Вам также может понравиться
- DRILL STEM TESTING PROCEDURESДокумент17 страницDRILL STEM TESTING PROCEDURESMubin Ashraf SheikhОценок пока нет
- BP Attach B Permit To Work PDFДокумент16 страницBP Attach B Permit To Work PDFodeinatusОценок пока нет
- Formation EvaluationДокумент62 страницыFormation EvaluationMubin Ashraf SheikhОценок пока нет
- Water ConingДокумент96 страницWater ConingMubin Ashraf Sheikh100% (1)
- Tank Calc - Api650Документ90 страницTank Calc - Api650kamleshyadavmoney100% (3)
- Amines: Guide to Gas Treating Processes & Primary EquipmentДокумент152 страницыAmines: Guide to Gas Treating Processes & Primary EquipmentMubin Ashraf Sheikh100% (3)
- Properties of Reservoir FluidsДокумент76 страницProperties of Reservoir FluidsMubin Ashraf SheikhОценок пока нет
- Condensate Line SizingДокумент4 страницыCondensate Line SizingMubin Ashraf SheikhОценок пока нет
- Excel Symbol ProcessДокумент6 страницExcel Symbol ProcessMubin Ashraf SheikhОценок пока нет
- Saturation Measurements PDFДокумент18 страницSaturation Measurements PDFMubin Ashraf Sheikh100% (1)
- Introduction To Petroleum Production EngineeringДокумент44 страницыIntroduction To Petroleum Production EngineeringMubin Ashraf SheikhОценок пока нет
- Reservoir Types and DrivesДокумент110 страницReservoir Types and DrivesMubin Ashraf SheikhОценок пока нет
- Gas Sweetening ProcessesДокумент43 страницыGas Sweetening Processesrakesh3487100% (4)
- Drilling & Production (Summarized)Документ8 страницDrilling & Production (Summarized)Mubin Ashraf SheikhОценок пока нет
- Antifoam MSDSДокумент5 страницAntifoam MSDSMubin Ashraf SheikhОценок пока нет
- Barton 202 User ManualДокумент44 страницыBarton 202 User Manualkerons67% (3)
- Chandler: Deadweight Testers and Gauges Instruction ManualДокумент58 страницChandler: Deadweight Testers and Gauges Instruction Manuallipanzy100% (1)
- Downhole Gas CompressionДокумент40 страницDownhole Gas CompressionYasir Mumtaz100% (2)
- Phases of CO2 PDFДокумент4 страницыPhases of CO2 PDFMubin Ashraf SheikhОценок пока нет
- Rig component definitions guide under 40 charactersДокумент70 страницRig component definitions guide under 40 charactersHarpreetk87Оценок пока нет
- Logging BasicsДокумент45 страницLogging BasicsMubin Ashraf Sheikh100% (3)
- 7 OSHA Approved Barricade Tape Color CombinationsДокумент2 страницы7 OSHA Approved Barricade Tape Color CombinationsMubin Ashraf SheikhОценок пока нет
- Basin Classification (Arcs)Документ79 страницBasin Classification (Arcs)Mubin Ashraf SheikhОценок пока нет
- NMRДокумент9 страницNMRMubin Ashraf SheikhОценок пока нет
- Oisd GDN 232Документ69 страницOisd GDN 232Nilesh JogalОценок пока нет
- Petroleum EconomicsДокумент43 страницыPetroleum EconomicsMubin Ashraf Sheikh100% (1)
- Resistivity LoggingДокумент91 страницаResistivity LoggingMubin Ashraf SheikhОценок пока нет
- ESP DesignДокумент7 страницESP DesignMubin Ashraf SheikhОценок пока нет
- ClassificationДокумент1 страницаClassificationmarheologОценок пока нет
- BlendingДокумент17 страницBlendingMubin Ashraf Sheikh100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- EXOTHERMIC REACTION: Spontaneous Self-Heating: OfficialДокумент3 страницыEXOTHERMIC REACTION: Spontaneous Self-Heating: OfficialGiovanni CocchiОценок пока нет
- Operation and Maintenance Manual and User Service Guide: Deutz WP6C/WP4C Series Marine Diesel EnginesДокумент37 страницOperation and Maintenance Manual and User Service Guide: Deutz WP6C/WP4C Series Marine Diesel EnginesLuis Miguel Herrera CuartasОценок пока нет
