachineДокумент34 страницыLNC 800 Milling Machinedavid jujuОценок пока нет
- Allen Bradley 1734-AdnДокумент136 страницAllen Bradley 1734-AdnRafael CardosoОценок пока нет
- T300Документ56 страницT300eng_karamazabОценок пока нет
- Simatic S7-300: The Universal, Small Control System Supplemented by New, Compact CpusДокумент18 страницSimatic S7-300: The Universal, Small Control System Supplemented by New, Compact CpusSunil SinghОценок пока нет
- 6ra 2620 6d v57 1a Z Simoreg d38035 Siemens Manual 02Документ18 страниц6ra 2620 6d v57 1a Z Simoreg d38035 Siemens Manual 02Stefan IstratescuОценок пока нет
- Cio Parameter REV5 en 02Документ280 страницCio Parameter REV5 en 02Mircea MurarОценок пока нет
- Ethernet Option Board Opt-Ci: User's ManualДокумент28 страницEthernet Option Board Opt-Ci: User's ManualLuis TorresОценок пока нет
- PDF User Manual AMD360A With Aprinter DriverДокумент7 страницPDF User Manual AMD360A With Aprinter DriverInversiones JapesaОценок пока нет
- Active Disturbance Rejection Control for Nonlinear Systems: An IntroductionОт EverandActive Disturbance Rejection Control for Nonlinear Systems: An IntroductionОценок пока нет
- KG316T time switch manual guideДокумент4 страницыKG316T time switch manual guideAbdu SobhyОценок пока нет
- Tioga Pipe ChartДокумент2 страницыTioga Pipe ChartMahmoud GaberОценок пока нет
- Pipe Dimensions Chart Rev Jan 2012Документ1 страницаPipe Dimensions Chart Rev Jan 2012snake13Оценок пока нет
- Hardware Manual of The Easy Servo Drives: ES-DH SeriesДокумент28 страницHardware Manual of The Easy Servo Drives: ES-DH SeriesgrekОценок пока нет
- Bao Ve Role Va Tu Dong Hoa He Thong DienДокумент329 страницBao Ve Role Va Tu Dong Hoa He Thong Dienth037100% (3)
- Panasonic KX-TA1232 User ManualДокумент16 страницPanasonic KX-TA1232 User ManualsunhuynhОценок пока нет
- Panasonic KX-TA624 User ManualДокумент16 страницPanasonic KX-TA624 User ManualsunhuynhОценок пока нет
- Panasonic KX-TA624 Installation ManualДокумент12 страницPanasonic KX-TA624 Installation Manualsunhuynh100% (1)
- KX T7730 Manual PDFДокумент16 страницKX T7730 Manual PDFpatramaleОценок пока нет
- Panasonic KX t7730 KX t7730 BДокумент35 страницPanasonic KX t7730 KX t7730 BKusnadiОценок пока нет
- KX-TEA308 User ManualДокумент172 страницыKX-TEA308 User ManualsunhuynhОценок пока нет
- Leadshine EL5 User ManualДокумент97 страницLeadshine EL5 User ManualsunhuynhОценок пока нет
- PG Type Cable Gland: Code No Cable Range (MM) Thread O.D. D1 (MM) Thread Length L1 (MM) Spanner Size (MM) Packing PCS/BagДокумент2 страницыPG Type Cable Gland: Code No Cable Range (MM) Thread O.D. D1 (MM) Thread Length L1 (MM) Spanner Size (MM) Packing PCS/BagLucky ChauhanОценок пока нет
- Hitachi Seiki VS50 60 Operating ManualДокумент139 страницHitachi Seiki VS50 60 Operating ManualsunhuynhОценок пока нет
- Section 07Документ42 страницыSection 07christos1157Оценок пока нет
- DAC80 CB1 V DatasheetДокумент10 страницDAC80 CB1 V DatasheetsunhuynhОценок пока нет
- LY Relay DatasheetДокумент13 страницLY Relay DatasheetYahyaPaisalОценок пока нет
- Mazak Fusion 640 Series How To Create A Backup Using RS232Документ5 страницMazak Fusion 640 Series How To Create A Backup Using RS232sunhuynh100% (2)
- D D D D D D: Description/ordering InformationДокумент22 страницыD D D D D D: Description/ordering InformationsunhuynhОценок пока нет
- MIG100J6CSB1W SEMICONDUCTION DatasheetДокумент10 страницMIG100J6CSB1W SEMICONDUCTION DatasheetsunhuynhОценок пока нет
- Ckd-Filter w1000 SeriesДокумент5 страницCkd-Filter w1000 SeriessunhuynhОценок пока нет
- HDSD KboneДокумент8 страницHDSD KbonesunhuynhОценок пока нет
- Daikin piston pump contact and catalog detailsДокумент35 страницDaikin piston pump contact and catalog detailsWidiMufantoОценок пока нет
- User Manual DNC One 2015Документ30 страницUser Manual DNC One 2015Dima TrushkinОценок пока нет
- Solenoid ValveДокумент16 страницSolenoid ValvesunhuynhОценок пока нет
- Hammer Drill HP1631-HP1630 Instruction ManualДокумент24 страницыHammer Drill HP1631-HP1630 Instruction ManualsunhuynhОценок пока нет
