Вам также может понравиться
- Monografía EjemploДокумент51 страницаMonografía EjemploGeronimo Hugo Rojas Mamani93% (15)
- RotomoldeoДокумент16 страницRotomoldeoJuan Fernando SalazarОценок пока нет
- Diseño de Cabezales de ExtrusiónДокумент62 страницыDiseño de Cabezales de ExtrusiónAlexander Arboleda100% (3)
- Guia Caracterizacion Del PetroleoДокумент4 страницыGuia Caracterizacion Del PetroleoGeronimo Hugo Rojas MamaniОценок пока нет
- Tema02 - Caracterizacion Del PetroleoДокумент27 страницTema02 - Caracterizacion Del PetroleoGeronimo Hugo Rojas MamaniОценок пока нет
- PasosДокумент1 страницаPasosGeronimo Hugo Rojas MamaniОценок пока нет
- Caracterización de Las Fracciones de Petróleo Tablas Riazi Petroleum FractionsДокумент4 страницыCaracterización de Las Fracciones de Petróleo Tablas Riazi Petroleum FractionsGeronimo Hugo Rojas MamaniОценок пока нет
- Tema02 - Caracterizacion Del PetroleoДокумент27 страницTema02 - Caracterizacion Del PetroleoGeronimo Hugo Rojas MamaniОценок пока нет
- Destilacion EnglerДокумент45 страницDestilacion EnglerCeleste Zapata75% (4)
- Densidad RevistaДокумент3 страницыDensidad RevistaBrenda Rubí Hdz BetancourtОценок пока нет
- Practica Cinematica 2Документ2 страницыPractica Cinematica 2Geronimo Hugo Rojas MamaniОценок пока нет
- 2IDC, Consumo GUSTIДокумент12 страниц2IDC, Consumo GUSTIGeronimo Hugo Rojas MamaniОценок пока нет
- Codigo de ImagenesДокумент33 страницыCodigo de ImagenesGeronimo Hugo Rojas MamaniОценок пока нет
- Resumen para Biblioteca UPEAДокумент2 страницыResumen para Biblioteca UPEAGeronimo Hugo Rojas MamaniОценок пока нет
- Fabrica de Plasticos 1Документ1 страницаFabrica de Plasticos 1Geronimo Hugo Rojas MamaniОценок пока нет
- Para Estructurar Segun Norma ProyectoДокумент1 страницаPara Estructurar Segun Norma ProyectoGeronimo Hugo Rojas MamaniОценок пока нет
- Caratula Perfil MarinДокумент1 страницаCaratula Perfil MarinGeronimo Hugo Rojas MamaniОценок пока нет
- Aditi VosДокумент1 страницаAditi VosGeronimo Hugo Rojas MamaniОценок пока нет
- Polimeros Previo PDFДокумент30 страницPolimeros Previo PDFAlejandra Sarabia100% (1)
- Fabrica de Plasticos 0Документ1 страницаFabrica de Plasticos 0Geronimo Hugo Rojas MamaniОценок пока нет
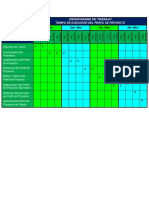
- Lety Cronograma de TrabajoДокумент1 страницаLety Cronograma de TrabajoGeronimo Hugo Rojas MamaniОценок пока нет
- 1 Tapa Guia PeadДокумент1 страница1 Tapa Guia PeadGeronimo Hugo Rojas MamaniОценок пока нет
- Industrialización Del Gas Natural II NavaДокумент21 страницаIndustrialización Del Gas Natural II NavaGeronimo Hugo Rojas MamaniОценок пока нет
- 0 Tapa Guia PEADДокумент3 страницы0 Tapa Guia PEADGeronimo Hugo Rojas MamaniОценок пока нет
- Planta Separadora Rio Grande DatosДокумент1 страницаPlanta Separadora Rio Grande DatosGeronimo Hugo Rojas MamaniОценок пока нет
- Tripitico GercartaДокумент2 страницыTripitico GercartaGeronimo Hugo Rojas MamaniОценок пока нет
- c6 Equipos Planta de GasДокумент85 страницc6 Equipos Planta de GasGeronimo Hugo Rojas Mamani100% (1)
- Materia Prima Petroquímica Básica Petroquímica Intermedia Petroquímica Avanzada Uso PrincipalДокумент2 страницыMateria Prima Petroquímica Básica Petroquímica Intermedia Petroquímica Avanzada Uso PrincipalGeronimo Hugo Rojas MamaniОценок пока нет
- C5 RefrigeracionДокумент44 страницыC5 RefrigeracionGeronimo Hugo Rojas MamaniОценок пока нет
- Codigos de Identificacion Del PlasticoДокумент8 страницCodigos de Identificacion Del PlasticoGeronimo Hugo Rojas MamaniОценок пока нет
- Ejercicios C6Документ12 страницEjercicios C6Geronimo Hugo Rojas MamaniОценок пока нет
