Академический Документы
Профессиональный Документы
Культура Документы
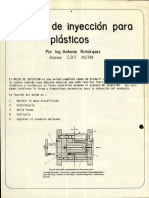
Manual de Reparación de Moldes y Troqueles Rectificado Mecánico II
Загружено:
madenicola10Оригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Manual de Reparación de Moldes y Troqueles Rectificado Mecánico II
Загружено:
madenicola10Авторское право:
Доступные форматы
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Manual de reparación y pulido
de moldes de inyección de plástico
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Dedicatoria: a mi esposa Itzel Magali.
Que gracias a su dedicación y apoyo, mi camino por el Güerer, no ha
sido solo un deseo.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Hombres
Son los que hacen las cosas,
No los que se justifican
Por no hacerlas.
El éxito, no necesita justificación.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Contenido
• Introducción
I. Criterios que deciden el mantenimiento
y reparación de un molde de inyección.
II. Reportes previos de operación del
molde trabajando.
III. Operaciones previas al mantenimiento
y reparación del molde
IV. Fabricación de refacciones para el
mantenimiento del molde
V. Ajuste del molde
VI. Montaje y función
VII. Reporte e inspección.
VIII. Control de la producción
IX. Preajuste de una maquina inyectora.
X. Condiciones de la maquina inyectora
para mejorar la operación del molde.
XI. Rectificado mecánico.
XII. Bibliografía.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Introducción
Actualmente el desarrollo industrial mundial y la apertura global de los
mercados han proporcionado una competencia sin precedentes, por
los que día a día, la industria exige herramientas más eficientes que
alcances los objetivos de productividad presupuestados y que hagan
que nos pongan en lugares competitivos, con productos de Japón,
Estados Unidos de Norte América, Alemania y hasta dentro del
mercado tal desleal como es el de China y Taiwán.
En este escenario, los moldes de inyección, soplado, termo formado,
inyección soplo etc. juegan un papel primordial, pues los grandes
volúmenes de producción requeridos y el corto tiempo de vida que
tienen los productos exigen mantener los moldes en condiciones
adecuadas para obtener su máxima capacidad productiva.
Desafortunadamente el enorme acato tecnológico de México hacia el
mercado del norte, crea una dependencia económica y de empleo que
frena la posibilidad de adquirir técnicas de otros países, que
desarrollan un impulso multilateral hacia todo el mercado global, no
unilateral como se ha venido dando en las últimas décadas con sus
condiciones y restricciones.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
¿Cómo se logra esto?
Con una técnica adecuada de mantenimiento y reparación de moldes
o troqueles, que solamente podrá lograrse capacitando y
desarrollando el activo más importantes en su empresa los
colaboradores operativos, administrativos y de dirección.
Estas condiciones del mercado obligan a los diseñadores y técnicos a
buscar materiales comerciales económicos que hagan rentable la
operación y mantenimiento de los moldes o troqueles.
Un programa adecuado de mantenimiento trae varios beneficios:
No se invierte en un nuevo molde (esta probable inversión se puede
canalizar al desarrollo de nuevos productos que lo sustituyan).
Una adecuada reparación tiende a lograr beneficios en la producción
ya que por piezas mecánicas con fatiga media de trabajo, no
destructiva.
Un molde o troquel reparado podrá servir para un producto prototipo
que después innove al que se producía.
Un molde o troquel reparado servirá de reemplazo del elemento que
entra al taller a reparación permitiendo la continuidad de la producción.
Un molde reparado siempre traerá una mayor utilidad a la empresa.
Valorar y seleccionar correctamente los parámetros de proceso para la
cantidad en la inyección.
Asegurar la calidad y reducir los desperdicios son un reto constante
Six-sigma.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Solo una empresa capaz de conseguir una producción y los plazos de
entrega, convirtiéndose en un proveedor fiable.
Las actuales maquinas inyenctoras están dotadas con herramientas
eficaces para controlar y analizar el control de la calidad. Así el usuario
dispone de medios para realizar un control 100% seguro de la
producción, elaborar evaluaciones estadísticas de largo alcance o
detectar tendencias para anticiparse a ellas.
Con el fin de aprovechar estas herramientas de forma eficaz, el
reparador debe saber en que medida influyen los distintos parámetros
de maquinas y procesos en la calidad de la pieza.
Pero la importancia de estos parámetros, tal como enseña la practica,
difiere en la aplicación; la pieza concreta es la que determina
definitivamente, las soluciones a la hora de seleccionar y determinar
los parámetros necesarios y las tolerancias para el control de calidad
en la maquina.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
I- Criterios que deciden el mantenimiento y
reparación de moldes de inyección.
• Necesidad de producción.
• Perdidas por el mal ajuste del molde.
• Tiempo en horas hombre; ajustador, montaje, operación de
maquina, personal secundario de operación.
• Tiempo de maquina; inyectora, prensa, manta carga, equipos
periféricos, equipos de refrigeración, almacenaje, energía
eléctrica, desperdicios, reprocesos, mantenimiento de maquina,
baja productividad, calidad, limpieza, capacitación.
• Mantenimiento preventivo.
• Modificación.
II.- Reportes previos de operación de molde
trabajando.
• Ultima colada de piezas de un molde o ultimo esqueleto y piezas
de chapa metálica en caso de un troquel.
• Hojas de datos de trabajo del molde, que debe incluir:
• Presión de inyección.
• Temperaturas de las diferentes zonas del cañón de inyección.
• Velocidad de inyección.
• Presión de sostenimiento
• Tiempo de ciclo
• Hoja de datos de trabajo de un troquel donde debe incluirse:
• Presión de trabajo de la prensa.
• Calidad de la chapa metálica (espesor constante)
• Número de piezas producidas
• Operador en turno
• Datos de lubricación de la maquina
• Condiciones de trabajo de la maquina
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
• Reporte dimensional de las piezas obtenidas numeradas (control
de calidad)
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
• Programa del tipo y tiempo de la duración del trabajo, (hoja de
reporte de producción)
• Hoja de reporte de reparación
• Moldes de apertura normal al centro
• Moldes de carros o peines.
• Moldes de engranes o cremalleras
• Moldes especiales snack
• Moldes combinados
III.- Operaciones previas al mantenimiento y
reparación del molde.
• Plano de producto terminado, que debe incluir material de
fabricación del producto, tolerancias y notas técnicas de alguna
especificación del producto.
• Dibujo de conjunto del modelo o troquel.
Procedimiento de reparación.
Vaciar en una copia del dibujo de conjunto de datos reales
dimensiónales de espesores de placas estos datos deben ser
realizados con micrómetros o relojes de carátula) y compararlos con
los originales de todas las piezas que componen el elemento
mecánico.
Este marcaje se hará con un bicolor (rojo las dimensiones reales,
arriba de la cota original del plano de fabricación, también es
necesario anotar la fecha y la persona que esta como responsable de
cargar estos datos).
Con el color azul se marcarán las dimensiones a la deberá quedar las
placas y otros elementos que sufrirán las modificaciones de
reparación.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Revisar paralelismo.
Limpieza de placas
Revisar que no hayan cráteres en las placas.
Cálculo de medidas de modificación con tolerancias.
Dimensiones de las piezas plásticas.
Análisis de las piezas plásticas en rebabas axiales y radiales
determinando espesores y tipo de superficie.
Análisis de puntos de inyección y salida de aire.
Plan de acción a tomar en la reparación.
IV.- Fabricación de refacciones para el
mantenimiento y reparación del molde.
Eliminar piezas fuera de tolerancia conforme al plano de fabricación.
De acuerdo al tipo de trabajo que realiza el molde y el tipo de
materiales con el que esta construido, escoge los materiales de las
refacciones de reemplazo según normas de casas de aceros.
Observar perfectamente la simbología de fabricación de las piezas y
notas técnicas de fabricación.
Fabricar las refacciones con precisión (las piezas deben de cumplir
con paralelismo, bien centradas, ángulos de 90°, etc. tener cuidado y
paciencia.
Se deben utilizar instrumentos de medición de alta precisión.
Las maquinas de herramientas utilizadas para la fabricación o
reparación de moldes deben cumplir con las tolerancias de la pieza,
las especificaciones de desbaste semi-acabado y acabado vienen en
los manuales de aplicación de las herramientas de corte utilizadas.
En tornos y fresas los maquinados deben ser alineados y concéntricos
con tolerancias de +/- 0.01mm.
En los trabajos de rectificado, es importante considerar instrumentos
de medición como “blocks gauge”, micrómetros y otras herramientas
como las mesas de senos.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Rectificadas las placas éstas deben tener los electrodos necesarios
para el desbaste, semi-desbaste y acabado.
Los electrodos deben ser perfectamente maquinados y dimensionados
conforma a los planos de fabricación, se recomienda pulirlos.
Muchos de los trabajos de erosión son pulidos por que hay que
considerar las tolerancias de acabado.
Dureza (tratamiento térmico)
Reporte dimensional de la pieza ya terminada (modificada) junto con el
conjunto de las demás refaccione.
Las modernas máquinas de erosión de alto rendimiento necesitan
electrodos hechos de materiales adaptados a lo0s correspondientes
procedimientos de maquinado. Estos electrodos se tienen que fabricar
racionalmente y garantiza un trabajo de erosión económico, con el
mínimo desgaste.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Alambre especial para erosión
• CuZn37.- es el alambre estándar de latón para erosionar, que
puede aplicarse con diferentes resistencias, de forma especifica
para cada máquina.
• CC/CC-A.- es un alambre de alto rendimiento para erosionar,
compuesto de latón con superficie de cinc tratada especialmente
que puede aplicarse con diferentes resistencias, de forma
especifica para cada máquina.
• BC-X.- es alambre de alto rendimiento para erosionar, fabricado
por procedimiento especial con aleación de cobre y
revestimiento superficial especial para entregar de energía y
rendimiento erosionado máximo.
Electrodos para taladros especiales.
• Son electrodos de cobre y listos para realizar los taladros
iniciales en la erosión con alambre.
• Para el líquido de limpieza se ha previsto perforación central.
• Cobre electrolítico.
• La aplicación de este material se conoce suficiente.
• Los electrodos de cobre son de empleo universal.
• Permiten obtener superficies relativamente lisas si la maquina
esta ajustada como corresponda.
• Los electrodos de desbaste para medidas por debajo de la
dimensión mínima se han fabricado por ataque químico.
• No se recomienda emplear el cobre electrolítico para elementos
de canal cliente.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Grafito
• Los electrodos de grafito pueden emplear económicamente en
todas las dimensiones y diseños.
• La capacidad erosiva del grafito es considerablemente mayor
que la de los electrodos metálicos, a al vez que con el mínimo
desgaste del electrodo. Además se mantiene estable
dimensionalmente al someterlo a esfuerzo térmico.
• La siguiente figura muestra el desgaste relativo del electrodo de
cobre y del grafito en función de la corriente y de chispas “if”
precisamente en fuentes intensidades de corriente y del elevado
induce de erosión, es cuando los electrodos de desgastan muy
poco si son de grafito.
El tiempo de fabricación de electrodos de grafito es considerablemente
más corto que si necesitara electrodos metálicos, puesto que el grafito
se puede maquilar con mayor facilidad.
El polvo resultante durante el mecanizado se puede eliminar al
desprenderse por procedimientos como son; aspiración o enjuague
por dieléctrico, liquido de maquinado.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
La cantidad de la superficie obtenida por erosión esta en función del
ajuste de la máquina y del tamaño del grano de grafito. Se diferencia
entre superficies de desbaste y de acabado.
Hay que cuidar que el enjuague haga una limpieza suficientemente
buena ya que el grafito reacciona más sensiblemente que el cobre a la
acción de las impurezas en el intersticio de chispas. El grafito nos es
apropiado para emplearlo en generadores de circuito oscilante ni de
relajación.
Los electrodos de grafito pueden unirse por adhesión con
pegamento.
• Deberán evitarse hasta donde sean posibles los puntos de
adherencia con pegamento los electrodos, puesto que debido a
ello quedan casi siempre afectada negativamente la
conductividad eléctrica.
• Para aquellos casos que no son posibles uniones atornilladas, se
han acreditado los pegamentos de los componentes.
Cobre electrolítico.
• En realidad el mecanizar mecánicamente el cobre no implica
problema.
• Hay que presentar atención a la distorsión causada por el calor
en caso de secciones transversales de poco diámetro.
• Se recomienda emplear refrigerantes adecuados. Se conoce la
geometría del útil de corte para mecanizar cobre.
• Para el rectificado se prefiere emplear muelas de aglutinante
cerámico.
• Magnitud de granulación 46-80, dureza H hasta K, densidad
estructural 13-15.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
• Es indispensable una buena refrigeración V= aprox. 30m/seg.
• Las dimensiones interiores conforme al intersticio de chispas
deseando se puedan obtener por maquinado mecánico o por
ataque químico.
Grafito.
• El grafito se puede mecanizar fácilmente sin limitaciones hasta
más estrechas tolerancias en todas las máquinas herramientas
usuales.
• Los electrodos se mantienen estables dimensionalmente
durantes el mecanizado y después del mismo. No resulta
distorsión a causa del esfuerzo térmico.
• Se mecaniza predominantemente en seco.
• Resulta ventajoso emplear dispositivos aspirantes de polvo.
• Se deben recubrir las piezas de las maquinas engrasadas o bien
tenerlas sin grasa.
