Вам также может понравиться
- Toe-Nail Connection Design Based On NDS 2005: Project: Client: Design By: Job No.: Date: Review byДокумент1 страницаToe-Nail Connection Design Based On NDS 2005: Project: Client: Design By: Job No.: Date: Review byleroytuscanoОценок пока нет
- Steel DeckДокумент13 страницSteel Deckrini100% (1)
- BIA - Steel Lintel DesignДокумент7 страницBIA - Steel Lintel Designgpax42Оценок пока нет
- PDF Awc Sdpws 2015 Withcommentary CompressДокумент100 страницPDF Awc Sdpws 2015 Withcommentary CompressJorge ChaconОценок пока нет
- Bolt To Hss (Long)Документ1 страницаBolt To Hss (Long)ronyОценок пока нет
- General Design of Rectangular Tanks: The Walls Are Designed Both For Direct Tension and Bending MomentДокумент17 страницGeneral Design of Rectangular Tanks: The Walls Are Designed Both For Direct Tension and Bending MomentAlvin AsinguaОценок пока нет
- A Design Guide For Bracing Cold-Formed Steel StructuresДокумент10 страницA Design Guide For Bracing Cold-Formed Steel StructuresSaravanan SilambanОценок пока нет
- SWD-CSA-A23.3-04 Shear Wall Design ManualДокумент82 страницыSWD-CSA-A23.3-04 Shear Wall Design ManualYohan LimОценок пока нет
- Technical Aid 1 Shelf Angle and Brick Ledge Design Rev 4Документ18 страницTechnical Aid 1 Shelf Angle and Brick Ledge Design Rev 4cd dОценок пока нет
- Block+Shear+Equations+Revisited AgainДокумент8 страницBlock+Shear+Equations+Revisited AgainSergioAlcantaraОценок пока нет
- AISC DESIGN GUIDE eXCERPTДокумент3 страницыAISC DESIGN GUIDE eXCERPTMike2322Оценок пока нет
- Highlights of New ASCE Standard On Composite SlabsДокумент21 страницаHighlights of New ASCE Standard On Composite SlabsGuilhermino BrittoОценок пока нет
- Stainless Steel Laser Fused Universal Beams and ColumnsДокумент8 страницStainless Steel Laser Fused Universal Beams and ColumnsDushyantha JayawardenaОценок пока нет
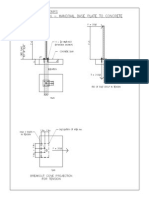
- Free Standing Masonry Wall Design Based On ACI 530-05 & ACI 318-05Документ9 страницFree Standing Masonry Wall Design Based On ACI 530-05 & ACI 318-05SadatcharaMoorthi NОценок пока нет
- Masonry Bearing Wall 1Документ3 страницыMasonry Bearing Wall 1Jacinto EstradaОценок пока нет
- Wood Truss ConfigurationДокумент2 страницыWood Truss ConfigurationravinchandОценок пока нет
- TR12 PDFДокумент24 страницыTR12 PDFramorusoОценок пока нет
- REBARS (318-05) (Engineersdaily - Com)Документ8 страницREBARS (318-05) (Engineersdaily - Com)sawahОценок пока нет
- Large Moment ExampleДокумент5 страницLarge Moment ExampleAmro Ahmad AliОценок пока нет
- CSA Spec HILTI HIT 100 Technical SupplementДокумент32 страницыCSA Spec HILTI HIT 100 Technical SupplementIsidro P. BuquironОценок пока нет
- Design of Aluminum StructureДокумент29 страницDesign of Aluminum StructurerobcfuОценок пока нет
- Moment Connection Using Mathcad PDFДокумент11 страницMoment Connection Using Mathcad PDFbong2rmОценок пока нет
- Weld Analysis For DummiesДокумент6 страницWeld Analysis For DummiesJosh SmithОценок пока нет
- AISC - Design Guide 10 - Errata - Erection Bracing of Low - Rise Structural Steel Buildings PDFДокумент2 страницыAISC - Design Guide 10 - Errata - Erection Bracing of Low - Rise Structural Steel Buildings PDFapuhapuh_153349Оценок пока нет
