Вам также может понравиться
- Class 6 Hydraulic ValvesДокумент103 страницыClass 6 Hydraulic ValvesSoheilDarvishMotavalli100% (2)
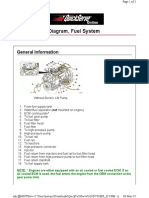
- 200-001 Flow Diagram, Fuel System: General InformationДокумент3 страницы200-001 Flow Diagram, Fuel System: General InformationbejoythomasОценок пока нет
- DLT 5054-1996Документ245 страницDLT 5054-1996ecsuperalОценок пока нет
- M14Cent Pump VibДокумент49 страницM14Cent Pump VibBhargav Chaudhari100% (1)
- Basic Training Program On Vibration AnalysisДокумент24 страницыBasic Training Program On Vibration AnalysisMohamed Al-OdatОценок пока нет
- FullДокумент68 страницFulltachetОценок пока нет
- Introduction To Vibration and Pulsation in Reciprocating Compressors 1 PDFДокумент28 страницIntroduction To Vibration and Pulsation in Reciprocating Compressors 1 PDFSandeep BhatiaОценок пока нет
- Vorecon Applications PDFДокумент46 страницVorecon Applications PDFlancasaОценок пока нет
- Axial Thrust Position Sensor PDFДокумент3 страницыAxial Thrust Position Sensor PDFmanteghОценок пока нет
- Vertical Pump Maintenance Guide, EPRI Report 1003467 (2012) PDFДокумент224 страницыVertical Pump Maintenance Guide, EPRI Report 1003467 (2012) PDFEnrique Javier González Henríquez100% (1)
- Rolling Element Bearings Vibration AnalysisДокумент10 страницRolling Element Bearings Vibration AnalysisSiva Kulanji100% (1)
- P & ID Review Check List: Chemical Engineering SiteДокумент8 страницP & ID Review Check List: Chemical Engineering SiteMAHESH CHANDОценок пока нет
- Hyena: Hydraulic Analysis of Fire Sprinkler and Hydrant SystemsДокумент6 страницHyena: Hydraulic Analysis of Fire Sprinkler and Hydrant SystemsacidoanimalОценок пока нет
- DegradationДокумент8 страницDegradationrmee8485Оценок пока нет
- Vertical Motor Case History Shurafa IIR Rotate 2012Документ4 страницыVertical Motor Case History Shurafa IIR Rotate 2012aal_shurafa100% (1)
- 6-SD Reference ListДокумент5 страниц6-SD Reference Listmahreza189Оценок пока нет
- Vibration Case HistoriesДокумент56 страницVibration Case HistoriesanuprajaОценок пока нет
- Guide to Selecting VD 500-600 E Check ValvesДокумент12 страницGuide to Selecting VD 500-600 E Check Valvesusman_hafeez86Оценок пока нет
- Diesel Engine FOR Centrifugal Fire Pumps: SpecificationДокумент14 страницDiesel Engine FOR Centrifugal Fire Pumps: SpecificationlombangrurusОценок пока нет
- Bombas Serie PV - ParkerДокумент46 страницBombas Serie PV - Parkergaston_ar44100% (1)
- TP 03Документ13 страницTP 03Walid Ben HuseinОценок пока нет
- 48 Case HistoryДокумент17 страниц48 Case HistorySamir Benabdallah100% (1)
- Dynamic Vibration AbsorberДокумент36 страницDynamic Vibration Absorberفرح تامرОценок пока нет
- Investigating Motor Current Signals for Centrifugal Pump Fault DiagnosisДокумент6 страницInvestigating Motor Current Signals for Centrifugal Pump Fault DiagnosisTouati SaidОценок пока нет
- Above 500 HP Centrifugal Pumps Specification (API)Документ22 страницыAbove 500 HP Centrifugal Pumps Specification (API)lombangrurusОценок пока нет
- Centrifugal Compressor Vibrations: Oil & Gas Customer Training CenterДокумент44 страницыCentrifugal Compressor Vibrations: Oil & Gas Customer Training CenterBrahim Rostane100% (1)
- Torsional Vibration Problem With Motor Id Fan System Due To PWM Variable Frequency DriveДокумент12 страницTorsional Vibration Problem With Motor Id Fan System Due To PWM Variable Frequency DrivePeak NeoОценок пока нет