• Se pueden emplear ventajosamente dieléctricos como
refrigerantes al fresar por copiado.
• Se pueden emplear también otros refrigerantes.
• Serrar.- se refiere con hojas de sierra de acero para
herramientas de dientes grandes (aprox. 5 dientes por pulgada)
V= 100 – 30m/mm.
• Sujetar.- la naturaleza cerámica de este material no permite
someterlo más que a un débil esfuerzo de presión. Las piezas se
tienen que sujetar con precaución.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
• Tornear.- preferentemente de filos de metal duro de la calidad
K01 y K05 a las herramientas de HSS. Recomendamos emplear
diamantes de tornear para el súper acabado. Resultan
ventajosos los radios ventajosos los radios y biseles en el filo de
la herramienta V=100/200 m/min. Para desbastar y V=200-400 m
/ min. para el acabado.
Fresar.- preferentemente de metal duro alas HSS. Resulta ventajoso
refrigerara con dialéctico V= 15 m/min. Para HSS y 25-30 m/min. Para
metal duro. El avance máximo debe quedar entre 600 y 800 mm/min.
Acabado.- esta operación es especialmente económica, por lo que se
debe preferir al torneado o fresado. Se mecaniza en seco, con muelas
de una densidad estructural de 6 a 9 según DIN 69100. V= 20-30
m/seg. Para desbastar y acabar.
Taladrado.- se deberá realizar con brocas de metal duro de la calidad
K05 ángulo de punta de la broca de 70° -100 °. Angulo de destalonado
de 10°- 15°.
Pulido.- es indispensable hacer un mecanizado previo de gran
precisión para que la superficie resulte impecable. Como materia
abrasivo se recomienda emplear papel de esmeril de granos entre 300
y 900.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Durante la operación de la erosión se cometen frecuentemente errores
graves por irreflexión los cuales pueden disminuir considerablemente
la duración de los moldes y de las herramientas ya durante la fase de
fabricación.
Una capacidad erosiva excesiva al desbastar y demasiado al acabar
pueden ocasionar defectos superficiales en el acero, los cuales
pueden hacer que los moldes resulten inservibles antes de tiempo.
La fusión continua del acero durante la erosión y la refrigeración rápida
de estas áreas por dieléctrico, hacen que la superficie de la pieza a
mecanizar se siga endureciendo continuamente.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Esta capa extremadamente dura, considera siempre como
perturbadora al volver a mecanizar mecánicamente las superficies
erosionadas, se manifiesta claramente en la micrografía del micro
estructura como capa blanca en la estructura base.
Esta capa es más o menos gruesa en función de la capacidad de
erosión ajustada.
Esta capa blanca se debe eliminar por completo en la fase de
erosionado de acabado si se hace correctamente la erosión. Solo así
se garantiza que las micros fisuras múltiples de esta capa blanca no
penetren en la estructura base. Se pueden mecanizar así los
contornos mecánicamente de modo racional.
V.- Ajuste de un molde
Las piezas de los moldes deben ser fabricadas con elevada precisión
y esto se logra respaldando las tolerancias que vienen señaladas en el
plano de fabricación.
• El ajustador siempre se basará en el plano o dibujo de conjunto
del molde.
• Los planos y dibujos deben ser modificados de acuerdo a los
cambios realizados en la reparación, con toda precisión.
• Cuando los dibujos se encuentran fuera de especificación,
indiscutiblemente los moldes también.
• Cuando se han modificado las dimensiones de algunas de las
piezas del molde, hay que analizar su función en el dibujo
conjunto para confirmar el ajuste.
• Es igual con las piezas plásticas cuando se modifica la cavidad
ésta cambia, por lo que habrá que analizar y revisar su función
en el dibujo de conjunto de ensamble de la pieza terminada.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
En la rama de moldes de inyección, deben de ser perfectamente
simétricos los puntos de inyección y quedar colocados equidistantes.
Cuando las piezas llevan un pulido posterior en cantos y se llegan a
redondear, hay que considerar el proceso anterior de mecanizado y
tolerancias para poder eliminar loas deformaciones que se tienen con
el proceso de rectificado.
• Función de todas las piezas del elemento mecánico.
• El molde o troquel siempre deberá ir completo.
• El movimiento de estos elementos deben de hacerse sin forzarse
ajustadas a las tolerancias.
• Los demás elementos vendrán del plano o dibujo de conjunto
con tolerancias dadas por función. 0.01 – 0.02 mm.
• Cuando hay en las placas ensambladas 3 ó 4 piezas, los
corazones y cavidades tendrán una tolerancia de altura de más
entre 0.02 a 0.03 mm. Por que es más importante cerrar las
cavidades que las placas.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
• Estas tolerancias por mitad “simétricas” son de +/- 0.01 mm.
Cuando van placas montadas se pueden dejar los diámetros más
importantes exactos y dejar más grandes los de menor importancia
para no tener problemas en el ajuste.
Los prismas de trabajan en forma simétrica.
Los moldes necesitan en ambos lados anillos centradores para evitar
que se caiga uno de los lados. Estas placas tienen un diámetro de +/-
0.05 mm. Para el cálculo de área de contacto.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
• No es bueno que el corazón tenga guía para correr, ya que la
placa cae y desgasta el corazón de algún lado.
• Boquillas, un diámetro de -0.05 mm. en la placa.
• Cuando se ajusten mangas, considerar en desahogo mínimo de
2 veces el diámetro del botador para evitar desgaste por fricción.
Oficios de venteo.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
VI.- Montaje y función.
• Verificar que los corazones y cavidades queden arriba de las
placas 0.03 mm.
• Verificar que las matrices queden arriba de la placa zapara 0.04
mm.
• Verificar que las aristas interiores de hombros estén matadas a
45°
• Verificar en diámetros que no son ajustables, que tengan una
tolerancia de -0.1 – 0.2 mm.
• Placas planas no deformes y con soportes en respaldo para las
coladas.
• Nunca montar piezas con rebaba.
• Probar siempre la función de la máquina para evitar algún
percance y observar su función.
• Hacer reporte dimensional de piezas con las medidas.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Nota: En caso de troqueles no crear un sobrecalentamiento en la
superficie de las placas que van a ser rectificadas.
• No sobre lubricar las piezas con grasa, esto es
contraproducente.
• Mantener siempre limpio el molde o troquel de cualquier
desperdicio lateral o de la materia prima.
• Hacer chequeos periódicos de las condiciones de trabajo de las
herramientas.
• Monitorear que el montaje de piezas sobre el molde o troquel se
realice con martillos de cobre nunca de bronce, las rebabas que
generan por el bronce quedan algunas veces dentro de los
mismos.
• Es indispensable tener bancos de trabajo y herramientas
adecuados para realizar el correcto montaje y desmontaje de
piezas de estos elementos mecánicos.
• Utilizar polines de madera para asentar los moldes o troqueles
en el piso.
• Utilizar cárcamos de horquillas y grapas adecuadas para
movilizar los moldes o troqueles y engraparlos adecuadamente.
• Llevar un control en pizarrón de las máquinas instaladas y los
moldes o troqueles en uso, anotar en peste; fecha de inicio de
trabajo, producto, materia, prima etc.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
VII.- Reportes e inspección.
Reporte.
• Molde o troquel limpio.
• Trabajo de molde.
• Problemas de molde.
• Ajuste de maquina.
• Número de cavidades de trabajo.
• Por que se cancelaron.
• Fugas de molde
• Funcionamiento correcto.
Inspección del área de taller mecánico.
• En todas la maquinas.
• Limpieza en moldes
• Lubricación
• Observar problemas en cada molde o troquel trabajado.
• Un reporte donde se califiquen todos los puntos de inspección.
Reporte de reparación de molde:
• Crear un file donde se anoten todos los cambios y fechas de
mantenimiento.
• Si se cambio una refacción.
• Si algún elemento mecánico se con lainas calibradas o en donde
se utilizan éstas.
• Si existió cambio de resortes o tortillería en al caso de troqueles.
• Si solo entro el molde o troquel para limpieza o lubricación.
• Si es necesario fabricar una refacción para el futuro cambiar.
• Anotar dimensiones de los o´rings.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Generalidades.
Nota: Muchos moldes utilizan herrajes metálicos por tanto también se
consideran parámetros para moldes y troqueles de chapa metálica.
• Montaje en maquina dentro de las dimensiones de las platinas.
• Platinas planas y limpias.
• Paralelismo de grapas con platinas en el montaje, con rondanas
y tornillos en buenas condiciones.
Notas:
Asientos de grapas iguales a la altura del molde o con blocas
escalonados.
No es necesario que el troqué se apriete con exceso, ajustar un poco
al llegue.
Nunca dejar en caso de moldes de inyección pedazos de plástico
dentro del molde o para cancelar cavidades esto los destruye.
Cuando el molde este abierto mucho tiempo, separar el husillo de la
máquina con la baja presión.
Tener cuidado con las cadenas de los polipastos, evitar que éstas
golpeen las columnas guías de platinas durante el montaje del molde.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Notas:
En troqueles verificar que las guardas protectoras y mecanismos de
acción funcionen perfectamente.
Cuando el cañón queda dentro de las máquinas inyectores sigue
inyectando plástico. Checar que este en perfecto funcionamiento la
válvula check de la nariz de la máquina.
En el proceso de arranque in llenando poco a poco el molde hasta
llenarlo totalmente.
Los llenados del molde deben estar a las misma altura y peso, así se
sabrá como esta balanceado de los puntos de inyección.
En el proceso de arranque de troqueladoras dejando trabajar de 5 a 10
min. en vacío.
En maquinas de inyección, que el husillo nunca se quede sin producto
plástico en la carga dejar una tolerancia de 15mm esto hará que el
cañón nunca se quede vacío y se obtengan piezas incompletas.
En troqueles progresivos o de precisión nunca dejar sin chapa
metálica el troquel o espaciada.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Los parámetros de maquinas deben ajustarse por una sola persona
con la experiencia y conocimientos.
En maquinas inyectores, solo cuando se esta ajustando la presión de
cierre de las maquinas el husillo debe estar sin presión.
Las especificaciones de los materiales deben proporcionarse por el
proveedor ya que las temperaturas de trabajo mal ajustadas degradan
las materias primas y esto afecta al producto y molde.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
La diferencia de espesores en chapa metálica hace que los punzones
se rompan, el ajustador del troquel debe de considerar tolerancias de
apertura y cierre en estos casos se tiene dos o más proveedores de
materia prima.
Cuando se paran las máquinas en fin se semana, en maquinas de
inyección de plástico, es importantes cubrir el molde con un baño
desmoldante y dejarlo con la apertura no mayor a 3mm.
En troqueles en paros de fin de semana, es importante dejarlos sin
chapa metálica para que en el arranque no se fracturen componentes
metálicos guía y de corte.
Los barrenos de los pilotos centradores en troqueles en importantes
que estén dentro del paso al arranque para no romperlos si se caen
fuera.
Puntos de regencia de la alineación en troqueles es importantes
tenerlos
Paralelismo en platinas troqueladoras, esto se valida con relojes de
carátula.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
En caso de troqueles con módulos verificar distancias entre cada
corte, las alturas deberán de existir en una bitácora de montaje y
trabajo por cada troquel y deberá ser controlada por matrices.
Para el alimentador de tira, verificar el avance que sea igual, constante
y uniforme.
Checar el micro switch de seguridad en arranques.
Para el troquel dentro de cierta producción para la limpieza y utilizar
soplete de aire con extremo cuidado, procurando que las rebabas no
caigan dentro de los elementos mecánicos.
VIII.- Control de la producción.
• El jefe de inyección siempre debe observar:
• Lubricación del molde.
• Limpieza de pedazos de plástico.
• Funcionamiento correcto.
• Eficiencia en el trabajo.
Cuando modele esta desmontado de la máquina, limpiar plantillas y
validar parámetros en bandas calefactores y parámetros hidráulicos.
El operador deberá observar cuando alguna máquina esta perdiendo
aceite y determinar la fuga.
Control de producción.
Controlar el número de golpes de cierre de las máquinas para saber
exactamente la producción.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Tiempo del ciclo completo.
Número de cavidades.
Peso de la rama y total de la colada.
Reporte del tablero con datos de cada molde.
Control de operación del personal.
Control de insumos (materia prima).
Reporte de fallas de máquina de inyección.
Reporte de fallas del molde de inyección hora, responsable turno etc.
Reporte de eficiencia de la máquina tiempos teóricos y tiempos reales.
IX.- Preajuste de una máquina inyectora.
Preguntas constantes.
Limpieza a inyectar.
¿Se ha inyectado esta pieza en nuestro taller?
¿En que máquina?
¿Existen datos de ajuste, como copias de los parámetros, disquetes,
etc.?
¿Cuántas piezas hay que fabricar?
¿Cuál es la feche de entrega?
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
¿Son necesarios equipos especiales de control dimensional?
¿Cual es el material, la dimensión y el peso de la pieza a inyectar?
El molde.
¿Dónde se almacena el molde?
¿Hace falta reparar el molde o se ha realizado ya la reparación?
¿Qué dispositivos de fijación son necesarios?
¿Se han comprobado los siguientes parámetros?
• Medidas.
• Centraje.
• Peso.
• Barra expulsora adecuada (medidas de conexión)
• Radio orificio de la boquilla de molde y de máquina
• Equipos adicionales (noyos, etc)
¿Se requiere equipos periféricos como atemperadores, refrigeradores,
reguladores para canal caliente, cinta transportadora?