- Gas de Sintesis-3Документ62 страницыGas de Sintesis-3Geronimo Hugo Rojas MamaniОценок пока нет
- Laboratorio n2Документ17 страницLaboratorio n2Mari DaryОценок пока нет
- Proceso de Maquinado Tornillo de NylonДокумент9 страницProceso de Maquinado Tornillo de NylonSelenne TilanoОценок пока нет
- Manual de Procedimientos PDFДокумент55 страницManual de Procedimientos PDFAlberto CordobaОценок пока нет
- Investigación 1 1Документ10 страницInvestigación 1 1Giis LifeОценок пока нет
- Procesos de Manufactura TermoplasticosДокумент2 страницыProcesos de Manufactura TermoplasticosDiana VásquezОценок пока нет
- Cuestionario Manufactura VidriosДокумент8 страницCuestionario Manufactura VidriosDarktekcno neonОценок пока нет
- Inspección Visual de Defectología en El Proceso de Moldeo Por Inyección Del Polietileno de Baja Densidad Y El PETДокумент12 страницInspección Visual de Defectología en El Proceso de Moldeo Por Inyección Del Polietileno de Baja Densidad Y El PETMariaCamilaMurciaОценок пока нет
- ExtrusoresДокумент27 страницExtrusoresedwinty2Оценок пока нет
- Mazarota FundicionДокумент8 страницMazarota Fundicionemy312330Оценок пока нет
- Manual Sistema de Sincronismo Extrusora Bausano 3 1Документ4 страницыManual Sistema de Sincronismo Extrusora Bausano 3 1Yanko Villanueva PortugalОценок пока нет
- Capitulo3 PDFДокумент30 страницCapitulo3 PDFJamer Rocha HernandezОценок пока нет
- Consideraciones de Las Propiedades Mecánicas y Térmicas para La Elaboración de Un Ducto de Riego A Partir de Materiales Poliméricos PostconsumoДокумент9 страницConsideraciones de Las Propiedades Mecánicas y Térmicas para La Elaboración de Un Ducto de Riego A Partir de Materiales Poliméricos PostconsumoYimmy VelasquezОценок пока нет
- ExtrusionДокумент8 страницExtrusionch3mito22Оценок пока нет
- Analisis de Producto Labial Sanchez Carrillo Ana Paula 1 PDFДокумент3 страницыAnalisis de Producto Labial Sanchez Carrillo Ana Paula 1 PDFAna Paula Sanchez CarrilloОценок пока нет
- Espumados Supercriticos ActualizadoДокумент35 страницEspumados Supercriticos ActualizadoJorgeRiascosОценок пока нет
- 2 Indice GeneralДокумент10 страниц2 Indice Generaledgar olveraОценок пока нет
- Efectos de La HumedadДокумент7 страницEfectos de La HumedadFernando RodriguezОценок пока нет
- Practica-Alginato Posible para FlotacionДокумент2 страницыPractica-Alginato Posible para FlotacionAle EstradaОценок пока нет
- Curso de Extrusion IiДокумент98 страницCurso de Extrusion Iialfgraga604387% (15)
- Métodos Verdes para La Obtención de Nano Métodos Verdes para La Obtención de Nano La Obtención de Nanopartículas de Almidó Partículas de Almidó Partículas de Almidón PDFДокумент4 страницыMétodos Verdes para La Obtención de Nano Métodos Verdes para La Obtención de Nano La Obtención de Nanopartículas de Almidó Partículas de Almidó Partículas de Almidón PDFTatiana ArturiОценок пока нет
- Proceso de Extrusión de Barras Cuadradas de PlasticoДокумент14 страницProceso de Extrusión de Barras Cuadradas de PlasticoCristhian Garcia LopezОценок пока нет
- Sintesis IIДокумент4 страницыSintesis IIchicharo50% (2)
- Proceso de Elaboracion de Bolsas de PlasticoДокумент25 страницProceso de Elaboracion de Bolsas de PlasticoLuis Antonio100% (1)
- 1-2 La Máquina de ExtrusiónДокумент11 страниц1-2 La Máquina de ExtrusiónadeОценок пока нет
- ExtrusionДокумент9 страницExtrusionMari DaryОценок пока нет
- Astm D1238Документ3 страницыAstm D1238CarlosGrimaldiОценок пока нет
- Farrelpomini Compact Processor EsДокумент6 страницFarrelpomini Compact Processor EsJose MonroyОценок пока нет
- Transformacion de PlasticosДокумент95 страницTransformacion de PlasticosnormiuxesОценок пока нет