- A-Ryung: Pump For All, All For PumpДокумент52 страницыA-Ryung: Pump For All, All For PumpLia LailaОценок пока нет
- Echnical Information: Oncept and Main ApplicationsДокумент6 страницEchnical Information: Oncept and Main ApplicationsKakoy Lagusan EcobenОценок пока нет
- MR Series Rectangular ConnectorsДокумент69 страницMR Series Rectangular ConnectorssunhuynhОценок пока нет
- Drill 6411 6412 6413 M611 Technical InformationДокумент12 страницDrill 6411 6412 6413 M611 Technical InformationsunhuynhОценок пока нет
- How Do I Know If My Blower Relay Fuse Is BlownДокумент3 страницыHow Do I Know If My Blower Relay Fuse Is BlownWaleed MuzafarОценок пока нет
- MHH BOH Katalog (Na Anglijskom) .1093012585Документ2 страницыMHH BOH Katalog (Na Anglijskom) .1093012585kethe77Оценок пока нет
- Machinists Screw JackДокумент3 страницыMachinists Screw Jackmauri_ros100% (1)
- TMS320LF2401AVFAДокумент134 страницыTMS320LF2401AVFAPREVISTOОценок пока нет
- SL0005 Hydronix RangeДокумент6 страницSL0005 Hydronix RangeP.S.J.SarmaОценок пока нет
- Precision Pliers 490-Bi... : Heavy Duty Side CutterДокумент1 страницаPrecision Pliers 490-Bi... : Heavy Duty Side CutterAkmalОценок пока нет
- Hyundai 35DS-7 technical manual parts listДокумент489 страницHyundai 35DS-7 technical manual parts listMichał LicznerskiОценок пока нет
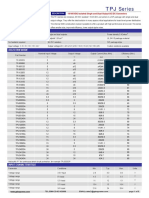
- TPJ, 1W SIP7 DC-DC Converters Power SupplyДокумент3 страницыTPJ, 1W SIP7 DC-DC Converters Power SupplytoppowerОценок пока нет
- Wellcome To Our PresentationДокумент16 страницWellcome To Our PresentationnordianashahuddinОценок пока нет
- Hardware Users Guide - OS6900Документ100 страницHardware Users Guide - OS6900amel632Оценок пока нет
- O2 and A/F Sensor Diagnosis: Section 7Документ44 страницыO2 and A/F Sensor Diagnosis: Section 7sungjoo75Оценок пока нет
- EVLQ-CV3, EHYHBH-AV32, EHYHBX-AV3, EHYKOMB-AA - Installer Reference Guide - 4PEN355634-1F - English-1Документ252 страницыEVLQ-CV3, EHYHBH-AV32, EHYHBX-AV3, EHYKOMB-AA - Installer Reference Guide - 4PEN355634-1F - English-1Chris BrauchliОценок пока нет
- Chademo-Ceritifed Charger List: Kikusui Electronics CorporationДокумент8 страницChademo-Ceritifed Charger List: Kikusui Electronics CorporationArun k somanОценок пока нет
- Manual de Servicio 6500Документ1 438 страницManual de Servicio 6500javier vegaОценок пока нет
- SKI-DOO Engine Leak Test (SUMMIT X) - Shop Manual - 04cciLAAQ - SM11Y015S01 - enДокумент5 страницSKI-DOO Engine Leak Test (SUMMIT X) - Shop Manual - 04cciLAAQ - SM11Y015S01 - enHannu LeinonenОценок пока нет
- MB4 CNC Conversion: Parts List Description Product NameДокумент4 страницыMB4 CNC Conversion: Parts List Description Product NameRichard RichardОценок пока нет
- HD44780 CommandsДокумент3 страницыHD44780 CommandsPhani ChakravarthiОценок пока нет
- Manual Obs Ol4 PDFДокумент76 страницManual Obs Ol4 PDFCarlos Revilla FloresОценок пока нет
- Tot Halyester Manual 1.1 ENG PDFДокумент118 страницTot Halyester Manual 1.1 ENG PDFGautam LS0% (1)
- Etbw-062 Bwms Cable Laying Book - Rev.aДокумент6 страницEtbw-062 Bwms Cable Laying Book - Rev.aRM HaroonОценок пока нет
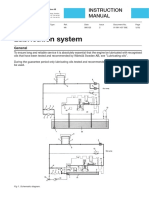
- Wärtsilä lubrication system manualДокумент10 страницWärtsilä lubrication system manualLIVIAОценок пока нет
- JetBlue Fueling Instructors GuideДокумент13 страницJetBlue Fueling Instructors GuidevictorОценок пока нет
- ZWP 18Документ9 страницZWP 18Ing Lizbeth GuzmánОценок пока нет
- Ventilation Control Panel ProjectДокумент4 страницыVentilation Control Panel ProjectHao DinhОценок пока нет
- Manual de Servicio 821CДокумент716 страницManual de Servicio 821CAlma Rosa Montejo100% (18)
- Schindler 5300IN elevator specificationsДокумент6 страницSchindler 5300IN elevator specificationskumarОценок пока нет
- Installation Instructions.: Original BMW AccessoriesДокумент18 страницInstallation Instructions.: Original BMW AccessoriessteОценок пока нет
- Arduino Micro QuadcopterДокумент5 страницArduino Micro QuadcopterA Lo mejorОценок пока нет
- X11SNI&OДокумент23 страницыX11SNI&Oprihartono_diasОценок пока нет
- Dosificadora EVOДокумент4 страницыDosificadora EVOCentury_1962Оценок пока нет