¿Coinciden las conexiones de la refrigeración entre maquina y molde?
¿Se ha comprobado la estanquidad del molde en al zona de
refrigeración?
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Máquina.
¿Se dispone de la maquina para el plazo de producción?
¿La fuerza de cierre máxima es suficiente?
¿Se ha hecho los trabajos de mantenimiento necesarios?
¿Se dispone del plastificados adecuado para la pieza a inyectar?
(capacidad y presión de inyección)
Material.
¿Se dispone del material suficiente para el pedido?
¿Dónde esta almacenado el material?
¿Es necesario secarlo?
¿Se dispone, si procede, de colarse?
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
X.- Condiciones de la máquina inyectora para
mejorar la operación del molde.
1. Durante los trabajos de optimización se recomienda modificar
solo un parámetro de tal forma que se aprecie su recuperación
de la calidad de la pieza. Se puede recurrir a modificaciones
significativas para obtener un resultado inmediato.
2. Se debería enfocar la optimización hacia la calidad de la pieza.
La interdependencia entre características de calidad y los
parámetros es un hecho muy conocido.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Es de gran importancia la definición de las características y sus
límites. A continuación se determina la estabilidad y calidad del
proceso mediante la desviación estándar. Una vez conseguido,
se puede iniciar la optimización del tiempo de ciclo.
3. Para la optimización del proceso se pueden visualizar todos los
valores reales que se requieren. Aparte de esto se dispone de un
sistema integrado de medición de datos para optimizar el
desarrollo de la presión hidráulica e interior en el molde en la
fase determinante para la calidad.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
En seguida, se discutirán estos importantes parámetros para la
optimización:
• Temperatura del cilindro.
• Temperatura del molde.
• Velocidad de inyección.
• Volumen de conmutación.
• Tiempo de remanencia
• Presión remanente.
• Tiempo de enfriamiento.
• Revoluciones del huesillo.
• Contrapresión.
• Descompresión (retirar huesillo)
• Parámetros de control.
1.- Temperatura del cilindro.
Las temperaturas seleccionadas suministran, junto a la fricción
producida por las revoluciones del huesillo, el calor necesario para la
función del material (plastificación).
Para cualquier tipo de material es válido:
• Temperatura alta:
• Daño térmico.
• Diferencia del color/cambio de color.
• Mayor contracción y desviación de medidas.
• Mayor tiempo de enfriamiento.
• Peores propiedades mecánicas.
• Temperatura de masa demasiado baja.
• Masa no homogénea.
• Mayor tensión en la pieza.
• Mayor presión al inyectar.
• Línea de flujo y de unión muy visible.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Por lo general, se ajustan las temperaturas del cilindro siguiendo un
perfil ascendente (con excepción del PA). Si el volumen utilizado es
escaso, se recomienda ajustar las zonas primeras (MH1 y MH2) en el
límite inferior, por contrario, con mayor volumen ocupado en el límite
superior.
2.- Temperatura del molde.
La temperatura del molde permite mantener el material fluido hasta
llenar la cavidad por completo.
Por lo general es valido:
Temperatura del molde alta:
• Menos contracción post-moldeo.
• Menos orientación, tensiones internas, alabeo.
• Menos presión necesaria.
• Mayor cristalizad.
Temperatura del molde demasiado alta:
• Más Tiempo de enfriamiento.
• Medidas más pequeñas.
Temperatura del molde demasiado baja:
• Superficie mata.
• Efecto de disco (formación de ondulaciones, como si se tirase
una piedra en el agua)
• Líneas de flujo y de unión muy visibles.
• Aumento de tensiones en la plaza.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Para asegurar una temperatura de molde constante, es necesario
disponer de equipo de atemperador o de refrigeración, la temperatura
del molde es uno de los parámetros más importantes y tiene que
mantenerse en los limites de tolerancia muy estrechos. En piezas muy
exigentes (piezas técnicas) se recomienda utilizar equipos integrados
que permiten almacenar los parámetros en el panel de control para su
correspondiente vigilancia.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
3.- La velocidad de inyección.
Se determina la expansión de la masa en el molde. Principalmente, se
debe elegir la velocidad más alta posible. So la pieza tiene paredes de
distinto espesor, se recomienda utilizar un perfil escalonado. Puede
resultar necesario elegir un perfil ascendente o descendente en la
FESE inicial o final del llenado.
Velocidad de inyección demasiado alta:
• Sobrellenado (rebabas).
• Fallos en la superficie de la zona del punto de inyección
• Quemaduras al final del flujo.
• Aumento de la fuerza de cierre.
Velocidad de inyección demasiado baja:
• Efecto disco.
• Pieza sin llenar.
• Alabeo
• Línea de unión visible.
Para optimizar la velocidad de inyección, ajustar primero la presión de
inyección al máximo, si a pesar de ello no se alcanza el limite de la
presión de inyección, se detectará esto en la curva de la presión de
inyección (captación de datos medidos) o por el hecho de que al
aumentar la velocidad de inyección (valor consigna) no varia el tiempo
de inyección.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
4.- Volumen de conmutación (punto de conmutación).
La conmutación a presión remanente, realiza el paso de la regulación
por velocidad en la inyección a regulación por presión durante la fase
de remanencia.
Generalmente se debería conmutar cuando el molde esta lleno (95%).
En piezas de pared fina puede ser necesario llenar hasta 98% del
volumen antes de conmutar.
Conmutar demasiado pronto:
• Marcas de conmutación.
• Piezas sin llenar.
• Zonas de rechupe.
• Dimensiones demasiadas pequeñas.
• Marcas en la unión.
Conmutar demasiado tarde:
• Sobre llenado.
• Mayor fuerza de cierre.
• Medidas demasiado grandes.
• Dificultad de desmoldeo.
• Mayor tensión dentro de la pieza.
Se empieza por un punto de conmutación adelantado, para luego
retrasarlo paulatinamente (estudio de llenado) hasta alcanzar
aproximadamente el llenado volumétrico, de esta forma se recibe
información sobre el transcurso del frente de flujo en el molde y la
generación de las líneas de flujo y marcas de unión.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
5.- Tiempo de presión.
Después del llenado volumétrico y durante la fase remanente, se
compensa la contracción del volumen causada por el enfriamiento del
material en al cavidad.
Tiempo de remanencia demasiado largo:
• El tiempo restante no es suficiente para la plastificación.
• Mayor consumo de energía.
Tiempo de remanencia demasiado cortó:
• Zonas de rechupe e inclusiones de aire.
• Oscilación en el peso de la pieza
• Medidas más pequeñas
• Reflujo de la masa al cilindro.
• Desviación en el cojín de mesa.
El tiempo óptimo de la remanencia se localiza aumentando
continuamente el valor de consigna hasta que el peso neto de la pieza
no muestre variación alguna.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
6.- La presión remanente.
Es aquella presión hidráulica que se ejerce en la fase de remanente
con el fin de compensar zonas de contracción.
La presión remanente suele ser del 30 al 50% la presión de inyección
resultante.
• Presión remanente demasiado alta.
• Formación de rebabas.
• Se necesita mayor fuerza de cierre.
• Más tensión en la pieza.
• Medidas más grandes.
• Dificultades para el desmoldeo.
• Expulsor deja marcas.
Presión remanente demasiado baja:
• Zonas de rechupe, inclusión de aire.
• Medidas más pequeñas.
• Mayor contracción de volumen.
• Mayor diferencia de peso.
7.- Tiempo de enfriamiento.
El tiempo de enfriamiento sirve para enfriar definitivamente la pieza
dentro de la cavidad hasta obtener suficiente estabilidad para el
desmoldeo.
Tiempo de enfriamiento demasiado largo:
• Aumento del tiempo de ciclo.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Tiempo de enfriamiento demasiado cortó:
• Alabeo.
• Marcas del expulsor.
• Mayor contratación post-moldeo.
8.- Revoluciones del husillo.
Las revoluciones de huesillo son determinadas para la plastificación,
ejemplo:
La preparación térmica, mecánica y homogénea de la materia
prima.
El límite superior para las revoluciones del husillo es la velocidad
centrifuga máxima del husillo para cada tipo de material. El tiempo de
dosificación resultante no debería ser mucho más corto que el tiempo
de enfriamiento para platificar de la forma más adecuada.
Revoluciones del husillo demasiadas bajas:
• Oscilación en el tiempo de ciclo (si t dos >T k)
Revoluciones del husillo demasiadas altas:
• Deterioro térmico y mecánico del material.
• Gran diferencia en la temperatura de la masa a través del
desplazamiento del husillo.
• Aumento de desgaste del husillo y válvula antirretorno.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
9.- La contrapresión.
Es aquella presión en la cámara contar la que plastificar el husillo
durante la plastificación.
Contrapresión demasiado alta:
• Deterioro del material por exceso de fricción.
• Menos rendimiento en la plastificación, tiempo de dosificación de
alarga
Contrapresión demasiado baja:
• Masa no homologada (mecánica y térmicamente).
• Material sin fundir.
• Ráfagas de aire.
10.- Descomposición (succión del husillo)
La descompresión sirve para reducir la presión en la masa dentro de la
cámara después de plastificar. Debería ser alrededor del 4% del
volumen dosificado o al menos el 10% del diámetro del husillo.
Descompresión demasiado alta:
• Ráfagas en el punto de inyección.
Descompresión demasiado baja:
• Salida de material por la boquilla o canal caliente,
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
11.- Parámetros para la vigilancia.
Una vez optimizados los parámetros más importantes y conseguidos
unos límites estables y continuos para la calidad, se procede al ajuste
de los parámetros de vigilancia.
a) Vigilancia de inyección (limitación de presión por inyección).
Durante la fase de llenado se genera dependiendo de la velocidad de
inyección ajustada a una presión hidráulica que corresponde ala
resistencia de la masa al flujo. Esta curva se puede reproducir en
condiciones normales. Solo si hay fallos en el proceso o desviaciones
del parámetro suele producirse un incremento de esta presión.
Para ello se ajusta la limitación de la presión de inyección un 10 a 15%
por arriba de la presión real de llenado. Si se supera, aparecerá una
alarma y la máquina se parará sin que se produzcan daños en el
molde o canal. Caliente.
b) Vigilancia de inyección.
Así mismo, se obtiene la fase de llenado y en función de la velocidad
programada, el tiempo real de la inyección. Si hay una desviación
apreciable de este tiempo, se produce un fallo en el proceso. El límite
de tiempo de la inyección se ajusta un 10-15% por encima del tiempo
de inyección real.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Calculo de tiempo de enfriamiento
El cálculo del tiempo de enfriamiento se hace aplicando la siguiente
formula:
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Para una primera estimación del tiempo de enfriamiento, se puede
resumir, mediante un diagrama, las ecuaciones en grupos, para
distintos plásticos. Estos grupos se basan en la temperatura media de
la masa de la pared del molde y del desmoldeo.
Cambios en la temperatura de la masa no repercute en espesares de
la pared hasta 4mm (<1s).
Cambios en las temperaturas de la pared del molde si tienen
repercusión.
Anotaciones para la elaboración del diagrama de tiempo de
enfriamiento.
Ecuaciones:
En las tablas que siguen se reflejan los puntos para los distintos
grupos de material.
Estos puntos se repiten en los diagramas para s= 1 a 2.5. a 4 mm.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
XI.- Rectificado mecánico.
Descripción de abrasivos según normas Winterthur
Carburo de silicio 11C
Propiedades.- muy duras y terrosas
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Materiales.- función de hierro, carburo de tungsteno, fibra, plástico,
materiales no ferrosos, cerámicas, aceros inoxidables, aleaciones
termo resistente, aceros de hasta durezas de 63 HRC, aceros
nitrurados.
Aplicaciones.- Generalmente para todos los procesos de rectificado.
Oxido de aluminio blanco 42ª / 49ª / 53ª /54ª
Propiedades.- Terrosas y cortes de baja temperatura.
Materiales.- Aceros no aleados, aleados, aceros con durezas debajo
de 63H (aceros con contenidos de carbón hasta 0.5%) con una
resistencia a la tracción de hasta 500 N/mm2 materiales termo
resistentes, aceros nitrurados sin tratamiento, función de acero,
función de hierro modular/acero para herramientas, aceros plata
cromo endurecido.
Aplicaciones.- Rectificado interior y exterior, rectificado de centros,
rectificado de perfiles, rectificados de poca profundidad y avance
rectificado de dientes, engranes, machuelos y dientes de sierra.
Oxido de aluminio 57ª.
Propiedades.- terroso y cortes de baja temperaturas.
Materiales.- aceros no aleados, aleados, aceros con durezas debajo
de 63H (aceros con contenidos de carbón hasta 0.5%) con resistencia
a la tracción de hasta 500 N/mm2 materiales termo resistentes, aceros
nitrurados sin tratamiento, función de acero, función de hierro
modular/acero para herramientas, aceros plata cromo endurecido.
Aplicación.- Misma que para el oxido de aluminio (42ª, 49ª, 53ª) pero
superior sensibilidad para el calentamiento y aceros de mayor dureza
y alta resistencia a la tracción, abrasivo universal para rectificado de
precisión.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Mezcla de semi-puro y oxido de aluminio 61ª.