- EM76 - Modal Testing Part 1 - Introduction & Impact TestingДокумент4 страницыEM76 - Modal Testing Part 1 - Introduction & Impact TestingChad HuntОценок пока нет
- BOP Control Unit FlyerДокумент2 страницыBOP Control Unit Flyeraliabd1989 alzubidiОценок пока нет
- Acoustic and Flow Induced VibrationДокумент5 страницAcoustic and Flow Induced VibrationKmt_AeОценок пока нет
- 1 - Grinding Media Catalogue PDFДокумент14 страниц1 - Grinding Media Catalogue PDFmahreza189Оценок пока нет
- Portable Otto Cycle Engine Data CollectionДокумент6 страницPortable Otto Cycle Engine Data CollectionKali Tapia LunaОценок пока нет
- EIT IDC Machinery Vibration Rev5Документ26 страницEIT IDC Machinery Vibration Rev5nabil160874Оценок пока нет
- Below 500 HP Centrifugal Pumps Specification (Api) : TripatraДокумент20 страницBelow 500 HP Centrifugal Pumps Specification (Api) : TripatralombangrurusОценок пока нет
- 2015 Certification Handbook - Final - Rev 5 2015-1-13Документ28 страниц2015 Certification Handbook - Final - Rev 5 2015-1-13hasan099Оценок пока нет
- Vibration Monitoring ReportДокумент37 страницVibration Monitoring ReportTONОценок пока нет
- 07 VogelДокумент10 страниц07 VogelAnonymous OFwyjaMyОценок пока нет
- Kiln StabilityДокумент6 страницKiln Stabilityraobabar21Оценок пока нет
- COMPAC SOL A100-15 Refractory CastableДокумент1 страницаCOMPAC SOL A100-15 Refractory Castablemahreza189Оценок пока нет
- Gearbox Vibration - Fact or FictionДокумент9 страницGearbox Vibration - Fact or Fictioneko bagus sunaryoОценок пока нет
- Panching Water Treatment Plant O&M ManualДокумент15 страницPanching Water Treatment Plant O&M Manualcaseysoh3804Оценок пока нет
- Vibration Monitoring Crusher CoalДокумент8 страницVibration Monitoring Crusher CoalJay SantosОценок пока нет
- New Developments in Monolithic ProductsДокумент59 страницNew Developments in Monolithic Productsmahreza189100% (1)
- Optimal Design of A Damped Dynamic Vibration AbsorberДокумент21 страницаOptimal Design of A Damped Dynamic Vibration AbsorberShrikant DholeОценок пока нет
- Refractory brick composition and propertiesДокумент1 страницаRefractory brick composition and propertiesmahreza189Оценок пока нет
- 5086F Functional Specification For Rotary PumpДокумент61 страница5086F Functional Specification For Rotary PumpANRSrinivasanОценок пока нет
- 400 Don 4Документ9 страниц400 Don 4DarioОценок пока нет
- Viking Pump Nozzle Load DetailsДокумент1 страницаViking Pump Nozzle Load DetailsTushar Naik0% (1)
- Structural-Vibration Analysis Design and Troubleshooting PDFДокумент2 страницыStructural-Vibration Analysis Design and Troubleshooting PDFDEVI S KURUPОценок пока нет
- API 670 MPS Overspeed DetectionДокумент2 страницыAPI 670 MPS Overspeed DetectionPPMОценок пока нет
- PV Elite Vessel Analysis Program: Input DataДокумент30 страницPV Elite Vessel Analysis Program: Input DatachampОценок пока нет
- TOMAS UsersManualДокумент94 страницыTOMAS UsersManualrodruren01Оценок пока нет
- Data Sheet API 610Документ20 страницData Sheet API 610abisaОценок пока нет
- Monitoring and Analysis of Machine VibrationДокумент6 страницMonitoring and Analysis of Machine VibrationAvinashОценок пока нет
- SMP 7Документ5 страницSMP 7gullipalli srinivasa raoОценок пока нет
- Training, Class I, Testing, IIb, 1-10Документ12 страницTraining, Class I, Testing, IIb, 1-10luis_hernandez_qОценок пока нет
- Successful Solution: To The Challenge ofДокумент2 страницыSuccessful Solution: To The Challenge ofKenny RuizОценок пока нет
