Вам также может понравиться
- Vetores Fisica - Exercícios Respostas 2 PDFДокумент50 страницVetores Fisica - Exercícios Respostas 2 PDFVismael Santos67% (3)
- Laura Campesatto (109428) - Trabalho de Vibrações 3Документ13 страницLaura Campesatto (109428) - Trabalho de Vibrações 3Laura Campesatto100% (1)
- Como Calcular As Horas Homens TrabalhadasДокумент6 страницComo Calcular As Horas Homens TrabalhadasJanaina GomesОценок пока нет
- Relatório de Estagio Novo - Ponte RolanteДокумент21 страницаRelatório de Estagio Novo - Ponte RolanteAdriano BrazОценок пока нет
- Cronograma - Treinamento Do PAE (Formação Da Brigada de Emergencia) .Документ2 страницыCronograma - Treinamento Do PAE (Formação Da Brigada de Emergencia) .Lázaro FigueirêdoОценок пока нет
- Unifap - Trabalho Simulacao - Avaliacao FinalДокумент6 страницUnifap - Trabalho Simulacao - Avaliacao FinalMarlucio TrajanoОценок пока нет
- Roteiro AVALIAÇÃO DO STRESS TÉRMICOДокумент19 страницRoteiro AVALIAÇÃO DO STRESS TÉRMICOLucas MoscatoОценок пока нет
- Apreciação de Riscos em Máquinas de Uma Indústria Alimentícia de Grande Porte - Estudo de CasoДокумент12 страницApreciação de Riscos em Máquinas de Uma Indústria Alimentícia de Grande Porte - Estudo de CasoMarcelo BitencourtОценок пока нет
- Modelo de APR - An Lise Preliminar de Risco - 3Документ13 страницModelo de APR - An Lise Preliminar de Risco - 3Edu MendesОценок пока нет
- Laudo Técnico de Pressurização de EscadasДокумент2 страницыLaudo Técnico de Pressurização de EscadasDanilo Silva100% (1)
- Prova 1 e 2 Projeto de Fabrica PDFДокумент6 страницProva 1 e 2 Projeto de Fabrica PDFmateus smaniottoОценок пока нет
- Avaliação Do 1º Bim - Engenharia e Customização em Massa e Digitalização - Eng. Produção - Janaina Da Costa Pereira Torres de Oliveira - 01.2021Документ2 страницыAvaliação Do 1º Bim - Engenharia e Customização em Massa e Digitalização - Eng. Produção - Janaina Da Costa Pereira Torres de Oliveira - 01.2021Júlio Guimarães100% (3)
- Manual CEMIG PDFДокумент33 страницыManual CEMIG PDFBruna AlmeidaОценок пока нет
- Manual de Servicos de Recolhimento Do Fluido Refrigerante r32Документ10 страницManual de Servicos de Recolhimento Do Fluido Refrigerante r32Marcus de MattosОценок пока нет
- Modulo 2 - Trabalho em AlturaДокумент76 страницModulo 2 - Trabalho em AlturaDiego RicardoОценок пока нет
- REBAДокумент7 страницREBAolivia-pezzin-9061Оценок пока нет
- Método HRN para Avaliação de Risco em Máquinas - NR12Sem SegredosДокумент9 страницMétodo HRN para Avaliação de Risco em Máquinas - NR12Sem SegredosNeivandroFanfaОценок пока нет
- Tutorial TwidoДокумент14 страницTutorial TwidoMiguel A V FuscoОценок пока нет
- Trabalho-De-Conclusao de Materia Em-Mecatronica-Projeto de PesquisaДокумент13 страницTrabalho-De-Conclusao de Materia Em-Mecatronica-Projeto de PesquisaRonaldo Pereira100% (2)
- Exercicio Calculo IbutgДокумент4 страницыExercicio Calculo IbutgAnderson JuniorОценок пока нет
- PRO-002096 Expedir Carga FMQДокумент30 страницPRO-002096 Expedir Carga FMQFabiana FerreiraОценок пока нет