Materiales.- Especialmente parar aceros blandos pero también para
aceros no aleados, aleados y con durezas de hasta 63 HRC (aceros
con contenidos de carbón hasta 0.5%) con una resistencia a la
tracción de hasta 500 N/mm2 / aceros nitrurados, función de acero,
función nodular de hierro, acero para herramientas.
Aplicaciones.- Principales para rectificados superficiales.
Mezcla de mono-cristalinos y oxido de aluminio rosa 64ª.
Propiedades.- Duro tanto el oxido de aluminio blanco y cortes de baja
temperatura.
Información general del rectificado.
Se puede visualizar factores en forma individual que influyen en el
proceso de rectificado como eslabones en una cadena, por relación,
los eslabones débiles determinan la fuerza global de la cadena. Así
por ejemplo, si el fluido de refrigeración del rectificado es eficiente, en
la más sofisticada máquina herramienta y con una alta funcionalidad
de la rueda abrasiva, no serán altos rangos de remoción de materia.
La experiencia nos muestra que la fuerza en este proceso, esta en
cada eslabón que compone la cadena, si existe la carencia de una
disposición, se desperdiciará la máxima potencia que da el proceso de
rectificado, mediocres resultados pueden ser esperados.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Introducción a los principios del rectificado.
El incremento de las demandas en términos de productividad, es
principalmente en ciclos cortos, requerimientos dimensionales y otros
insumos en calidad pueden ser reunidos en máquinas modernas de
rectificado y disponibilidad de ruedas abrasivas para nuestro uso. Sin
embargo, solo los equipos disponibles pueden ser utilizados en todo
potencial si nosotros comprendemos los fundamentos del rectificado.
Hay algunos factores que pueden crear una influencia global en el
proceso de ractificado:
Sus nombres son pocos.
No es común que estos factores pueden ser cambiados fácilmente
cuando se trata de un trabajo en forma global. Sin embargo muchas
operaciones de rectificado pueden ser optimizados utilizando el
proceso de dinámica en una especifica rueda abrasiva y por ajuste
acorde a los parámetros de la máquina utilizada.
El proceso de “Dureza dinámica” siempre es relativo al grano abrasivo
individual que compone la piedra y conforme a esta crece, este se
desmorona. La mayor queja acerca de la fusión en las ruedas
abrasivas esta alrededor de su dureza que va de “dura a Blanda”.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Las siguientes 5 ilustraciones explican como manufacturar el
rectificado de “blando a duro”.
Incremento del decrecimiento del avance
Incremento del rango de remoción de material.
Tamaño de viruta grande.
Alta carga sobre el grano en forma individual.
Incremento del desmoronamiento de la rueda abrasiva.
Rectificado en las ruedas para materiales blandos.
Ruedas abrasivas con estructuras blandas
Decremento del decrecimiento del avance
Reducción de la remoción del material.
Tamaño de la viruta chica.
Baja carga sobre el grano en forma individual.
Decrecimiento del desmoronado de la rueda abrasiva
Rectificado en ruedas para materiales duros.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Ruedas abrasivas con estructuras duras.
Incremento del rango del avance
Incremento del rango de remoción del material.
Tamaño de viruta grande
Alta carga sobre el grano en forma individual
Incremento del desmoronamiento de la rueda abrasiva
Rectificado en ruedas para materiales blandos.
Ruedas abrasivas con estructuras blandas.
Decremento del rango del avance
Reducción de la remoción del material.
Tamaño de la viruta chica
Baja carga sobre el grano en forma individual.
Decrecimiento del desmoronamiento de la rueda abrasiva
Rectificado en ruedas para materiales duros
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Ruedas abrasivas con estructuras duras.
Incremento del rango de la velocidad de corte.
Por unidad de tiempo más filos de corte en la periferia.
Tamaño de la viruta pequeña.
Baja carga en el grano en forma individual
Decrecimiento del desmoronamiento de la rueda abrasiva
Rectificado en ruedas para materiales duros.
Ruedas abrasivas con estructuras duras.
Decremento del rango de la velocidad de corte.
Por unidad de tiempo menos filtros de corte en la periferia.
Tamaño de viruta grande.
Alta carga sobre el grano en forma individual.
Incremento del desmoronamiento de la rueda abrasiva.
Rectificado en las ruedas para materiales.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Ruedas abrasivas con estructuras blandas.
Incremento del diámetro de la rueda abrasiva:
Incremento del área de contacto entre la pieza y la muela abrasiva.
Prácticamente constantes las fuerzas de remanencia.
Baja carga sobre el grano en forma individual.
Decremento del desmoronamiento de la rueda abrasiva.
Rectificado en las ruedas para materiales duros.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Ruedas abrasivas con estructuras duras.
Decremento del diámetro de la rueda abrasiva:
Decremento del área de contacto entre la pieza y la muela abrasiva.
Prácticamente constantes las fuerzas de remanencia.
Alta carga sobre el grano en forma individual.
Incremento del desmoronamiento de la rueda abrasiva.
Rectificado en las ruedas para materiales blandos.
Ruedas abrasivas con estructuras blandas.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Incremento de la lubricación de la muela abrasiva:
Reducción de fricción
Baja carga sobre el grano en forma individual.
Decremento del desmoronamiento de la rueda abrasiva.
Rectificado en las ruedas para materiales duros.
Ruedas abrasivas con estructuras duras.
Decremento de la lubricación de la muela abrasiva:
Incremento de la fricción.
Alta carga sobre el grano en forma individual.
Incremento del desmoronamiento de la rueda abrasiva.
Rectificado en ruedas para materiales blandos.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Ruedas abrasivas con estructuras blandas.
Problemas de calentamiento por la profundidad de corte y avance
utilizado.
¿Qué hacer cuando ocurre este problema?
Los problemas encontrados por calentamiento en la pieza es por la
profundidad de corte y el avance durante el rectificado, pueden ser
múltiples y/o aumentar.
No pueden ser siempre resueltos vía nueva rueda abrasiva de
rectificado específicamente. Previo a cambiar se debe verificar otros
factores como son; adaptación de las condiciones. Tres áreas de
problemas identificados como:
Causas que puedan contribuir a problemas:
Estructura de la rueda abrasiva.
Refrigerante (boquillas, filtración, orientación del refrigerante en el
lugar adecuado).
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Revestimiento (roll-out radio de giro, dirección de rotación).
Avance y velocidad de corte (ver en tablas, los rangos de trabajo,
profundidad de corte, velocidad de la rueda abrasiva empleada).
Estructura (inflexible).
Máquina (estable, rígida, verificar baleros).
Problemas de calentamiento.
Refrigerante:
Hasta el 80% del problema del calor generado, son causados por una
inadecuada aplicación del refrigerante, esto puede incluir:
Inadecuada forma de la tobera o en incorrecta posición.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Velocidad del fluido no adecuado.
Insuficiente presión y volumen de caudal.
Formación de burbujas de aire dentro del refrigerante.
Una pobre filtración y refrigerante
Temperatura alta del refrigerante (máximo 28° C ó 83° F).
Uso de refrigeradores para control de temperatura.
Concentración del refrigerante baja (checar regularmente)
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Avances y velocidades de corte:
Tabla de velocidades de corte para materiales bajos y altos.
Profundidad de corte excesiva o insuficiente.
Uso de bajo rango de rectificado y/o alto rango en el rectificado.
Velocidad de corte alta en ruedas abrasivas (variación de 4m/s ú 800
pies/min= un grado de dureza en ruedas abrasivas).
Rectificado de ruedas abrasivas con rodajas y la rodaja deberá ser
bajo. El objetivo para qd es 0.8
Error de la dirección de rotación (usar modo de sincronización)
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Problemas de formas deficientes.
Montaje:
Insuficiente rigidez en el montaje de la rueda abrasiva genera
desmoronamiento
Maquina:
Problemas en los tableros y usillo pueden causar vibraciones.
Problemas de deflexión en las rodajas del husillo.
Causas de vibración por bombas hidráulicas.
Avances y velocidades de corte.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Rueda abrasiva blanda.
Debe seleccionarse la estructura abierta en la aplicación de la rueda
abrasiva.
El tamaño del grano seleccionado debe ser burdo.
La rueda abrasiva debe ser balanceada.
Las bridas de la rueda abrasiva deben estar apretadas.
Rectificado de rueda abrasiva con diamante.
Error en la forma de la rodaja diamantada.
Desgaste de periferia de rodaja diamantada.
Rengo de desaceleración insuficiente en la rodaja diamantada.
Problemas de golpeteos generalmente generan un pobre acabado
superficial.
Refrigerante:
Una pobre filtración y refrigerante sucio
Una inadecuada posición de la nariz de refrigeración.
Un insuficiente volumen de presión
Una baja concentración (verificar regularmente)
Rueda abrasiva:
Rueda abrasiva blanda
Debe seleccionarse una estructura abierta en la aplicación de la rueda.
El tamaño del grano seleccionado debe ser burdo.
La rueda abrasiva debe ser balanceada.
Rectificado superficial de la rueda con rodaja diamantada.
Velocidad radio qd entre la rueda y la rodaja deberá ser bajo. El
objetivo para qd<0.8
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Error de la dirección de rotación (usar modo de sincronización) para
desbaste.
Utilizar a sincronización en el recubrimiento previo a la última pasada
de acabado.
Velocidad de corte baja en la rueda abrasiva.
Avances y velocidad de corte.
Observa tabla de la figura (arriba) ¿?????
Profundidad de corte excesiva.
Baja velocidad en la rueda abrasiva.
Maquina:
Problemas con baleros del husillo pueden causar vibraciones.
Causa vibraciones por la bomba hidráulica.
Pobre rigidez global.
Débil soporte en cimentación.
Rectificado de ruedas abrasivas con puntas de diamante.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Terminología.
ad Profundidad de rectificado de la herramienta (mm,
pulgadas)
bd Ancho efectivo de la herramienta de rectificado o
diamante (mm, pulgadas)
ns Revoluciones en rectificado
Sd Avance por devolución durante el rectificado de la muela
abrasiva
Ud Radio traslape (no)
Vd Velocidad avance o velocidad de rectificado de la rueda
abrasiva (mm/min. Pulg/min)
Guía básica
Para lograr una superficie de acabado optimo y obtener altos rangos
de remoción de material, es de importancia trabajar con una pequeña
cantidad desaceleración y profundidad ad (0.1 mm a0.003 mm,
0.0004” a 0.0012”)
En orden, incrementar la rugosidad de la superficie de la rueda
abrasiva.
En orden, incrementar la rugosidad de la superficie de la rueda
abrasiva, incrementar la velocidad de avance Vd rango de incremento
en la profundidad de rectificado ad.
Elevada velocidad de avance= elevado desbaste superficial en la
rueda abrasiva y viceversa.
Nota: siempre aplicar fluido de refrigerante cuando se esté rectificando
la rueda abrasiva.
El diamante es muy sensible al estar caliente.
Nunca trasladar la rueda abrasiva de rectificado más allá sin
incrementar la profundidad de rectificado.
Ancho efectivo de la herramienta rectificadora “diamante” bd.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Estos parámetros de rectificado designan el ancho de la herramienta
rectificadora de un diamante para una segura profunda de rectificado
de la herramienta ad.
Para la herramienta rectificadora debe mostrarse el ancho efectivo del
diamante como sigue:
Diamante de punta Herramienta de Diamante de
sencilla cuchilla miltipuntas
0.5 mm a 1.0 mm 0.7 a 0.9 mm 1.5. a 2.7 mm
0.20” a 0.040” 0.027” a 0.035” 0.060” a 0.500”
En caso de la herramienta de diamante multipuntos con ancho preciso
bd> que 3mm (>1/8) tomar solo el 35% de ancho del total de bd, del
ancho sobresaliente de las puntas del diamante se considera una
tercera parte para trabajo de desbaste del ancho total de la
herramienta.
Radio cubierto Ud.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
La ilustración muestra el radio traslape Ud de 4. el radio de traslape
indica la forma:
XII.- recubrimiento de herramientas.
Capas protectoras para conservar el pulido de moldes.
El proceso de pulido de moldes, resulta ser uno se los pasos más
costosos dentro de la construcción de los elementos metálicos, no solo
por la experiencia del operador al realizar este trabajo, también por el
tiempo que se invirtió en dedicarse para logar la calidad deseada.
En la actualidad existen tres recubrimientos recomendados para
conservar el pulido en los moldes, el más utilizado durante estos años,
y hasta hoy a sido el cromo duro, pero avances técnicos y estudios
han desarrollado otros dos con mejores características mecánicas,
químicas y físicas durante el uso.
Un recubrimiento que ha sido utilizado para disminuir el grado de
fricción durantes el trabajo de los elementos mecánicos dentro de los
moldes o troqueles es el nitrurado de piezas a base de sales.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Características.
Es la obtención de una capa externa la cual esta compuesta por dos
capas; una externa de unión de nitruro de hierro y una capa de
difusión. La formación, estructura y propiedades de la capa de unión
son casi independientes del material utilizado. Por el tipo de
estructura, la capa de unión ya no tiene propiedades metálicas. Se
caracteriza por una gran resistencia al desgaste y a la corrosión y es
casi resistente a la provocación del incremento de temperatura. En la
capa de unión se miden durezas vickers de 800 a 1500 HV según el
material utilizado.
