Вам также может понравиться
- Orejas de IzajeДокумент4 страницыOrejas de Izajehuguer1100% (6)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoОт EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoРейтинг: 5 из 5 звезд5/5 (1)
- Oxicorte. FrediДокумент17 страницOxicorte. Fredifredi dennis robles de la cruzОценок пока нет
- Soldadura AutógenaДокумент8 страницSoldadura AutógenaDavid Rivera Luján100% (2)
- Ingenieria ForenseДокумент52 страницыIngenieria ForenseReynaPongoCalderon100% (2)
- Soldadura de MantenimientoДокумент83 страницыSoldadura de Mantenimientoerick XDОценок пока нет
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosОт EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosОценок пока нет
- ASTM D-240-Poder Calorifico-Bba.Документ7 страницASTM D-240-Poder Calorifico-Bba.Verónica Pérez BarreraОценок пока нет
- Lab 1, OXICORTEДокумент12 страницLab 1, OXICORTECristian ZavaletaОценок пока нет
- Tecnicas de OxicorteДокумент8 страницTecnicas de OxicorteJuan Eduardo PFОценок пока нет
- Sistema de Torchado 8 Nov 2011Документ2 страницыSistema de Torchado 8 Nov 2011Guillermo Ordenes60% (5)
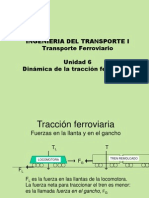
- Notas FFCC U06 Dinamica Traccion FerroviariaДокумент13 страницNotas FFCC U06 Dinamica Traccion Ferroviariajose julianОценок пока нет
- JhblaesjbñleakgeaДокумент170 страницJhblaesjbñleakgeagabriel augusto arteaga loaiza100% (1)
- Trabajo Metal Corte TermicoДокумент14 страницTrabajo Metal Corte TermicoJavierОценок пока нет
- Proceso de OxicorteДокумент8 страницProceso de OxicorteJuan GalarzaОценок пока нет
- Calderería oДокумент19 страницCalderería oKarla Mogrovejo Calachauin100% (1)
- Procesos de Corte - SoldaduraДокумент12 страницProcesos de Corte - SoldaduraTania Gonzalez100% (1)
- CARBONITRURACIONДокумент8 страницCARBONITRURACIONMaria Gutiérrez Torres100% (1)
- Teoria de La CombustionДокумент31 страницаTeoria de La CombustionEfrain Callizaya Yujra100% (1)
- Comportamiento Del FuegoДокумент18 страницComportamiento Del FuegoGustavo Dieguez Bartholdy100% (1)
- Proceso de Corte Por OxicorteДокумент37 страницProceso de Corte Por OxicorteKlaus Karner98% (40)
- El Corte Por OxicorteДокумент3 страницыEl Corte Por OxicorteJonathan ColmenaresОценок пока нет
- Soldadura Aplicando La Técnica de OxicorteДокумент14 страницSoldadura Aplicando La Técnica de Oxicorteegarmc159Оценок пока нет
- Conceptos Basicos de Corte MetalicoДокумент11 страницConceptos Basicos de Corte MetalicoJoel Leandro Ibarra CoriaОценок пока нет
- OxicorteДокумент12 страницOxicortebarbadoblancoОценок пока нет
- Principio Del OxicorteДокумент6 страницPrincipio Del OxicorteFaBi Llanquipacha Rojas0% (1)
- Cuestionario de Refuerzo - Lema LuisДокумент56 страницCuestionario de Refuerzo - Lema LuisDavid Lema100% (1)
- OxicorteДокумент19 страницOxicortefriguz100% (1)
- OxicorteДокумент11 страницOxicortelonguillaОценок пока нет
- Corte Con Gas Combustible y OxigenoДокумент4 страницыCorte Con Gas Combustible y OxigenoFaBi Llanquipacha RojasОценок пока нет
- Soldadura Aplicando La Técnica de OxicorteДокумент22 страницыSoldadura Aplicando La Técnica de OxicorteCarlos GerdezОценок пока нет