- "Weldgrp" - Weld Group Analysis ProgramДокумент16 страниц"Weldgrp" - Weld Group Analysis ProgramMario BertiОценок пока нет
- Masonry Design ASDvsSD PDFДокумент47 страницMasonry Design ASDvsSD PDFAnonymous 1BdR0EQgbuОценок пока нет
- NBC 2010 - Commentaries - Section IДокумент24 страницыNBC 2010 - Commentaries - Section IRick HenbidОценок пока нет
- MasonryBearingWall IBCДокумент8 страницMasonryBearingWall IBCAbdul WahabОценок пока нет
- Awc Wood Connection Design Des330 1 Slide Per PageДокумент112 страницAwc Wood Connection Design Des330 1 Slide Per Pagecerratosys100% (1)
- Detailed Composite Beam Design AISCДокумент20 страницDetailed Composite Beam Design AISCRaveendra Babu CherukuriОценок пока нет
- Truss DesignДокумент16 страницTruss DesignRabindraUpretiОценок пока нет
- Beam DesignДокумент33 страницыBeam DesignstructuresОценок пока нет
- Broadway Hilti - Handrail BaseДокумент4 страницыBroadway Hilti - Handrail Basexpertsteel100% (1)
- WS TDG 35 Floor Diaphrams in Timber Buildings 09-20Документ34 страницыWS TDG 35 Floor Diaphrams in Timber Buildings 09-20Joseph Booker100% (1)
- Meet The Experts - Steel JoistsДокумент2 страницыMeet The Experts - Steel Joistsseth_gzbОценок пока нет
- Purlin Design To AISI LRFD Using Rational Buckling Analysis 09007dcc809cfddfДокумент14 страницPurlin Design To AISI LRFD Using Rational Buckling Analysis 09007dcc809cfddfEmrE GöktuĞ100% (1)
- Circular Column Design Based On ACI 318-14: Project: Client: Design By: Job No.: Date: Review byДокумент1 страницаCircular Column Design Based On ACI 318-14: Project: Client: Design By: Job No.: Date: Review byJuanAlfaroRodríguezОценок пока нет
- Dev and Lap Splice Lengths - ETN-D-1-15Документ9 страницDev and Lap Splice Lengths - ETN-D-1-15erleosОценок пока нет
- ACI 318-14 Building Code Requirements For Structural Concrete. Units: In., PsiДокумент5 страницACI 318-14 Building Code Requirements For Structural Concrete. Units: In., PsiOscarCVОценок пока нет
- Sherman - Extended Shear TabsДокумент148 страницSherman - Extended Shear TabsRohan KarandeОценок пока нет
- Wide-Flange Beam To HSS Column Moment Connections PDFДокумент7 страницWide-Flange Beam To HSS Column Moment Connections PDFing_fernandogalvez2015Оценок пока нет
- W14x43 To HSS6x6x1 - 2 Moment ConnДокумент21 страницаW14x43 To HSS6x6x1 - 2 Moment ConnrajedmaglinteОценок пока нет
- Influence Line Analysis of Bridges Using MATLAB: Saleh I. AldeghaitherДокумент14 страницInfluence Line Analysis of Bridges Using MATLAB: Saleh I. AldeghaitherSilver Olguín CamachoОценок пока нет
- AISI Wall Stud 2004Документ34 страницыAISI Wall Stud 2004MoGHОценок пока нет
- Wood Shear Wall Design Examples For WindДокумент4 страницыWood Shear Wall Design Examples For WindAbdurrahman ÇINARОценок пока нет
- Notes On Design of Steel Parking Structures IncludДокумент42 страницыNotes On Design of Steel Parking Structures IncludSudhakar KrishnamurthyОценок пока нет
- NDS 11.3.1 Lateral Design Values ZДокумент6 страницNDS 11.3.1 Lateral Design Values Zpazz0Оценок пока нет
- Review of AISI Design Guide For Cold-Formed Steel Purlin Roof FraДокумент17 страницReview of AISI Design Guide For Cold-Formed Steel Purlin Roof FraguillermoОценок пока нет