Al verificar la pieza nitrurada métalo gráficamente, contrasta la capa de
unión con la capa total del nitrurado como una zona atacada
suavemente, para los tiempos de nitrurado alcanza la capa de unión
una profundidad de 10-20 pm
Para las mismas condiciones del baño y temperatura aumenta al doble
el espesor de la capa de unión utilizando cuatro veces el tiempo de
nitrurado, junto a las condiciones de operación, influye el contenido de
carbón y de aleantes disminuye el espesor de la capa. Los valores
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
mostrados en la siguiente figura fueron alcanzados con baño a 580° C
y con 38% de CON (cianato).
Espesor de la capa de unión en función del tiempo del nitrurado y de
los materiales.
Capa de difusión.
Las durezas y profundidades alcanzables en la capa de fusión son
dependientes del material utilizado. Mientras más aleado sea el acero,
menor será la profundidad alcanzada para un mismo tiempo de
nitrurado. La dureza aumenta influenciada por la velocidad del
enfriamiento después del nitrurado.
Después de un enfriamiento rápido en agua, permanece el nitrogeno
en solución.
Métalo gráficamente no se observa ninguna diferencia entre la capa de
difusión y el núcleo.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Por medio de un enfriamiento lento o un revenido posterior puede
transformarse parte del nitrogeno en agujas de nitruro de hierro para
aceros no aleados. La profundidad de penetración corresponde al
doble de las agujas observadas.
Al contrario de los aceros no aleados, en los aceros aleados la
estructura de la capa de difusión de identifica métalo gráficamente con
facilidad por un mejor ataque a diferencia de la estructura del núcleo.
Aquí también es mayor la penetración real que la superficie obscura
de ataque que se puede identificar gráficamente. No se ha observado
ninguna influencia del enfriamiento en la formación de la capa de
difusión.
A continuación se proporciona la profundidad de la capa de difusión
para diferentes materiales en función al tiempo de nitrurado.
Profundidad de difusión del nitrógeno con el nitrurado en sales para
diferentes aceros y tiempos de permanencia.
Dureza superficial y del núcleo.
En cambio de la dureza superficial por el nitrurado es en función del
material. Si se aumentan los elementos aleantes que favorece el
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
nitrurado y la dureza superficial aumenta. En siguiente grafico, se
proporciona valores nominales de la dureza del núcleo y la superficie
en aceros nitrurados.
Dureza después del temple y revenido a 600° y valores de dureza HV
después de 90 min. De nitrurado en sales a 580° C
Resistencia al desgaste y propiedades de deslizamiento.
Con la formación de la capa de unión disminuye la tendencia a
pegarse contra otra superficie metálica al girar contra está. Las piezas
nirtruradas presentan excelentes propiedades de deslizamiento así
como alta resistencia al desgaste.
Puabas de desgaste, así como aplicaciones de piezas nitruradas,
confirman la mayor resistencia de piezas nitruradas en baño de sal
contra otros tratamientos superficiales.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Se han encontrado tanto en pruebas de laboratorio como en la
práctica, que la resistencia al desgaste de la capa de unión se mejora
con el proceso posterior de oxidación, continuamente se presenta la
pregunta en relación a las piezas nitruradas sobre la resistencia al
desgaste de la capa de difusión.
El grafico que se presenta a continuación, se muestra
comparativamente el desgaste del buzo con diferentes tratamientos.
Muestra el desgaste de la superficie de contacto sobre un cigüeñal de
fundición nitrurado.
Aun cuando por nitrurado la dureza superficial del buzo cementado
bojo la resistencia aumentó significativamente hasta 80 hrs. después
de 70-80 hrs. la curva de desgaste sigue paralela a la del buzo
templado, lo que muestra que se desgastó la capa de unión. El
ejemplo muestra que cuando la capa unión se termina, no existe el
riesgo de un aumento repentino de desgaste.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
De cada mecanismo de desgaste se desprende como material o la
combinación de materiales se comporta contra desgaste por
adhesión., piezas nutridas han demostrado un excelente
comportamiento. La tendencia al desgaste disminuye al máximo en
combinación a otros tratamientos superficiales.
Junto con la resistencia al desgaste y las propiedades de
deslizamiento, interesa también el coeficiente de fricción de la capa
superficial. La reacción superficial límite de deslizamiento, es menor
medida, dependiente de la dureza absoluta y en mayor medida de la
combinación de materiales de la estructura geométrica de la superficie
y del lubricante utilizado.
Hay elementos mecánicos que están sometidos constantemente a
grandes esfuerzos mecánicos y constante desgaste térmico.
Esto hace que los elementos mecánicos fallen prematuramente por
fricción, abrasión o formación de craterización.
Esta insatisfactoria situación exige la utilización de una generación de
elementos mecánicos que den el rendimiento para lo cual han sido
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
diseñados y soporten fatigas mecánicas que hacen que se termine
prematuramente su vida.
Esto nos ha llevado a recurrir a los nuevos recubrimientos a base de
nitruro de titanio, carbonitruro de titanio y alunitruro de titanio
sustituyendo a recubrimientos que no han logrado dar una vida más
prolongada a las piezas, como han sido el cromo duro u otro óxido de
fierro en herramientas de corte.
Estos recubrimientos logran que la superficie tratada eleve su dureza
contra el desgaste abrasivo, despiden el calor generado por fricción,
eleve la dureza superficial protegiéndola contra el desgaste abrasivo.
La naturaleza cerámica de los nitruros formados hace que tengan
protección a elementos también corrosivos.
Su bajo coeficiente de fricción permite mejorar el flujo de los
materiales a los que se expone la superficie tratada, su gran
estabilidad química reduce el desgaste por oxidación. Debido a las
prioridades que se logran con la aplicación de estos recubrimientos
podremos obtener bastantes mejoras como son:
Elevar condiciones de trabajo de herramienta de corte donde se han
aplicado superficialmente:
Incremento de la vida útil de las superficies de trabajo.
Conservar superficies pulidas.
Disipación de calor.
Generar una capa lubricante entre la pieza de fricción contra el
material base que fue recubierto.
Esto ha hecho que su campo se extienda a la aplicación en matrices
en troqueles y moldes de inyección de plástico.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Estos recubrimientos tienen dos formas de aplicación en función al
proceso:
(PVD) considerada como una deposición física a base de vapor y
(CVD) considerada una deposición química a base de vapor.
El proceso (PVD) se aplica a 480° y 550° C, en cámara al alto vacío
durante un periodo de tiempo determinado obteniendo una capa
superficial aproximada de 0.003 pm con las siguientes características:
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Una dureza superficial aproximada de 2500°HV, este mismo proceso
se aplica para otros 2 recubrimientos a base de titanio que pueden ser
de carbonitruro de titanio y alunitruro de titanio solo que sus
características mecánicas aumentan en cuestión de dureza superficial;
el carbonitruro (TINC) logra alcanzar una dureza superficial de 3000°
HV (grados vickers), el alunitruro (TINAI) logra alcanzar una dureza
superficial de 3500° HV.
Sabemos que entre más duro es el material, más frágil es, pero
también su tenacidad disminuye, esto es, se vuelve menos resistente
a la fractura. La pregunta es:
¿Cuánto se aplica cada uno de ellos?
Esta decisión se toma en función del tipo de trabajo que se este
realizando, al tipo de material empleado y al grado de dureza
requerida.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
El proceso de deposición química a base de vapor (CVD) es un
proceso que se aplica entre 1100-1200 ° C durante mayor tiempo que
el del proceso (PVD) obteniéndose una capa de 0.01 mm o 0.012 pm
¿Que desventajas se tienen?
En este proceso muchas herramientas de corte, que en sus materiales
de construcción cuentan con cobalto en diferentes proporciones a
temperaturas mayores o cercanas a las 1400° C el cobalto sufre una
degradación por estar cercana a la temperatura de fusión.
Esto no quiere decir que los procesos de recubrimiento a base de
(CVD) no se utilicen por lo contrario, si se utilizan pero con extremo
control en su aplicación por la temperatura y tiempo, para así obtener
una capa que oscilará entre los 0.01 mm-0.012 mm que en los
elementos mecánicos y herramientas de corte, principalmente en
torneado, resulta muy ventajosa su utilización.
El proceso de (CVD) se lleva a cabo a temperaturas mayores de 800°
C por lo que ciertos elementos mecánicos de abrasión y corte,
principalmente en torneado, resulta muy ventajosa ser el revenido de
piezas.
En consecuencia, el proceso de (PVD) se ha marcado como el más
común para la aplicación de elementos mecánicos.
Los sistemas de capas aplicados en estos recubrimientos generan:
Alta resistencia a la oxidación permitiendo trabajar a mayor
temperatura.
Mayor conductividad térmica, protege la superficie y aumenta la
disipación en donde aplica.
Mayor dureza caliente ofrece protección contra desgaste.
Resistencia química reduce desgaste por craterización.
Estos recubrimientos son la llave para conseguir recubrimientos
reproducibles.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Los elementos mecánicos o herramientas, son primeramente
decapados con iones de gas noble, este proceso auxiliar limpia las
herramientas y asegura una adhesión reproducible, la cual es
particularmente importante en el mecanizado donde se utilizan
herramientas de alta precisión donde es muy importante considerar
sus tolerancias de fabricación.
Objetivos de los recubrimientos:
Reducir costos.
Mejorar calidad.
Obtener precisión.
Cuidar el medio ambiente.
Se han desarrollado diferentes tecnologías para realizar
recubrimientos, el proceso PVD (physical vapor deposition), evapora e
ioniza el alto vacío los materiales que se quieren depositar en las
piezas gracias a una corriente eléctrica en alto vacío.
Las ventajas de estos recubrimientos son muy buenas, ya que reduce
el rozamiento, alargando la vida de las herramientas.
Al reducir el rozamiento se obtiene una menor vibración y mejora la
calidad en los terminados, además mayores índices de precisión.
Se reduce la necesidad de utilizar grandes cantidades de refrigerante,
bajando costos en la producción.
Principales recubrimientos.
El recubrimiento de nitruro de titanio, se ha utilizado desde los años 80
´s, alcanzando el éxito en la mayoría de las aplicaciones ya que por
sus características se ha mantenido como de uso general.
El recubrimiento de Carbo-nitruro de titanio (TiCN), ha probado ser útil
en las aplicaciones donde se requiere dureza en superficies, esto se
alcanza introduciendo en la cámara gas reactivo que contenga
carbono durante el proceso. Este alcanzará dureza superior a la del
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
nitruro de titanio y para herramientas de corte que permite condiciones
más elevadas logrando una rugosidad superficial menos que la del
nitruro de titanio.
El hecho de añadir aluminio a los recubrimientos de alunitruro de
titanio (TiNAI) logra incrementar dureza y estabilidad ante la oxidación
del recubrimiento. Con ello se ha conseguido alargar aún más la vida
útil de la superficie de los elementos mecánicos o herramienta en los
que se aplica. Esto ha demostrado ser mejor, auque el uso de ha
difundido debido a que muchas máquinas todavía no logran alcanzar
la capacidad para emplearlo en condiciones de corte y revoluciones.
El recubrimiento de nitruro de cromo (CrN) tiene muchas aplicaciones
especificas, como aquellas en las que se requiere un recubrimiento de
mayor espesor y con una carga abrasiva, como las que encontramos
en la industria del papel, textil o de los plásticos, otra característica
importante es la resistencia a la oxidación y a la corrosión.
Comparando con el cromo duro normal, el nitruro de cromo presenta
las siguientes características.
CrN es el doble de capacidad de dureza pero un mayor grado de
tenacidad, con mayor capacidad de resistencia a la fractura o
agrietamiento.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Todos el resto de recubrimientos se aplican protegiendo el ambiente
en cámaras con capacidad de cero contaminación en residuos, por lo
que pueden sustituir al cromado en muchas aplicaciones.
Cabe mencionar la importancia del material con el que esta construida
la herramienta, el tipo de mecanizado ha realizar y el tipo de material
ha trabajar y así seleccionar el tipo de recubrimiento.
Condiciones de reparación de materiales para recubrir.
1.- Se pueden recubrir todos los materiales y aleaciones conductores
de electricidad, que hayan sido revenidos a una mínima de 500° C o
en su defecto, materiales que puedan soportar dicha temperatura sin
riesgo de deformaciones o de alteración de sus características.
2.- Las dimensiones de las piezas a recubrir deberán estar por debajo
de los siguientes valores:
Longitud máxima, 900 mm.
Diámetro máximo 600 mm.
Peso máximo 450 kg.
3.- No deberan estar pintadas, pegadas ni contener restos de
materiales plasticos.
4.- Las piezas ensambladas tendrán que ser previamente autorizadas
por nuestro departamento técnico.
5.- los materiales a recubrir deberán ser descritos en memorando
indicando los siguientes datos:
Demostración o descripción de la aplicación.
Tipo de material o aleación.
Tratamiento superficial previo.
Croquis indicando la superficie a recubrir e indicar lo que no va
recubierto.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
6.- En caso de recubrimientos interiores, los materiales a recubrir,
deberán ser revisados por nuestro departamento técnico antes de
realizar la orden de servicio.
7.- Se podrá realizar el proceso de pulido posterior al recubrimiento en
piezas que así lo requiera.
8.- Es importante señalar que el espesor máximo alcanzado en estos
recubrimientos es de 0.003 p.m.
XII.- Pulido de moldes
La fabricación de moldes para la industria moderna, contempla las
exigencias de acabados superficiales de alta calidad y precisión, para
obtener piezas plásticas o metálicas que cubran los requerimientos
para las cuales han sido diseñadas.