- MOD.06.04.41-Requerimento de Nota Fiscal AvulsaДокумент2 страницыMOD.06.04.41-Requerimento de Nota Fiscal AvulsaKelleCristinaОценок пока нет
- Segurança em Pneumatica-MR06Документ3 страницыSegurança em Pneumatica-MR06Juliano Andre PetryОценок пока нет
- Caso Objectivos - A Lani SДокумент3 страницыCaso Objectivos - A Lani SRicardo Raimundo0% (1)
- PortfolioДокумент8 страницPortfolioansfreitasОценок пока нет
- APR001 - Giro, Prumo, Flambagem, Troca EstaiДокумент12 страницAPR001 - Giro, Prumo, Flambagem, Troca EstaiElisandra Cordeiro100% (1)
- TCC NR 12 - Rodrigo Rigo - Adequação NR 12 de Um TornoДокумент23 страницыTCC NR 12 - Rodrigo Rigo - Adequação NR 12 de Um TornoRodrigo Rigo0% (1)
- EMENTA NR 12Документ2 страницыEMENTA NR 12Rodrigo MaggioniОценок пока нет
- Aula 06 Bombas e Estações Elevatórias 1Документ52 страницыAula 06 Bombas e Estações Elevatórias 1Pedro BrondaniОценок пока нет
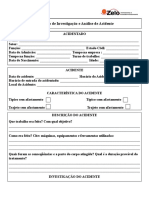
- Modelo de Relatorio e Analise de AcidenteДокумент2 страницыModelo de Relatorio e Analise de Acidentetiago_m12Оценок пока нет
- Senai - Vasos de PressãoДокумент4 страницыSenai - Vasos de PressãojrjordanОценок пока нет
- Projeto Integrador Trabalho em AlturaДокумент19 страницProjeto Integrador Trabalho em AlturaAlexandre LopesОценок пока нет
- PR-4150.30-6000-950-CDT-013 0 - Procedimento de InstrumentaçãoДокумент18 страницPR-4150.30-6000-950-CDT-013 0 - Procedimento de InstrumentaçãoTimoteo ProgenioОценок пока нет
- Projeto Capacidade QRF Maith01 Enodeb Swap 2g Swap 3g 26072018 GF RevbДокумент17 страницProjeto Capacidade QRF Maith01 Enodeb Swap 2g Swap 3g 26072018 GF RevbRangelBrasilОценок пока нет
- Dimensionamento REDE GÁS - CONGÁSДокумент15 страницDimensionamento REDE GÁS - CONGÁSDanilo Pretinho50% (2)
- MÁQUINASДокумент12 страницMÁQUINASRodolfo Aventino GomesОценок пока нет
- Certificado BuzzeroДокумент2 страницыCertificado BuzzeroWemerson Dias DuarteОценок пока нет
- Laudo TécnicoДокумент2 страницыLaudo TécnicoRonaldo Rodrigues100% (1)
- PPRA - Comercio de AlimentosДокумент10 страницPPRA - Comercio de AlimentosMarcio AlvesОценок пока нет
- Boletim Técnico IEC 1010-1Документ8 страницBoletim Técnico IEC 1010-1iliushinОценок пока нет
- NBR 11352 - 89 (MB-3050) - CANC - Compartimentos e Acessórios Estanques de Embarcações - Verificação Da Estanqueidade - 4pagДокумент4 страницыNBR 11352 - 89 (MB-3050) - CANC - Compartimentos e Acessórios Estanques de Embarcações - Verificação Da Estanqueidade - 4pagClaudio LorenzoniОценок пока нет
- Tarefa 4Документ2 страницыTarefa 4Tassiany Lira100% (1)
- Protetores Auditivos para Ruido Impulsivo - Samir Nagi Yousri GergesДокумент1 страницаProtetores Auditivos para Ruido Impulsivo - Samir Nagi Yousri GergescassiocvОценок пока нет
- Dwany Villela - GPP Ibmr BarraДокумент5 страницDwany Villela - GPP Ibmr BarraDwanyvillelaОценок пока нет
- Relatório Dosímetro de Ruído - DOS - 1000 - Dos1000 - 03 - 01144Документ10 страницRelatório Dosímetro de Ruído - DOS - 1000 - Dos1000 - 03 - 01144Parentoni EngenhariaОценок пока нет
- Elaboração de Projetos - NBR 13.531 e 13.532-1995Документ10 страницElaboração de Projetos - NBR 13.531 e 13.532-1995JonasVelosoОценок пока нет