- PRACTICAДокумент9 страницPRACTICAmayatovarhotmail.comОценок пока нет
- Resumen OxicorteДокумент10 страницResumen OxicorteIsaías AguilarОценок пока нет
- Procesos de CorteДокумент29 страницProcesos de Cortelucdavea100% (1)
- Infografia OxicorteДокумент4 страницыInfografia OxicorteAnibal Carrasquel0% (1)
- Fundamentos Del Corte OfcДокумент6 страницFundamentos Del Corte Ofcjeferda2004Оценок пока нет
- PRACTICA MergedДокумент10 страницPRACTICA Mergedmayatovarhotmail.comОценок пока нет
- Defectos de Oxicorte 2Документ12 страницDefectos de Oxicorte 2Jose Aciano HernandezОценок пока нет
- Lab. Procesos de Conformado de Materiales Tarea 4Документ8 страницLab. Procesos de Conformado de Materiales Tarea 4brandon rojo carranzaОценок пока нет
- OxicorteДокумент7 страницOxicorteBrando Vilca TiconaОценок пока нет
- OXICORTEДокумент16 страницOXICORTEEdwin Giovanny Herrera BucheliОценок пока нет
- Practica 5Документ7 страницPractica 5Gaby Montemayor100% (1)
- Corte Por OxidaciónДокумент3 страницыCorte Por OxidaciónCarlos Ariel Veizaga VallejosОценок пока нет
- Presentación OxicorteДокумент16 страницPresentación OxicorteGustavo Rolong BauzaОценок пока нет
- Grupo Nro3 OxiДокумент10 страницGrupo Nro3 OxiJose QJОценок пока нет
- El OxicorteДокумент13 страницEl OxicorteLupita BarbosaОценок пока нет
- Soldadura OxigasДокумент5 страницSoldadura OxigasCelica Peña EspinozaОценок пока нет
- Informe #7 Corte de Metales Con Mezcla O2 y C2H2Документ4 страницыInforme #7 Corte de Metales Con Mezcla O2 y C2H2JeyzonAriasОценок пока нет
- El Corte de Chapa Mediante OxicorteДокумент27 страницEl Corte de Chapa Mediante OxicorteErnestoОценок пока нет
- Mod.3 Procesos de Soldadura y de CorteДокумент9 страницMod.3 Procesos de Soldadura y de CorteIvan AlanizОценок пока нет
- Exposicion de CorteДокумент41 страницаExposicion de CorteWalter RuedaОценок пока нет
- Practica 5 SoldaduraДокумент3 страницыPractica 5 Soldaduraquieroleer888100% (1)
- Practica 5Документ7 страницPractica 5Danna PaolaОценок пока нет
- Los Fundamentos de La Técnica Del OxicorteДокумент13 страницLos Fundamentos de La Técnica Del OxicorteRodolfo D AxsОценок пока нет
- P4 OxicorteДокумент5 страницP4 OxicorteReyKiremОценок пока нет
- Tarea 10 Meza Moreno Manuel de JesúsДокумент3 страницыTarea 10 Meza Moreno Manuel de JesúsManuel Meza MorenoОценок пока нет
- Corte Con OxigasДокумент3 страницыCorte Con OxigasCarlos CardenasОценок пока нет
- Introducción OxicorteДокумент1 страницаIntroducción OxicorteIrisОценок пока нет
- Corta y Suelada Trabajo 2Документ17 страницCorta y Suelada Trabajo 2Andy HernándezОценок пока нет
- Corte Por OxiacetilenoДокумент22 страницыCorte Por OxiacetilenoLili Lee GiKwang JunJinОценок пока нет
- Corte Por PlasmaДокумент3 страницыCorte Por PlasmaDnis AmesquitaОценок пока нет
- Soldadura Con OxiacetilenoДокумент8 страницSoldadura Con Oxiacetilenomauri129Оценок пока нет
- Los Fundamentos Del OxicorteДокумент12 страницLos Fundamentos Del OxicorteYesi CeballosОценок пока нет
- Comparacion de Corte Con Plasma y OxicorteДокумент13 страницComparacion de Corte Con Plasma y OxicorteMaritza PomaОценок пока нет