- N2 Training ManualДокумент276 страницN2 Training ManualФизули Абилов100% (7)
- Tection Global 15W-40Документ2 страницыTection Global 15W-40arman chowdhuryОценок пока нет
- Filipino scientist wins praise from Obama for salt lamp inventionДокумент6 страницFilipino scientist wins praise from Obama for salt lamp inventionSamuel SeriñaОценок пока нет
- HUSI1997 USen I9701030Документ6 страницHUSI1997 USen I9701030Jozo ĆurčićОценок пока нет
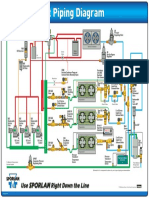
- HVACR Supermarket Piping DiagramДокумент1 страницаHVACR Supermarket Piping DiagramAngel sandovalОценок пока нет
- CD AutomobileДокумент12 страницCD AutomobileDarshan AwhadОценок пока нет
- Optimize Fuel Flow with Red Jacket STPsДокумент6 страницOptimize Fuel Flow with Red Jacket STPswarung1bensinОценок пока нет
- Grinding & Finishing (Me)Документ14 страницGrinding & Finishing (Me)amar chakrabortyОценок пока нет
- Lummus Petrochemicals Refinery Off Gas ProcessДокумент75 страницLummus Petrochemicals Refinery Off Gas Processpalluravi100% (3)
- Suzuki df115 Manual de UsuarioДокумент125 страницSuzuki df115 Manual de UsuarioTeampinsaОценок пока нет
- ANFO, Emulsion and Heavy ANFO Blends - Useful Explosive and Blasting Agent For Modern Day BlastingДокумент42 страницыANFO, Emulsion and Heavy ANFO Blends - Useful Explosive and Blasting Agent For Modern Day Blastingpartha das sharma100% (8)
- Petrochemical processes handbookДокумент8 страницPetrochemical processes handbookrishikeshmandawadОценок пока нет
- Xp13000Eh Generator: User ManualДокумент66 страницXp13000Eh Generator: User ManualANGEL MALAVERОценок пока нет
- ATV 250 ManualДокумент223 страницыATV 250 ManualDavid PootОценок пока нет
- SSP+19+1 6L+1 8l+petrol+enginesДокумент48 страницSSP+19+1 6L+1 8l+petrol+enginesMurugan KОценок пока нет
- Spray Application of Belzona 2009Документ4 страницыSpray Application of Belzona 2009Mounir BoutaghaneОценок пока нет
- Is 5120Документ52 страницыIs 5120Otavio123Оценок пока нет
- Industrial - Nye LubricantsДокумент3 страницыIndustrial - Nye LubricantsJashim UddinОценок пока нет
- Anti-Corrosion Heavy Wax FilmДокумент2 страницыAnti-Corrosion Heavy Wax FilmsalamrefighОценок пока нет
- Mechanical Engineering Elements Module 1 Energy ResourcesДокумент55 страницMechanical Engineering Elements Module 1 Energy ResourcesYuga ChandrashekarОценок пока нет
- Hazardous Area Electrical Equipment: Area Classification, Zoning, Temperature LimitsДокумент21 страницаHazardous Area Electrical Equipment: Area Classification, Zoning, Temperature Limitsakhilesh_kabra17100% (1)
- Claus Process Fundamental PDFДокумент45 страницClaus Process Fundamental PDFTejas AhalparaОценок пока нет
- Indian Oil CorporationДокумент48 страницIndian Oil CorporationShubha Shree100% (6)
- Technical Specification Stag ControllersДокумент1 страницаTechnical Specification Stag ControllerstpehantОценок пока нет
- Grade 7 Lessons on Light Sources & PropertiesДокумент2 страницыGrade 7 Lessons on Light Sources & PropertiesElijah Miraflor-SantosОценок пока нет
- Spesifikasi Pompa Sulzer Terminal LPG Banyuwangi Part IДокумент6 страницSpesifikasi Pompa Sulzer Terminal LPG Banyuwangi Part IVrisco Harjanto100% (1)
- Chapter 5 and 6 AnswersДокумент7 страницChapter 5 and 6 AnswerscbseiscОценок пока нет
- Commodity Derivatives Pitfalls and Embedded RisksДокумент10 страницCommodity Derivatives Pitfalls and Embedded RisksMeng JiОценок пока нет