- SDI Technical Note No 10Документ7 страницSDI Technical Note No 10phil brownОценок пока нет
- Tables For Wood Post Design Based On NDS 2005: Post Axial Capacity For Douglas Fir-Larch # 1, (Kips)Документ22 страницыTables For Wood Post Design Based On NDS 2005: Post Axial Capacity For Douglas Fir-Larch # 1, (Kips)leroytuscanoОценок пока нет
- Design ExampleДокумент4 страницыDesign ExampleEngr Sher KhanОценок пока нет
- SteelDesign PlateGirder Fu NewДокумент32 страницыSteelDesign PlateGirder Fu NewFhatony Silvershadows BondanОценок пока нет
- Engineering Journal - 4th Quarter 2010 - Design of Structural Steel Pipe RacksДокумент8 страницEngineering Journal - 4th Quarter 2010 - Design of Structural Steel Pipe Racksger80Оценок пока нет
- Daniel Tian Li: Concrete Column Design Based On ACI 318-05Документ3 страницыDaniel Tian Li: Concrete Column Design Based On ACI 318-05Lee Kar FungОценок пока нет
- Unistrut CatalogДокумент12 страницUnistrut CatalogElia Nugraha AdiОценок пока нет
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionОт EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionОценок пока нет
- Beginners Method To Solving The 3x3 Rubiks CubeДокумент8 страницBeginners Method To Solving The 3x3 Rubiks Cubeboon1961100% (1)
- Drill Press LatheДокумент13 страницDrill Press Latheboon1961Оценок пока нет
- WessexДокумент120 страницWessexboon1961100% (1)
- Model Aircraft 2012-11Документ84 страницыModel Aircraft 2012-11bobbyb121223486% (7)
- The Bare Minimum DIY LatheДокумент5 страницThe Bare Minimum DIY Latheboon1961100% (1)
- Bench Lathe 3 in 1 Lathe Sander GrinderSharpenerДокумент13 страницBench Lathe 3 in 1 Lathe Sander GrinderSharpenerboon1961100% (1)
- Fishing Tackle TubeДокумент6 страницFishing Tackle Tubeboon1961Оценок пока нет
- Pallet Coffee Table From Reclaimed WoodДокумент14 страницPallet Coffee Table From Reclaimed Woodboon1961Оценок пока нет
- Tennis Ball Launcher 2Документ48 страницTennis Ball Launcher 2boon1961Оценок пока нет
- Make An Open Kayak From Recycled BottlesДокумент8 страницMake An Open Kayak From Recycled Bottlesboon1961Оценок пока нет
- DIY RC Foamboard PlaneДокумент44 страницыDIY RC Foamboard Planeboon1961Оценок пока нет
- Bamboo BowДокумент3 страницыBamboo Bowboon1961100% (1)
- Easy Paracord USB Flash Drive CaseДокумент9 страницEasy Paracord USB Flash Drive Caseboon1961Оценок пока нет
- Homemade PlasticДокумент11 страницHomemade Plasticboon1961Оценок пока нет
- Gypsy Wagon BuildingДокумент20 страницGypsy Wagon Buildingboon1961Оценок пока нет
- Bungee BazookaДокумент35 страницBungee Bazookaboon1961Оценок пока нет
- 8Ft Wingspan Coroplast RC PiperCub 25ccДокумент25 страниц8Ft Wingspan Coroplast RC PiperCub 25ccboon1961Оценок пока нет
- DIY Camera RigДокумент5 страницDIY Camera Rigboon1961Оценок пока нет
- The Saw Blade CabinetДокумент7 страницThe Saw Blade Cabinetboon1961Оценок пока нет
- Ipm For MangoДокумент44 страницыIpm For MangohareeshngvОценок пока нет
- Fred Lesson Plan - AgricultureДокумент7 страницFred Lesson Plan - AgricultureFrederic ReyesBaliton OrdinarioMelchor100% (1)
- Ijvsr 5 140Документ7 страницIjvsr 5 140Tewfic SeidОценок пока нет