- PC 03 Calibração Dos TermómetrosДокумент1 страницаPC 03 Calibração Dos Termómetrosdm_mariana987606Оценок пока нет
- 8 Jet GroutingДокумент4 страницы8 Jet GroutingAlessandro PaganiОценок пока нет
- Procedimento Diante A Ocorrência de Acidente Do TrabalhoДокумент11 страницProcedimento Diante A Ocorrência de Acidente Do TrabalhoRivaldo Nóbrega JúniorОценок пока нет
- Lista Prova 3 BombasДокумент3 страницыLista Prova 3 BombasPaulo LinsОценок пока нет
- Check List de Iluminação de EmergenciaДокумент1 страницаCheck List de Iluminação de EmergenciarosildoОценок пока нет
- NTC16 - CelgДокумент60 страницNTC16 - Celgwbt1Оценок пока нет
- Anexo Ii - PPRPS - Programa de Prevenção de Riscos em Prensas e SimilaresДокумент5 страницAnexo Ii - PPRPS - Programa de Prevenção de Riscos em Prensas e SimilaresmatheusdinamicaОценок пока нет
- Metrologia 2Документ88 страницMetrologia 2Jesrraell MoraisОценок пока нет
- PROBABILIDADE E ESTATÍSTICA APLICADA À ENGENHARIA Exercicio 01 A 10Документ10 страницPROBABILIDADE E ESTATÍSTICA APLICADA À ENGENHARIA Exercicio 01 A 10Edney RamosОценок пока нет
- Leq 4 Prática 9Документ10 страницLeq 4 Prática 9weiber rodriguesОценок пока нет
- Controladores PIDДокумент26 страницControladores PIDRejane BarbosaОценок пока нет
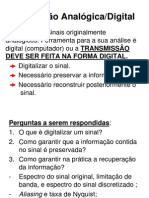
- Conversão Analógica - DigitalДокумент14 страницConversão Analógica - Digitalr282269zcОценок пока нет
- Simbolos ISAДокумент15 страницSimbolos ISAanon-484829100% (5)
- Modelo de Relatorio TecnicoДокумент4 страницыModelo de Relatorio TecnicoGerson LeonardoОценок пока нет
- Tecnologia para A Produção Do Óleo de Soja EmbrapaДокумент40 страницTecnologia para A Produção Do Óleo de Soja Embrapahugogabas100% (1)
- Sintonia de Controladores Regulatórios: Pid Controller Tuning Sintonía de Controladores PidДокумент28 страницSintonia de Controladores Regulatórios: Pid Controller Tuning Sintonía de Controladores PiddiegorsfОценок пока нет
- Controladores PID e Sua SintoniaДокумент36 страницControladores PID e Sua Sintoniar282269zcОценок пока нет
- Gestão de ProcessosДокумент57 страницGestão de ProcessosVinícius SantosОценок пока нет
- Sintonia Cautelosa de Controladores Pi para Plantas de Primeira Ordem Com Tempo Morto e Não LinearidadesДокумент16 страницSintonia Cautelosa de Controladores Pi para Plantas de Primeira Ordem Com Tempo Morto e Não Linearidadesr282269zcОценок пока нет
- Fundamentos de Controle - Instrumentista SistemasДокумент82 страницыFundamentos de Controle - Instrumentista SistemasLuis MarquesОценок пока нет
- Igualdade TRABALHO 07 OITДокумент156 страницIgualdade TRABALHO 07 OITr282269zcОценок пока нет
- Pedro WerlenДокумент11 страницPedro Werlenr282269zcОценок пока нет
- CHR Leandro e RamonДокумент6 страницCHR Leandro e Ramonr282269zcОценок пока нет
- Controle de Processos Renan ThiagoДокумент23 страницыControle de Processos Renan Thiagor282269zcОценок пока нет
- Atividade Matemática Nº 17 - 8º Ano M + Correção Da Atividade 16Документ4 страницыAtividade Matemática Nº 17 - 8º Ano M + Correção Da Atividade 16danielfeyhОценок пока нет