- PWM VFD causes torsional vibration issues in ID fan systemДокумент12 страницPWM VFD causes torsional vibration issues in ID fan systemwaj1Оценок пока нет
- 1 - Introduction of Tatung Motor BUДокумент20 страниц1 - Introduction of Tatung Motor BUMiguel AngelОценок пока нет
- Steam TurbineДокумент5 страницSteam Turbinerashm006ranjanОценок пока нет
- Ch3 Balancing of Rigid - Flexible - Linked PDFДокумент119 страницCh3 Balancing of Rigid - Flexible - Linked PDFAlexis CordovaОценок пока нет
- Limited End Float Couplings: CautionДокумент2 страницыLimited End Float Couplings: CautionsanthoshОценок пока нет
- Simotics HV M Catalog d84 3 2018 en PDFДокумент360 страницSimotics HV M Catalog d84 3 2018 en PDFD4 SKL EОценок пока нет
- A10-A-DOC-VE-068274 - 00 离心泵 设计要求Документ14 страницA10-A-DOC-VE-068274 - 00 离心泵 设计要求zhangОценок пока нет
- The New Professor Coyle-METRICДокумент3 страницыThe New Professor Coyle-METRICMarcelo MoraesОценок пока нет
- CEP VFD ManualДокумент234 страницыCEP VFD ManualUsama ZubairОценок пока нет
- Pitting Resistance Rating in AGMA, ISO and BSДокумент8 страницPitting Resistance Rating in AGMA, ISO and BSVarundeep Merugu NethaОценок пока нет
- GER4724 Torsional Dynamics PaperДокумент16 страницGER4724 Torsional Dynamics PaperBilal AllouhОценок пока нет
- How to Calculate Polytropic EfficiencyДокумент2 страницыHow to Calculate Polytropic Efficiencysevero97Оценок пока нет
- CV Dam Ca MauДокумент3 страницыCV Dam Ca MauQuan Nguyen Hai100% (1)
- (Dd0eff91 8517 432e A0db D39ed010873e) - Data Sheet Id FanДокумент16 страниц(Dd0eff91 8517 432e A0db D39ed010873e) - Data Sheet Id FanRajendra NinganuriОценок пока нет
- Screw CompressorДокумент2 страницыScrew CompressorRiti AdhikariОценок пока нет
- Beginning Vibration Analysis FundamentalsДокумент96 страницBeginning Vibration Analysis FundamentalsBarcsa RudolfОценок пока нет
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987От EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonОценок пока нет
- Pump Resonance CaseДокумент4 страницыPump Resonance CaseLe Thanh HaiОценок пока нет
- Reporte Bomba Vertical VibracionДокумент32 страницыReporte Bomba Vertical VibracionJhonny Alvarez100% (1)
- 1-X Lift Liner CatalogueДокумент6 страниц1-X Lift Liner Cataloguemahreza189Оценок пока нет
- 1-X Win CatalogueДокумент6 страниц1-X Win Cataloguemahreza189Оценок пока нет
- Irjet V2i151 PDFДокумент9 страницIrjet V2i151 PDFmahreza189Оценок пока нет
- Kiln Shell CoolingДокумент4 страницыKiln Shell CoolingjmpbarrosОценок пока нет
- Didomur B52V-03 M: General InformationДокумент1 страницаDidomur B52V-03 M: General Informationmahreza189Оценок пока нет
- High-temperature refractory brick made from magnesia-chromite raw materialsДокумент1 страницаHigh-temperature refractory brick made from magnesia-chromite raw materialsmahreza189Оценок пока нет
- Energy and PowerДокумент69 страницEnergy and PowerFahadullah Khan AfridiОценок пока нет
- Divasil: General InformationДокумент1 страницаDivasil: General Informationmahreza189Оценок пока нет
- High-temperature refractory brick made from magnesia-chromite raw materialsДокумент1 страницаHigh-temperature refractory brick made from magnesia-chromite raw materialsmahreza189Оценок пока нет
- General InformationДокумент1 страницаGeneral Informationmahreza189Оценок пока нет
- Compac Sol B82-6: General InformationДокумент1 страницаCompac Sol B82-6: General Informationmahreza189Оценок пока нет
- General InformationДокумент1 страницаGeneral Informationmahreza189Оценок пока нет