Las máquinas herramientas actuales, que cuentan con sistemas
modernos de programación como son los CNC, no cubren las
exigencias de acabado superficial deseados para lo cual tenemos que
recurrir a los aparatos de funcionamiento manual, la habilidad y
experiencia de un operador, para así logar las superficies deseadas.
El pulido que tiene como finalidad principal eliminar superficies
ásperas dejadas por el mecanismo de la herramienta o tratamiento
térmico, depende en gran medida del tipo y calidad del material con el
cual se trabaje.
¿Por qué la necesidad de conseguir un alto acabado en la
superficie?
El aumento en la utilización de productos plásticos ha generado una
mayor demanda en acabados espejo, en los utillajes para moldes. Los
mayores requisitos en un buen acabado se centra principalmente en
los moldes para lentes ópticos, dónde se solicita un alto grado de
pulido, estas incluyen:
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Fácil desmoldeo de las piezas plásticas de utillaje (aplicable a la
mayoría de los plásticos).
Reducción de riesgos de corrosión local.
Reducción de riesgos de grietas o roturas a causa de sobrecarga
puntual o pura fatiga.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
SEGUNDA PARTE
I.- Como juzgar el acabado de la superficie.
Dos factores primordiales al juzgar la superficie del molde.
1. Deberá contar con forma geométrica correcta, sin ondulaciones
o rugosidades. Estos defectos son en la mayoría de los casos
consecuencia de fases anteriores de rectificado y amoldado.
2. El acabado “Espejo” de la superficie del molde debera estar
absolutamente libre de ralladuras, poros, rugosidades (piel de
naranja), picaduras etc. normalmente el acabado de la superficie
es juzgada a simple vista.
De todas formas existen ciertas dificultades con la evaluación visual,
una superficie plana puede parecer perfecta a pesar que no sea
geométrica o completamente plana, por lo tanto la inspección visual
puede conducirnos al error.
En casos más sofisticados, el acabado puede ser juzgado por medio
de métodos instrumentales como por ejemplo, técnicas de
interferencia óptica o graficar con un programa de alturas de crestas y
valles con rugosimetro.
El proceso de pulido de moldes lo podemos dividir en tres pasos, los
cuales determinan el proceso de trabajo:
• Lapeado de desbaste (10.25p)
• Lapeado de acabado (5-10p)
• Pulido (1-5p)
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
El pulido es recomendado el proceso cuando se tienen superficies con
rugosidad de 5p por lo cual seria preferible iniciar contando con una
superficie de rugosidad entre 2.5 a 3p.
En las superficies con acabado de electro erosión por penetración, se
deberá eliminar la cascarilla dura que deja esta para poder iniciar al
proceso de pulido.
El pulido tiene como finalidad proporcionar las características
necesarias a la herramienta para poder lograr una superficie de
calidad mediante la secuencia de pasos en un tiempo
económicamente rentable.
II.- ¿Para que se pulen las superficies de los moldes?
• La superficie de la pieza tenga la calidad y apariencia
deseada como producto terminado.
• Reducir los ciclos de inyección por un mejor llenado del molde
bajando la presión de inyección.
• Simplificar la producción de piezas de plástico de pared
delgada.
• Facilidad de limpieza en superficies pulidas.
• Obtención de refacciones aerospaciales superficiales
excelentes y de alta precisión y calidad.
• Calidad en los pulidos en moldes da imagen en los productos
y equipos que se utilizan para estos acabados.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
III.- ¿Cuáles son los factores que influyen en el proceso de
pulidos?
• Exigencias de la pieza.
• Elección del acero para molde.
• Anterior mecanizado fresado, rectificado, erosión.
• Profundidad inicial de la aspereza de superficie.
• Duración de trabajo.
• Limpieza alrededor de la pieza que se pulirá.
• Materiales para el pulido (pastas, abrasivo, maderas, paño.
• Tamaño, grado y disminución en los materiales de pulido y
lapeado.
VI.- ¿Cuáles las partes que se puelen de un molde?
• Principalmente son las que se encuentran en contacto con el
material.
Nota: No quedan exentas las que tienen funciones de deslixzamient,
ramas de colada, bebederos de entrada de material.
V.- Materiales que se utilizan en la fabricación de cavidades,
corazones e insertos.
A fin de aumentar las propiedades del pulido se emplean aceros
especiales como pueden ser:
Norma AISI (American Iron Steel Institute):
H11, H13, P20, 420, L6, estos aceros utilizan comúnmente
desgasificación al vacío a la técnica de electro afinado de escoria
(ESR).
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
La desgasificación al vacío reduce el riesgo de las inclusiones no
metálicas y de fragilidad por hidrogeno, produciendo al mismo tiempo
material homogéneo.
El proceso de electro afinado de escoria (ESR) mejora
sustancialmente las posibilidades de pulido, más que el proceso de
desgasificación al vacío. El (ESR) reduce la cantidad de inclusiones no
metálicas que no pueden evitarse, serán de pequeño tamaño y
estarán distribuidas uniformemente.
VI.- Como afecta el tratamiento térmico la pulividad de los aceros
y otros materiales.
Un acero de cementación que ha sido sobre carburado contará
probablemente con una estructura poco adecuada.
Creación de pequeñas partículas de oxigeno bajo la superficie del
acero, conlleva a problemas de pulido. La descarburación o
carburación de la superficie durante el tratamiento térmico puede
producir variaciones en la dureza resultante en dificultades en la
operación de pulido.
VII.- Caracteristicas de tratamientos térmicos en los aceros para
piezas de pulido posterior.
Maleabilidad.- conocido como recocido de baja tensión.
Templar.- tratamiento que se emplea por calentar bajo parámetro sin
carburizar el acero y enfriar bruscamente.
Revendido.- tratamiento que recibe el acero después del temple de
calentarlo entre 580 y 650° C durante cierto tiempo y dejar enfriar al
medio ambiente para liberar tensiones del proceso anterior del temple.
Por último comentar que los materiales que más se emplean en la
fabricación de moldes son los comúnmente tienen aleaciones de
cromo, níquel, molibdeno vanadio, que tienen las siguientes
características.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
• Cromo.- resistente a la corrosión.
• Níquel.- su característica como aleación al darle al acero
resistencia a fracturarse por choques térmicos.
• Molibdeno.- da mayor grado de resistencia al desgaste por
abrasión al acero.
• Vanadio.- da mayor grado de resistencia al desgaste por
fricción sobre el acero.
Además que tienen la característica de ser fabricados en caliente para
poder mantener propiedades de resistencia a fracturas por continuos
cambios de temperatura en la operación.
Estos materiales nos auxilian en la fabricación de cavidades e insertos
de los moldes.
Nota: los aceros inoxidables grado 420 que sus características de
poder obtener superficies espejo con rugosidades 0 Ra. Son más
utilizados para plásticos de ingeniería como es el poli carbonato.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
VIII.- Criterios a seguir en el pulido
• Estudio de factibilidad
• Diseño de molde
• Selección de los componentes del molde para diferentes
aceros
• Tratamiento térmico adecuado
• Mecanizado de acabado.
• Pulido.
Estudio de factibilidad:
Al principal factor para decidir la fabricación de un molde es
principalmente:
• Necesidad del producto a fabricar.
• Estudio de mercado a donde se dirigirá el producto.
• Cantidad de piezas que queremos obtener.
• Presupuesto asignado al proyecto.
• Acabado superficial y precisión del producto a obtener.
• Presentación de un modelo preliminar.
• Tipo de material con que fabricará.
• Tipo de maquina y dimensiones donde se trabajará.
• Selección del material y proceso de manufactura.
• Lugar y taller donde se construirá.
• Experiencia del personal que trabajara en la fabricación.
Estos y otros conceptos surgen en forma preliminar y son los diversos
factores que se estudian durante el proyecto de fabricación del
producto y como lo queremos obtener, lógicamente influyen en el
pulido del molde.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Diseño del molde
Una vez que es aprobado el proyecto de fabricación, comienza la
selección de diversos materiales y procesos que intervienen en la
fabricación, para esto tendremos que basar todo en un diseño el cual
fue aprobado anteriormente por diversas áreas de la compañía,
marketing, ingeniería y otras gerencias.
Una vez que el molde es aprobado, el diseñador considera el tipo de
funcionamiento, materiales y partes que se utilizarán en el proceso del
pulido.
Selección de aceros para la construcción de las diversas partes del
molde que llevará el proceso de pulido.
Tratamientos térmico, mecanizado de acabado.
Actualmente el proceso de manufactura de las diversas partes de un
molde, ha cambiado para disminuir procesos tan costosos como es el
pulido.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Estos procesos son:
Desbaste y semidesbaste de los componentes que irán pulidos
pasaran al proceso de terminado térmico de temple y revenido.
Esto trae como consecuencia utilizar herramientas de carburo sólido
para dar el proceso de acabado o súper acabado en la superficie de la
pieza que llevará el pulido.
No quiere decir que se eliminará el pulido, pero las crestas y valles
que se generan por la huella de la herramienta en el proceso de
mecanizado anterior disminuirán en altura y profundidad trayendo
como consecuencia la reducción del tiempo del pulido casi en un 70%
Criterios a seguir en el pulido.
Sentido del pulido en el molde.
El sentido de pulido se dirige siempre hacia el sentido del desmoldeo
de la pieza, es importante respetar este concepto para evitar amarres
de la pieza dentro del molde.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
• Siempre que se comienza el pulido de una pieza se inicia en los
contornos difíciles como son los ángulos, cantos, alarmas,
perforaciones y radios.
• Respetar los filos vivos.
• Al pulir los cantos, alarmas, perforaciones se deberá proceder
con cuidado para evitar el redondeo de las aristas.
• Para los contornos de las aristas vivas se emplean herramientas
duras.
Muchas veces este concepto puede ser considerado en el proceso de
manufactura ya que es fácil poder evitar el redondeo. Deberá de
dejarse un sobre material en la cara de sello aproximadamente 3
décimas de milímetro para popara posterior pulirlo, rectificar y así
eliminar el redondeo de las aristas. Al pulir de nuevo las superficies
deben de realizarse nuevamente los pasos de pulido brevemente.
Erupciones.
Después de la primera operación de pulido con herramienta blandas y
pases de diamante de grano fino pueden aparecer a veces pequeños
poros en la superficie, la causa son las inclusiones no metálicas en el
acero sobre todo óxidos duros pero también carburos que revientan
durante el proceso pulido.
Los siguientes factores influyen en el tipo y la frecuencia de los poros
o picaduras.
1. Homogeneidad y limpieza del acero.
2. Tiempo y presión de pulido con las herramientas de mecanizado.
Nota: la elección del acero es un factor decisivo para la calidad de la
superficie.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
¿Como resolver problemas de pulido?
Se vuelve a trabajar la superficie con los procesos penúltimo y último
de lapeado de las operaciones de pulido.
Cuando se trabajan aceros que tienden a presentar picaduras, no se
deberán emplear herramientas de pulido de lapeado o de pulido muy
blandas. Es más efectivo emplear herramientas de plexigias y son
preferibles a los apartados de carrera a los rotativos.
Deben pulirse los más brevemente y con mínima presión.
IX.- Materiales para pulido.
Las herramientas de lapeado más corrientes son los cuerpos de
lapeado con diversas formas, tamaño e identificación de colores.
Las piedras pueden ser de óxido de aluminio, carburo de silicio,
cerámica (con aglutinantes flexibles para dar esta propiedad a la
piedra en uso) y diamante.
Los rangos de tamaño de grano vienen marcados sobre la superficie
de la piedra.
Cuando tiene un grano grueso la designación será de 60 a 240 y así
disminuyendo la nomenclatura en la piedra hasta un grano de 600 y en
piedras de diamante hasta un grano de 1000.
Es conveniente saber designar piedras para el pulido de superficies de
acabado con rectificado o superficies de acabado con erosión por
penetración (EDM).
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Comúnmente la designación para acabados de rectificado se emplean
piedras de óxido de aluminio para remover los granos dejados por
erosión de carburo de silicio, esto es por ser de mayor dureza y
compactos que las de óxido de aluminio al igual que se emplean
diferentes aglutinantes y colores en su fabricación para poderlas
identificar.
En las superficies de moldes de aluminio se emplean comúnmente
piedras de diamante que son mucho más resistentes al desgaste que
las anteriores.
También cabe mencionar que se puede utilizar otro material para el
proceso del prepulido y es más que todo enfocado al rectificado
cilíndrico de alta precisión que es el borazón un material policristalino,
en su fabricación, muy parecido al diamante.
La designación para los papeles lija, es similar a las piedras abrasivas,
su tamaño de grano esta en función al número y van desde 150 a
1400 éstas se utilizan al acabado superficial del molde y al tipo de
productos que se va a trabajar en esté.
Pastas de pulido diamantadas.
El agente más común utilizado en las operaciones es la pasta de
diamante.
Una optima ejecución se obtiene mediante la combinación de la pasta
y la herramienta de pulir adecuada, las herramientas de pulir más
adecuadas son las varillas, almohadillas, paños y fieltros (estos se
caracterizan por su grado de dureza en su utilización.)
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
La dureza de las herramientas para pulir afecta la exposición de los
granos de diamante y la velocidad de arranque del material.
Ver la siguientes figuras:
El tiempo empleado y el pulido caro pueden reducirse siguiendo
ciertas normas. Lo más importantes, es que la limpieza en cada fase
de la operación de pulido es vital y no debe olvidares.