- T1 - Angelo - SouzaДокумент11 страницT1 - Angelo - SouzaAngelo SansonОценок пока нет
- Ficha de Avaliação de Matemática 10º Ano 1º Teste Outubro 2018Документ2 страницыFicha de Avaliação de Matemática 10º Ano 1º Teste Outubro 2018semeanoОценок пока нет
- Gabarito 20151Документ22 страницыGabarito 20151Caciano SoaresОценок пока нет
- LogaritmosДокумент31 страницаLogaritmosCristiane MouraОценок пока нет
- Experimento Mesa de GaltonДокумент14 страницExperimento Mesa de GaltonPETRUCIO BARROZO DA SILVAОценок пока нет
- 01 - Aula Turma 202 - Sequências NuméricasДокумент4 страницы01 - Aula Turma 202 - Sequências NuméricasmaxyОценок пока нет
- Estrutura Do Plano de Desenvolvimento Individual - Pdi: Proposta para A Rede Estadual de Ensino de Minas Gerais I. Dados InstitucionaisДокумент136 страницEstrutura Do Plano de Desenvolvimento Individual - Pdi: Proposta para A Rede Estadual de Ensino de Minas Gerais I. Dados InstitucionaisJoana SalesОценок пока нет
- Lista SISTEMA DE NUMERAÇÃOДокумент2 страницыLista SISTEMA DE NUMERAÇÃOBruna LorenaОценок пока нет
- Sobre A Ciência - Paul G. HewittДокумент15 страницSobre A Ciência - Paul G. Hewittsjtalvim5098Оценок пока нет
- 2021 - 09 - FV - Maratona de Matemática - MMC e MDCДокумент6 страниц2021 - 09 - FV - Maratona de Matemática - MMC e MDCthylellysОценок пока нет
- Exercícios MatrizДокумент3 страницыExercícios MatrizNathan RezendeОценок пока нет
- Formulário de Probabilidade e EstatísticaДокумент13 страницFormulário de Probabilidade e EstatísticaM Tdeu CordeiroОценок пока нет
- Prova Modelo MAT12 3Документ5 страницProva Modelo MAT12 3Alexandre RamosОценок пока нет
- Potenciação e RadiciaçãoДокумент19 страницPotenciação e RadiciaçãoFranciomar LimaОценок пока нет
- Divisão Com NR Decimais - RegrasДокумент3 страницыDivisão Com NR Decimais - RegrasAna Margarida NunesОценок пока нет
- Tutorial Mathematica 6.0Документ29 страницTutorial Mathematica 6.0alandemaria123Оценок пока нет
- Exercício de Revisão: Potenciação (8º Ano) : DATA: 31/07/2020Документ4 страницыExercício de Revisão: Potenciação (8º Ano) : DATA: 31/07/2020lucasОценок пока нет
- Lista 1Документ2 страницыLista 1NadineОценок пока нет
- Notação Científica 01Документ18 страницNotação Científica 01adalcelioОценок пока нет
- 71Документ79 страниц71Gustavo Leite SilvanoОценок пока нет
- Null 2 PDFДокумент3 страницыNull 2 PDFLourenço Fernando MaputoОценок пока нет
- Algoritmos PDFДокумент71 страницаAlgoritmos PDFAthos Denis EulalioОценок пока нет
- Mecânica - Aula 2Документ16 страницMecânica - Aula 2Jean NascimentoОценок пока нет
- Resolução Da Ficha de Trabalho 2Документ4 страницыResolução Da Ficha de Trabalho 2carlosmat18_Оценок пока нет
- Lista 4-5Документ5 страницLista 4-5Jonathan MartinsОценок пока нет
- Lista 1 - Casa 1 - LimitesДокумент4 страницыLista 1 - Casa 1 - LimitesAndressa NascimentoОценок пока нет
- 3 º Cíclo - ExercíciosДокумент66 страниц3 º Cíclo - Exercíciosprofleonor100% (1)
- Momentos de InérciaДокумент24 страницыMomentos de Inérciaciv0814586% (7)