- High-strength refractory concrete with silica glass and sol bondingДокумент1 страницаHigh-strength refractory concrete with silica glass and sol bondingmahreza189Оценок пока нет
- Compac shot F49-6 refractory concreteДокумент1 страницаCompac shot F49-6 refractory concretemahreza189Оценок пока нет
- High-strength refractory concrete with silica glass and sol bondingДокумент1 страницаHigh-strength refractory concrete with silica glass and sol bondingmahreza189Оценок пока нет
- Compac Sol F53G-6: General InformationДокумент1 страницаCompac Sol F53G-6: General Informationmahreza189Оценок пока нет
- Compac shot F49-6 refractory concreteДокумент1 страницаCompac shot F49-6 refractory concretemahreza189Оценок пока нет
- Carsit Sol A10mb 15 PDFДокумент1 страницаCarsit Sol A10mb 15 PDFmahreza189Оценок пока нет
- Compac Sol F53 6Документ1 страницаCompac Sol F53 6mahreza189Оценок пока нет
- Comprit A91g 6Документ1 страницаComprit A91g 6mahreza189Оценок пока нет
- Compac Shot B84 3Документ1 страницаCompac Shot B84 3mahreza189Оценок пока нет
- Compac Shot B84 3Документ1 страницаCompac Shot B84 3mahreza189Оценок пока нет
- Compac Shot F49S-6: General InformationДокумент1 страницаCompac Shot F49S-6: General Informationmahreza189Оценок пока нет
- Casal L50: General InformationДокумент1 страницаCasal L50: General Informationmahreza189Оценок пока нет
- Proposal For The BoosterДокумент5 страницProposal For The BoosterraziОценок пока нет
- Minor Losses ReportДокумент12 страницMinor Losses Reportميسرة100% (4)
- Cat Com Vide-UkДокумент72 страницыCat Com Vide-UkmaxmorekОценок пока нет
- Capstone Project Synopsis ReportДокумент18 страницCapstone Project Synopsis ReportHàrđik ĶharkhandiОценок пока нет
- GRUNFOS SP 5A-25.3x220V.2,2kW.50Hz: Description Value General InformationДокумент1 страницаGRUNFOS SP 5A-25.3x220V.2,2kW.50Hz: Description Value General InformationFahmi NurjananiОценок пока нет
- QR 25 BrochureДокумент12 страницQR 25 BrochuremarianoОценок пока нет
- Ebook Gas Detection Tube and Sampling Handbook PDFДокумент69 страницEbook Gas Detection Tube and Sampling Handbook PDFhopkhtnОценок пока нет
- Dystrybutor 1Документ22 страницыDystrybutor 1erwerwerwerwewОценок пока нет
- 3 - 2C Ah-6vcmДокумент1 страница3 - 2C Ah-6vcmMamiherintsoa Issaia RanaivoarimananaОценок пока нет
- IM Series7000 Neptune Mechanical Dia PumpДокумент21 страницаIM Series7000 Neptune Mechanical Dia Pumptabman59Оценок пока нет
- SubPUMP 2011Документ2 страницыSubPUMP 2011Bealca AdiestamientoОценок пока нет
- Hydraulically Operated Skylight Final ReportДокумент33 страницыHydraulically Operated Skylight Final Reportmohan4175100% (1)
- Deutz 909 Diesel Engine SpecsДокумент4 страницыDeutz 909 Diesel Engine SpecsTheologos DaridisОценок пока нет
- SANY Rough-Terrain Crane 30 Ton (SRC300C)Документ15 страницSANY Rough-Terrain Crane 30 Ton (SRC300C)Deni FebriantoОценок пока нет
- 818 IC Pump: ManualДокумент56 страниц818 IC Pump: ManualKhalid Zghear100% (1)
- Summary of Test Reports For The Year 2016Документ37 страницSummary of Test Reports For The Year 2016subyОценок пока нет
- 2014-4966-1M-1008 Rev D Hot Water Circulation Pump DatasheetДокумент10 страниц2014-4966-1M-1008 Rev D Hot Water Circulation Pump DatasheetSamuel JohnsonОценок пока нет
- Product Sheet: CJC® Offline Filter SeparatorДокумент2 страницыProduct Sheet: CJC® Offline Filter SeparatorNabeel MohammedОценок пока нет
- Valvula Smith 210Документ26 страницValvula Smith 210Jorge Martinez G.Оценок пока нет