La operación de pulido debe realizarse en zonas libres de polvo y
corrientes de aire. Las partículas de polvo pueden contaminar el
abrasivo y echar a perder las superficies casi listas.
Cada herramienta de pulido deberá ser empleada para una sola clase
de pasta y deberá guardarse en una caja protegida del polvo.
Las herramientas para pulir se van impregnando gradualmente y
mejoran su uso.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Las manos y piezas de trabajo deberán limpiarse cuidadosamente
cada que sea realiza un cambio de pasta, la pieza con un disolvente
de grasa y las manos con jabón.
La pasta deberá aplicarse a la herramienta de pulir, en el pulido
manual, mientras que en el pulido a maquina la pasta deberá aplicarse
a la pieza de trabajo.
La presión de pulido deberá ser ajustada a la dureza de la herramienta
de pulir y la clase de pasta a utilizar. Para tamaños de grano fino la
presión será solo de peso de la herramienta para pulir.
En operaciones de arranque de grandes cantidades de material se
requerirán herramientas de pulir duras y pasta gruesa.
El pulido de acabado de moldes de plástico deberá llevarse a cabo en
el sentido de la fibra.
El pulido debe iniciarse en cantos, esquinas y radios o zonas difíciles
del molde.
Hay que tener cuidado con los cantos vivos y bordes a fin de no
redondearlos.
De preferencia utilizar herramientas de pulido duras.
Distintas condiciones de las superficies antes de pulir.
Las superficies mecanizadas por electro erosión son más difíciles de
rectificar que las mecanizadas de forma convencional o sometidas a
tratamiento térmico. Una operación de mecanizado por electro erosión
debería de finalizar con una fase de descarga fina. Si esta se realiza
de forma correcta, no existirá ningún problema, si no fuese así, una
fina capa templada permanecerá en al superficie, esta capa es
considerablemente dura que la matriz y deberá ser eliminada.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Superficie nitrurada o cementada, es más difícil de rectificar que el
material base, pero adquiere un buen acabado superficial después del
pulido. Sin embargo pequeños defectos producidos en la superficie de
la capa no permiten en algunos ocasiones, obtener un optimo acabado
en la superficie.
Un molde que ha sido templado, al llamar o mediante soldadura, a
menudo muestra una zona blanda entre el área tratada y el material
base.
A fin de evitar formación de un canal a lo largo de la zona blanda, es
recomendable utilizar una muela ancha.
Rugosidad de la superficie, después de distintos métodos de
tratamiento térmico.
Muchos fabricantes de moldes se preguntan:
¿Hasta que fase debería llegar en el rectificado antes del tratamiento
térmico?
Debería tener siempre en cuenta que durante el tratamiento térmico
pueden producirse algunos cambios dimensionales, requiriendo
posiblemente una operación de acabado final.
Además, el acabado de la superficie del molde puede verse afectada
por el tratamiento térmico en sí. Por esta razón, no hay necesidad de
pulir el molde a un acabado superficial muy alto antes de ralizar el
tratamiento térmico si el tamaño o el deterioro de la superficie hace
necesario realizar operaciones de acabado.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
XI.- Como resolver problemas de pulido.
En las operaciones de pulido en problema es el denominarte “sobre
pulido”
Este es el término utilizado cuando una superficie pulida empeora a
medida que va puliéndose más, básicamente aparecen dos
fenómenos, cuando la superficie esta sobrepulida (pile de naranja y
picaduras, normalmente aparecen en el pulido de conexión con el
pulido a maquina.
Piel de naranja: la aparición de una superficie irregular y rugosa se
denomina “piel de naranja” puede ser consecuencia de distintas
causas, la más común es el exceso de calentamiento o sobre
carburación durante el tratamiento térmico en combinación de alta
presión y prolongado pulido. Una material más duro puede soportar
una fuerte presión de pulido mientras que los aceros blandos se
sobrepujes más fácil. Diversos estudios han demostrado que el efecto
del sobre pulido ocurre en distintos tiempos de pulido para distintas
durezas.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Tabla de tiempo de pulido, min.
La reacción normal de una persona que observa que una superficie se
ha deteriorado, es la de incrementar la presión de pulido y de
continuar puliendo, tal acción resultara inevitable en un mayor
deterioro de la superficie. Cualquiera de las alternativas siguientes
puede aportarse a fin de restaurar la superficie.
Alternativa 1
Eliminar la capa superficial dañada mediante un rectificado de la
superficie utilizando la penúltima fase de rectificado antes de
comenzar el pulido.
Iniciar de nuevo la fase final del rectificado.
Utilizar una presión menor durante el pulido.
Alternativa 2:
Efectuar eliminación de tensiones (estabilizado) a una temperatura a
unos 25° C inferior que la última temperatura de revenido.
Rectificar utilizando la fase de rectificado final al pulido hasta obtener
superficie satisfactoria.
Comenzar el pulido de nuevo, pero con una presión inferior a la
anterior.
Si los resultados no son buenos, deberá incrementar la dureza, esto
se realiza de distintos modos.
Aumentando la dureza de la superficie del acero, mediante tratamiento
de nitruración o nitro carburación.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Realizando un tratamiento térmico del utillaje a una dureza más alta,
este procedimiento se recomienda cuando la superficie no es de alta
precisión dimensional, cuando se marca una tolerancia dimensional en
el plano de fabricación entonces los más recomendable será soldar
con el procedimiento de micro soldadura de argón con gas ulta-alta
pureza 5.0 para evitar porosidad.
Sirve dar tratamiento térmico a la pieza de 25° C menor al revenido
(doble revenido) para propiciar una temperatura de arranque. Esto es
evitando la cristalización superficial de la pieza y logrando una
estructura del grano libre de esfuerzos residuales.
Se lapeará con las medidas del pulido y hacer penúltima operación y
pulir nuevamente esta superficie.
Disminuir la presión del pulido y hacer pasos de pulido más breves.
Picaduras: las pequeñas picaduras que pueden ocurrir en una
superficie pulida son generalmente el resultado de las inclusiones no
metálicas en forma de óxidos duros y frágiles que han aflorado en la
superficie como consecuencia de la operación de pulido. Los factores
que están en conexión con este problema son:
• Tiempo y presión de pulido.
• Pureza del acero, especialmente con las inclusiones duras no
metálicas.
• La herramienta de pulir.
• El abrasivo.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Una de las razones por las que pueden ocurrir las picaduras es la
diferencia de dureza entre la matriz y la inclusión no metálicas, durante
la operación de pulido, la matriz será eliminada con mayor facilidad
que la inclusión no metálica dura. El pulido va socavando
gradualmente la partícula no metálica hasta que ésta es desprendida
del material mediante un pulido posterior. Esto deja alguna partícula en
la superficie. El problema se encuentra más frecuentemente en el caso
de pasta con grano interior a 10p y en herramientas de pulir blandas
(ejemplo el fieltro).
Una forma de minimizar el riesgo de picaduras, es seleccionar u acero
para moldes de alta pureza, que haya sido sometido a una
desgasificación al vacío o bien a un electro afinado de escoria (ESR)
durante el proceso de fabricación.
A pesar de las precauciones, las picaduras siguientes presentes,
deberán tomarse las medidas siguientes:
• Rectificar la superficie con precaución, utilizando la penúltima
fase del rectificado de la operación.
• Utilizar una muela suave y mecanizable.
• Comenzar luego con la esta final de rectificado y después pulir.
• Utilizar tamaños de grano de 10p o inferiores, deberán evitarse
las herramientas de pulir más blandas.
• Pulir mediante el menor tiempo posible y bajo la mínima presión.
Este proceso se recomienda cuando la superficie no es de alta
precisión dimensional, cuando ya marca una tolerancia
dimensional en el plano de fabricación, entonces los más
recomendable será soldar con el procedimientos de micro
soldadura de argón con gas ultra- alta- pureza 5.0 para evitar
porosidad.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Sirve dar un tratamiento térmico a al pieza de 25° C menor al reverso
(doble revenido) para proporcionar una temperatura de arranque, esto
es evitando la cristalización superficial de la pieza y logrando una
estructura del grano de esfuerzas residuales.
Se lapeará con las medidas del pulido y hacer penúltima operación y
pulir nuevamente esta superficie.
Disminuir la presión del pulido y hacer pasos de pulido más breves.
XII.- Características personales del pulidor.
Deberán ser concideradas como físicas y personales.
• Esta persona deberá ser paciente, con buena vista, metodica y
ordenada.
• Conocimientos en manufactura de piezas mecánicas y
tratamientos térmicos.
XIII.- Área asignada de pulido: condiciones de trabajo.
Solo se logrará rendimiento optimo y de calidad estableciendo un
lugar de pulido dentro del taller de la fabricación de moldes. La
limpieza y ausencia de polvo es considerada como fundamental y
prioritaria.
Se podria pedir que el pulidor en superficies como son las de los
moldes para lentes ópticos o calaveras de luz para autos, utilzar cubre
boca, que el área de trabajo se encuentre bajo presión de aire filtrado,
para que al momento que se tenga acceso a ella, esta presión positiva
evite la entrada de polvo.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Logicamente queda prohibido fumar.
Se deberá tomar en cuenta una conexión de agua para que permita la
lipieza cuidadosa de la pieza y de la herramienta, así como de las
manos del operador en cualquier momento de cambio de grano del
más grueso en etapas hacia más fino.
Al limpiar la superficie con agua y jabón, la glicerina del jabón
proporciona una capa protectora lubricante que evita la corrosión.
La superficie de acero deberá ser limpiada con productos de celulosa,
el cual, junto con la glicerina del jabón, formará una capa sobre la
superficie metálica lo suficientemente gruesa para proteger al molde
durante el tiempo que dure el trabajo de pulido.
Como ya se menciono, el pulido se realiza en espacios libres de polvo,
ya que superficies pulidas pueden quedar destruidas por este tipo de
impuerzas.
XIV.- Condiciones de trabajo y recomendaciones:
• Cada herramienta debe ser utilizada con un tipo de grano.
• Las herramientas deberán guardarse en recipientes libres de
polvo.
• Las herramientas de pulido (fieltros, paños, cueros y maderas),
van absorviendo durante el uso de las pasta de diamante y son
especialmente adecuadas cuando se requieren superficies de
alto brillo. Sin embargo hay que tener cuidado que las pastas
adheridas a la herramienta no se hayan secado de más. Si es el
caso, se recomienda agregar un poco de diluyente.
Cada que se cambie de grano de pasta diamantada deberá lavarse la
superficie que se esta puliendo, cambiar la herramienta y el operador
lavarse las manos con agua y jabón.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Cuando más fino es el grano de las pastas, menos diluyente se
añadirá.
En el lapeado de superficies con herramentales duros se debe aplicar
(adicional al peso de la herramienta) una presión adicional ejercida por
el operador. Al utilizar herramientas blandas como latones, maderas,
paños, etc. Se deberá aplicar presión únicamente con el peso de la
misma.
Las herramientas de lapeado para pulido (plexiglas) deberan ser
empleadas con mucha presión.
Cuando se emplea alta capacidad erosiva se requieren herramientas
duras de granos gruesos de remosión de lapeado.