- ACTIVIDAD 35 Sold. Oxiac.Документ3 страницыACTIVIDAD 35 Sold. Oxiac.Marcio Andre Maldonado QuispeОценок пока нет
- ABC de Los MultímetrosДокумент8 страницABC de Los Multímetrosgecasa100% (1)
- Como Trabaja Un Motor ElectricoДокумент8 страницComo Trabaja Un Motor ElectricomegustalaescuelaОценок пока нет
- Comparación de Dos Métodos para El Cálculo Del Rendimiento de Calderas - Código Asme PTC-4 y Estándar en 12952-15Документ55 страницComparación de Dos Métodos para El Cálculo Del Rendimiento de Calderas - Código Asme PTC-4 y Estándar en 12952-15Melvin Bracho100% (1)
- Gas Natural 1Документ17 страницGas Natural 1Nabi AlОценок пока нет
- Resumen Incendio y ExplosionesДокумент16 страницResumen Incendio y Explosionesagustin yutrovicОценок пока нет
- Exposicion Ingenieria ForenseДокумент41 страницаExposicion Ingenieria ForenseReynaPongoCalderon100% (1)
- 1era Unidad - Aplicación CalorímetroДокумент14 страниц1era Unidad - Aplicación CalorímetroJosselyn SierraОценок пока нет
- Mongraphia CowrnaДокумент38 страницMongraphia CowrnaJamil Javier Al'len RodriguezОценок пока нет
- Capitulo 1Документ23 страницыCapitulo 1Sebastian CastroОценок пока нет
- Lab 4 Máquinas TérmicasДокумент9 страницLab 4 Máquinas TérmicasGerardo Ulloa DíazОценок пока нет
- Tecnología Industrial Tema 1Документ7 страницTecnología Industrial Tema 1losmasenapuntesОценок пока нет
- Informe Experiencia 2 Poder CalorificoДокумент23 страницыInforme Experiencia 2 Poder CalorificoCesar Vargas ArayaОценок пока нет
- Presentacion - Termodinamica 7Документ34 страницыPresentacion - Termodinamica 7a18gОценок пока нет
- Diagrama de Producción 02Документ21 страницаDiagrama de Producción 02Marco Contreras IparraguirreОценок пока нет
- FinallllДокумент61 страницаFinallllcristianОценок пока нет
- 10 Conversion de Residuos Solidos Urbanos-En EnergiaДокумент12 страниц10 Conversion de Residuos Solidos Urbanos-En EnergiaJavier CastroОценок пока нет
- Trabajo Práctico de Máquinas TérmicasДокумент37 страницTrabajo Práctico de Máquinas TérmicasEdgar EspinolaОценок пока нет
- Arch 3Документ80 страницArch 3Roger Manrrique NinaОценок пока нет
- Manual de Extintores o ExtinguidoresДокумент15 страницManual de Extintores o ExtinguidoresJuan AguirreОценок пока нет
- Carga de FuegoДокумент2 страницыCarga de FuegoMelisaRíosCarvajalОценок пока нет
- Leccion-Comportamiento Del Fuego2Документ57 страницLeccion-Comportamiento Del Fuego2William Segundo Matheus TorresОценок пока нет
- Propiedades Del Petróleo PDFДокумент10 страницPropiedades Del Petróleo PDFJoshua Joseph Vasquez BrionesОценок пока нет
- Muestreo de CarbonesДокумент40 страницMuestreo de CarbonesJessica Cuellar RamirezОценок пока нет
- Informe Práctica Máquina TérmicaДокумент4 страницыInforme Práctica Máquina TérmicaBrayan PatiñoОценок пока нет
- Guia de Fisico QuimicaДокумент5 страницGuia de Fisico QuimicaVictor Manuel Gallardo MuñizОценок пока нет
- 7 Maquinas Termicas I P58Документ34 страницы7 Maquinas Termicas I P58Andrew 2560Оценок пока нет
- Anexo 5 Nuevo Con PealPe PDFДокумент156 страницAnexo 5 Nuevo Con PealPe PDFJaén Carola Callejas PeñaОценок пока нет