- Country Case StudiesДокумент169 страницCountry Case Studiesjpar44Оценок пока нет
- Standard Operating Procedure For Pest ControlДокумент3 страницыStandard Operating Procedure For Pest Controlrocky stone83% (12)
- Green Forages For Dairy CowsДокумент161 страницаGreen Forages For Dairy Cowsjss_bustamanteОценок пока нет
- Ss Unit 2 Chapter 10 Lesson 2 PPT 1Документ21 страницаSs Unit 2 Chapter 10 Lesson 2 PPT 1api-239501898Оценок пока нет
- Private Sector Input Supply of AOSS in EthiopiaДокумент74 страницыPrivate Sector Input Supply of AOSS in EthiopiaLeul100% (1)
- All Catering Recipes PDFДокумент18 страницAll Catering Recipes PDFNatalia Lopez100% (1)
- English Listening Practice Level 4 - Learn English by Listening Engilsh With SubtitleДокумент69 страницEnglish Listening Practice Level 4 - Learn English by Listening Engilsh With SubtitlearysselmoОценок пока нет
- Ied CH-6-MCQДокумент12 страницIed CH-6-MCQ12E23SakthiPalanichamyОценок пока нет
- Kisi-Kisi PTS 2 Kls 8 Bahasa InggrisДокумент4 страницыKisi-Kisi PTS 2 Kls 8 Bahasa InggrisVidyaОценок пока нет
- Pipes SpecificationsДокумент250 страницPipes SpecificationsSalma_Elgaili_5654100% (2)
- Liqueur RecipesДокумент24 страницыLiqueur Recipessweedld100% (1)
- Project Proposal Abaca ProductionДокумент4 страницыProject Proposal Abaca ProductionNoe S. Elizaga Jr.89% (19)
- Genetic Diversity of Okra (Abelmoschus Esculentus LДокумент9 страницGenetic Diversity of Okra (Abelmoschus Esculentus LnadeemquddusiОценок пока нет
- Current Affairs Study PDF - October 2017 by AffairsCloudДокумент168 страницCurrent Affairs Study PDF - October 2017 by AffairsCloudHitesh KumarОценок пока нет
- Passage 1. Drover RoadsДокумент2 страницыPassage 1. Drover RoadsRaana R. SherwaniОценок пока нет
- Land Administration Unit 3Документ13 страницLand Administration Unit 3me niksy0% (1)
- The Farm Book SMДокумент108 страницThe Farm Book SMyoutreauОценок пока нет
- Unibiko Cattle Fattening Business PlanДокумент31 страницаUnibiko Cattle Fattening Business Planibrahim Muhammad80% (5)
- Garden Farming ManualДокумент16 страницGarden Farming ManualMónica EspitiaОценок пока нет
- Mexican CuisineДокумент2 страницыMexican CuisineTonya IlăОценок пока нет
- Native Chicken Trichantera GiganteaДокумент9 страницNative Chicken Trichantera Giganteajaype jamolinОценок пока нет
- Rhyming Words For SalwaДокумент5 страницRhyming Words For SalwaG Mustafa SandhuОценок пока нет
- A History of Science and Technology BCE-before Common Era, Corresponds To Before Christ CE - Common Era, Corresponds To Anno DominiДокумент3 страницыA History of Science and Technology BCE-before Common Era, Corresponds To Before Christ CE - Common Era, Corresponds To Anno Dominilance cunananОценок пока нет
- Mud Architecture Chapter 9-10Документ25 страницMud Architecture Chapter 9-10Verma TarunОценок пока нет
- Go at KeepingДокумент103 страницыGo at KeepingMiroslav Lisica100% (2)
- Meat Identification, Evaluation and GradingДокумент8 страницMeat Identification, Evaluation and GradingJonathanОценок пока нет
- Sample Menu: Light Mains Grills Poulet Reton'Документ1 страницаSample Menu: Light Mains Grills Poulet Reton'harrison notfordОценок пока нет