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Manual de reparación y pulido
de moldes de inyección de plástico
________________________________________________________
Manual 001 Fecha de actualización: Mayo 2007
Elaboró: Ing. Omar Rico Sierra Lic. Arturo Orihuela Viveros
Вам также может понравиться
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109От EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Рейтинг: 3.5 из 5 звезд3.5/5 (2)
- El ABC de moldes, troqueles y dispositivos: Una industria en expansiónОт EverandEl ABC de moldes, troqueles y dispositivos: Una industria en expansiónОценок пока нет
- 7 Moldes de InyecciónДокумент25 страниц7 Moldes de InyecciónJose Manuel Merodio Barbado100% (1)
- Moldeo Por InyecciónДокумент38 страницMoldeo Por InyecciónIsa Concha GonzalezОценок пока нет
- Diseño de utillajes, matricería y prototipado con SolidWorksОт EverandDiseño de utillajes, matricería y prototipado con SolidWorksРейтинг: 3 из 5 звезд3/5 (1)
- Moldeo por InyecciónДокумент107 страницMoldeo por InyecciónLeonardo Javier Ramirez Osorio100% (4)
- Procesos auxiliares de fabricación en el mecanizado por arranque de viruta. FMEH0109От EverandProcesos auxiliares de fabricación en el mecanizado por arranque de viruta. FMEH0109Оценок пока нет
- Moldeo Por InyecciónДокумент23 страницыMoldeo Por InyecciónLuis BarajasОценок пока нет
- Acondicionado de materiales termoplásticos para su transformación. QUIT0209От EverandAcondicionado de materiales termoplásticos para su transformación. QUIT0209Оценок пока нет
- Cápitulo 2 Maquina de Moldeo Por InyecciónДокумент18 страницCápitulo 2 Maquina de Moldeo Por InyecciónJonathan100% (1)
- Transformación de materiales termoplásticos. QUIT0209От EverandTransformación de materiales termoplásticos. QUIT0209Оценок пока нет
- Entrenamiento Moldeo EESДокумент35 страницEntrenamiento Moldeo EESJorge PerezОценок пока нет
- Molde de Inyeccion de PlásticoДокумент14 страницMolde de Inyeccion de PlásticoMario Rojas100% (2)
- Moldeo Por InyecciónДокумент103 страницыMoldeo Por InyecciónTere Ugalde100% (1)
- 1269 3915 1 SMДокумент7 страниц1269 3915 1 SMFelipe Contreras100% (1)
- Diseño optimizado moldeo inyección termoplásticosДокумент46 страницDiseño optimizado moldeo inyección termoplásticosFernando Gomez Galvan0% (1)
- Curso de Inyeccion-Termoplasticos-CompletoДокумент64 страницыCurso de Inyeccion-Termoplasticos-Completocatio000100% (5)
- Diseño de Un TroquelДокумент19 страницDiseño de Un TroquelIvan Leonardo Andrade Aveiga100% (3)
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109От EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Оценок пока нет
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209От EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Оценок пока нет
- 7 Mantenimiento de TroquelesДокумент51 страница7 Mantenimiento de Troqueleschicho640489% (65)
- Curso de Moldeo Por Inyección, Proceso Parámetros PDFДокумент4 страницыCurso de Moldeo Por Inyección, Proceso Parámetros PDFJohn Superdetalle0% (1)
- Fuerza cierre molde inyección plásticoДокумент5 страницFuerza cierre molde inyección plásticoReciclarSAОценок пока нет
- Diseno y Construccion de Troqueles paraДокумент76 страницDiseno y Construccion de Troqueles paraPatricio Valencia100% (1)
- Mantenimiento de MoldesДокумент9 страницMantenimiento de MoldesDavid ChaparroОценок пока нет
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209От EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Оценок пока нет
- Seminario Basico de Inyeccion. (Molde de InyeccionДокумент46 страницSeminario Basico de Inyeccion. (Molde de InyeccionLorraine Cristina Navarro Blanquicett100% (1)
- Inyeccion de Plasticos SenatiДокумент149 страницInyeccion de Plasticos SenatiAsdfsadf Asdfsadff100% (3)
- Diseño Matriceria Corte Paso 1 y 2Документ23 страницыDiseño Matriceria Corte Paso 1 y 2Val Nat HerediaОценок пока нет
- Curso-Taller Moldeo Cientifico 2019Документ6 страницCurso-Taller Moldeo Cientifico 2019centroОценок пока нет
- Curso Diseno Funcionamiento Operacion Mantenimiento Bombas Krebs Millmax PDFДокумент63 страницыCurso Diseno Funcionamiento Operacion Mantenimiento Bombas Krebs Millmax PDFWillyPV100% (1)
- Troquelado - PDF y Estampado Muy BuenoДокумент86 страницTroquelado - PDF y Estampado Muy Buenochicho640491% (11)
- Inyeccion y Moldes COMPLETO UNICAR - 15y16dic06Документ321 страницаInyeccion y Moldes COMPLETO UNICAR - 15y16dic06HugoAlvarez100% (3)
- Astm C518-C177Документ22 страницыAstm C518-C177Joshua100% (1)
- Biomoleculas InorganicasДокумент4 страницыBiomoleculas Inorganicasmadenicola10Оценок пока нет
- Proceso de InyeccionДокумент166 страницProceso de InyeccionALFONSO TORRES67% (3)
- Procesos ConstructivosДокумент37 страницProcesos Constructivosbeky_cristales93% (14)
- Moldes de InyeccionДокумент45 страницMoldes de InyeccionOmar Chavez89% (9)
- Moldeo Por Inyeccion SopladoДокумент108 страницMoldeo Por Inyeccion Sopladovittor66100% (2)
- Libro de Productividad-1Документ24 страницыLibro de Productividad-1andrea_alcala21Оценок пока нет
- MANUALPARTINYPLASДокумент56 страницMANUALPARTINYPLASLeialias100% (2)
- Moldes de Inyección de PlaticosДокумент8 страницMoldes de Inyección de PlaticosOmar RamirezОценок пока нет
- NIVEL I Entrenamiento de MOLD SET-UPДокумент177 страницNIVEL I Entrenamiento de MOLD SET-UPLuciano Stefanelli100% (1)
- TroquelesДокумент33 страницыTroquelesJaime Correa100% (9)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209От EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Оценок пока нет
- Compuestos TernariosДокумент3 страницыCompuestos Ternariosmadenicola10100% (1)
- Mantenimiento MoldesДокумент3 страницыMantenimiento MoldesChristian Vega Aleman80% (5)
- Enlaces IonicosДокумент5 страницEnlaces Ionicosmadenicola10Оценок пока нет
- Interfazado General Del Computador (Sistema Mínimo)Документ21 страницаInterfazado General Del Computador (Sistema Mínimo)Luis PerezОценок пока нет
- Diseño de dinamómetro portátil para rallyДокумент108 страницDiseño de dinamómetro portátil para rallyHernan Cortez FarfanОценок пока нет
- Herramientas MoldesДокумент8 страницHerramientas MoldesfranciscovalОценок пока нет
- Informe de Torres de Alta Tension Linea 138 KV #051Документ28 страницInforme de Torres de Alta Tension Linea 138 KV #051rubendezaОценок пока нет
- Estampado FrioДокумент30 страницEstampado Friotecnofab2100% (3)
- Moldes Inyeccion de PlasticoДокумент112 страницMoldes Inyeccion de PlasticoErnesto Hc100% (1)
- Ficha Tecnica Inyectora 2Документ20 страницFicha Tecnica Inyectora 2Nicolas AlarconОценок пока нет
- Manual de Reparacion de Moldes y Troqueles Rectificado Mecanico II PDFДокумент106 страницManual de Reparacion de Moldes y Troqueles Rectificado Mecanico II PDFjhonny_johnyОценок пока нет
- Mantenimiento Y Puesta en Marcha Segueta MecanicaДокумент31 страницаMantenimiento Y Puesta en Marcha Segueta MecanicaSergio Alejandro SantamaríaОценок пока нет
- Proyecto Unidad IVДокумент25 страницProyecto Unidad IVMichelle CázarezОценок пока нет
- Propuesta de Programa de Mantenimiento PreventivoДокумент90 страницPropuesta de Programa de Mantenimiento PreventivoDavidIturraОценок пока нет
- PBL LT Si 002Документ2 страницыPBL LT Si 002Ruben BrionesОценок пока нет
- Procesos de Una Empresa de Sillas MetalicasДокумент105 страницProcesos de Una Empresa de Sillas MetalicasEsteban Lema100% (1)
- Fundamentos y Deteccion de Fallas en Sistemas HidraulicosДокумент26 страницFundamentos y Deteccion de Fallas en Sistemas HidraulicosLeylly Ydrogo60% (5)
- Mecánica automotriz: Desmontar y montar conjunto móvilДокумент9 страницMecánica automotriz: Desmontar y montar conjunto móvilSegundo Muñoz50% (12)
- Resolución Caso 1 y 2 12-05-2023Документ7 страницResolución Caso 1 y 2 12-05-2023Alan GtezОценок пока нет
- Mantenimiento de Motores Tipo CДокумент19 страницMantenimiento de Motores Tipo CJerikho OlivaresОценок пока нет
- Vol. XXVI N° 298 Abril 2002 - AELEДокумент55 страницVol. XXVI N° 298 Abril 2002 - AELEJorge Olaya CamachoОценок пока нет
- SolubilidadДокумент2 страницыSolubilidadmadenicola10Оценок пока нет
- Resumen Gral IIДокумент82 страницыResumen Gral IImadenicola10Оценок пока нет
- Procesos y ReaccionesДокумент9 страницProcesos y Reaccionesmadenicola10Оценок пока нет
- Org ClasificacionДокумент23 страницыOrg Clasificacionmadenicola10Оценок пока нет
- Quimica I ResumenДокумент20 страницQuimica I Resumenmadenicola10Оценок пока нет
- Orbitales AtomicosДокумент3 страницыOrbitales Atomicosmadenicola10Оценок пока нет
- Quimica I Conceptos BasicosДокумент5 страницQuimica I Conceptos Basicosmadenicola10Оценок пока нет
- Resumen Gral IДокумент28 страницResumen Gral Imadenicola10Оценок пока нет
- Reacciones QuimicasДокумент8 страницReacciones Quimicasmadenicola10100% (1)
- Protein AsДокумент17 страницProtein AsMauricio Mora MendozaОценок пока нет
- OxidacionДокумент5 страницOxidacionmadenicola10Оценок пока нет
- Procesos QuimicosДокумент18 страницProcesos Quimicosmadenicola10Оценок пока нет
- Leyes de TransformacionДокумент106 страницLeyes de Transformacionmadenicola10Оценок пока нет
- Química Orgánica: Alcoholes y AldehídosДокумент5 страницQuímica Orgánica: Alcoholes y AldehídosJorman RinconОценок пока нет
- HidrocarburosДокумент6 страницHidrocarburosmadenicola10Оценок пока нет
- Hidrocarburos AplicacionesДокумент2 страницыHidrocarburos Aplicacionesmadenicola10Оценок пока нет
- Formulacion InorganicaДокумент8 страницFormulacion Inorganicamadenicola10Оценок пока нет
- Leyes de Las Combinaciones QuimicasДокумент4 страницыLeyes de Las Combinaciones Quimicasmadenicola10Оценок пока нет
- Formulacion QuimicaДокумент9 страницFormulacion Quimicachevave322Оценок пока нет
- Estructura Del AtomoДокумент5 страницEstructura Del Atomomadenicola10Оценок пока нет
- Estructura de La MateriaДокумент7 страницEstructura de La Materiamadenicola10Оценок пока нет
- Estructura AtomicaДокумент8 страницEstructura Atomicamadenicola10Оценок пока нет
- Ecuaciones Quimicas PDFДокумент6 страницEcuaciones Quimicas PDFJesús García QuinteroОценок пока нет
- NomenclaturaДокумент26 страницNomenclaturajose2010671Оценок пока нет
- Estados de La MateriaДокумент12 страницEstados de La Materiamadenicola10Оценок пока нет
- Compuestos TernariosДокумент2 страницыCompuestos Ternariosmadenicola10Оценок пока нет
- Compuestos Binarios y TernariosДокумент2 страницыCompuestos Binarios y Ternariosmarcelo_videla_6100% (6)
- Tarea 5 RablДокумент17 страницTarea 5 RablRoger BenitesОценок пока нет
- 2 Manual de Desensamble de La Computadora Portatil Sony Vaioi VGNДокумент22 страницы2 Manual de Desensamble de La Computadora Portatil Sony Vaioi VGNKATHERINОценок пока нет
- Nuevos Avances en La Tecnología Del Concreto - TALLER de TESIS 2Документ6 страницNuevos Avances en La Tecnología Del Concreto - TALLER de TESIS 2Milagros Ituza RevillaОценок пока нет
- Herramientas y Tecnicas de ProduccionДокумент144 страницыHerramientas y Tecnicas de ProduccionKatty OcGaОценок пока нет
- FibrablokДокумент10 страницFibrablokSara ArceОценок пока нет
- Cuestionario TaladrosДокумент3 страницыCuestionario Taladrosclaudia zeladaОценок пока нет
- Curriculum Omar DiosesДокумент4 страницыCurriculum Omar Diosesangel gabriel escobar alaniaОценок пока нет
- Medio Ambiente e Imagen UrbanaДокумент27 страницMedio Ambiente e Imagen UrbanaAlma GasoОценок пока нет
- Problemas de Transferencia de Calor2015Документ8 страницProblemas de Transferencia de Calor2015GabrielPestanaОценок пока нет
- Cota de SoldaduraДокумент3 страницыCota de SoldaduraTodo FreeОценок пока нет
- Taller #2 PLCДокумент2 страницыTaller #2 PLCjaver blanKiОценок пока нет
- Cubierta AljibeДокумент4 страницыCubierta AljibePC PepeОценок пока нет
- Inmovilización de células y enzimas por atrapamientoДокумент1 страницаInmovilización de células y enzimas por atrapamientoMirozaki Nelson Ramirez BacilioОценок пока нет
- Tce Unidades Moviles PDFДокумент28 страницTce Unidades Moviles PDFJamber Kusune HanaОценок пока нет
- Ingenieria Civil-Especialidad Ingerniria y Gerencia de ConstruccionДокумент16 страницIngenieria Civil-Especialidad Ingerniria y Gerencia de ConstruccionMilagros Espinoza CoilaОценок пока нет
- Fabricas de Cemento en El PerúДокумент15 страницFabricas de Cemento en El PerúJuan Carlos Tacay Claudio100% (1)
- Copia de Modelos de Educacion VirtualДокумент6 страницCopia de Modelos de Educacion VirtualClaudia Benitez SilvaОценок пока нет
- Creación de puente carrozable sobre quebrada AmojuДокумент28 страницCreación de puente carrozable sobre quebrada AmojuRoyserОценок пока нет
- HTTPДокумент12 страницHTTPlupillorivera9981Оценок пока нет
- Como Hacer Mas Rapida Mi Bicimoto 70Документ4 страницыComo Hacer Mas Rapida Mi Bicimoto 70Gabo AvilaОценок пока нет
- 54 58 1 PBДокумент7 страниц54 58 1 PBPamela Tapia SangaОценок пока нет
- Composición VisualДокумент4 страницыComposición VisualIdeas CenterОценок пока нет
- LitografíaДокумент7 страницLitografíaTania GutiérrezОценок пока нет
- Método de ZieglerДокумент12 страницMétodo de ZieglerRask Cesar ChambillaОценок пока нет