Вам также может понравиться
- Algebra Angel Cap8 PDFДокумент74 страницыAlgebra Angel Cap8 PDFJahuey UnalescoОценок пока нет
- Calculate tip and die costsДокумент2 страницыCalculate tip and die costsWerner SchrammelОценок пока нет
- 100 Shares at $50/share Online 500 Shares at $50/shareДокумент1 страница100 Shares at $50/share Online 500 Shares at $50/shareGerardo ArroyoОценок пока нет
- 10 Leadership Techniques For Building High Performing TeamsДокумент5 страниц10 Leadership Techniques For Building High Performing TeamsehaunterОценок пока нет
- © Plastics Design LibraryДокумент5 страниц© Plastics Design LibraryGerardo ArroyoОценок пока нет
- © Plastics Design LibraryДокумент5 страниц© Plastics Design LibraryGerardo ArroyoОценок пока нет
- Index Terms LinksДокумент26 страницIndex Terms LinksGerardo ArroyoОценок пока нет
- Injection MoldingДокумент4 страницыInjection MoldingGerardo ArroyoОценок пока нет
- Cross TabДокумент1 страницаCross TabGerardo ArroyoОценок пока нет
- 11bДокумент27 страниц11bGerardo ArroyoОценок пока нет
- © Plastics Design LibraryДокумент5 страниц© Plastics Design LibraryGerardo ArroyoОценок пока нет
- Injection Molded Plastic Part Cost Estimator: Design Organization Date Part EvaluatedДокумент2 страницыInjection Molded Plastic Part Cost Estimator: Design Organization Date Part EvaluatedGerardo ArroyoОценок пока нет
- 2 Starting New in The Mold Design FieldДокумент2 страницы2 Starting New in The Mold Design FieldGerardo ArroyoОценок пока нет
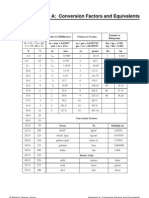
- © Plastics Design Library Appendix A: Conversion Factors and EquivalentsДокумент10 страниц© Plastics Design Library Appendix A: Conversion Factors and EquivalentsGerardo ArroyoОценок пока нет
- © Plastics Design Library Appendix A: Conversion Factors and EquivalentsДокумент10 страниц© Plastics Design Library Appendix A: Conversion Factors and EquivalentsGerardo ArroyoОценок пока нет
- FC58BFB6632CF214AAC9E4C5C8F6F50Документ4 страницыFC58BFB6632CF214AAC9E4C5C8F6F50Gerardo ArroyoОценок пока нет
- Index Terms LinksДокумент26 страницIndex Terms LinksGerardo ArroyoОценок пока нет
- Engineering drawing dimensions chartДокумент1 страницаEngineering drawing dimensions chartAmra Talić-ČikmišОценок пока нет
- Index Terms LinksДокумент26 страницIndex Terms LinksGerardo ArroyoОценок пока нет
- © Plastics Design Library Appendix A: Conversion Factors and EquivalentsДокумент10 страниц© Plastics Design Library Appendix A: Conversion Factors and EquivalentsGerardo ArroyoОценок пока нет
- 10Документ8 страниц10Bruno RubioОценок пока нет
- Lesson Basic Principles of Plastics: Key QuestionsДокумент14 страницLesson Basic Principles of Plastics: Key QuestionsGerardo ArroyoОценок пока нет
- Index: A Concise Guide to Injection Molding TermsДокумент9 страницIndex: A Concise Guide to Injection Molding TermsGerardo ArroyoОценок пока нет
- 3 The Basics of An Injection Molding MachineДокумент2 страницы3 The Basics of An Injection Molding MachineGerardo ArroyoОценок пока нет
- 5D9C9F2BDA8F35BAE6F8EC9F76F345Документ1 страница5D9C9F2BDA8F35BAE6F8EC9F76F345Gerardo ArroyoОценок пока нет
- 5D9C9F2BDA8F35BAE6F8EC9F76F345Документ1 страница5D9C9F2BDA8F35BAE6F8EC9F76F345Gerardo ArroyoОценок пока нет
- 3 The Basics of An Injection Molding MachineДокумент2 страницы3 The Basics of An Injection Molding MachineGerardo ArroyoОценок пока нет
- 8 Estimating Mold Cost: 8.1 Need For EstimateДокумент5 страниц8 Estimating Mold Cost: 8.1 Need For EstimateGerardo ArroyoОценок пока нет
- Appendix 1 CAD/CAM (Computer-Assisted Design Computer - Assisted Manufacturing)Документ3 страницыAppendix 1 CAD/CAM (Computer-Assisted Design Computer - Assisted Manufacturing)Gerardo ArroyoОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- BS en 12390-1-2012Документ18 страницBS en 12390-1-2012Ashraf Tomizeh60% (5)
- Purchasing Transactions in Oracle Ebs - BPA CPOДокумент36 страницPurchasing Transactions in Oracle Ebs - BPA CPOgopikrishna8843Оценок пока нет
- Ac Pumpice PDFДокумент6 страницAc Pumpice PDFMiljkovic NesaОценок пока нет
- TCS Owner's Manual (Rev. 0612-PC-02)Документ54 страницыTCS Owner's Manual (Rev. 0612-PC-02)Kito CanadaОценок пока нет
- Oracle Service Bus 11g New Features For The Integration DevelopersДокумент70 страницOracle Service Bus 11g New Features For The Integration DevelopersDmitry NefedkinОценок пока нет
- TL 7660Документ23 страницыTL 7660yustinus yondyОценок пока нет
- Catalog Donaldson EngДокумент10 страницCatalog Donaldson EngLatDatОценок пока нет
- Fixing Procedure For FRP-GRP PipesДокумент5 страницFixing Procedure For FRP-GRP Pipesvenka07100% (1)
- Unit I Management ScienceДокумент3 страницыUnit I Management Sciencetulasinad123Оценок пока нет
- Basic Electronics Components & Hardware-IIДокумент136 страницBasic Electronics Components & Hardware-IIcubalibre!Оценок пока нет
- Jsa Energizing Final Tapping Back FeedingДокумент7 страницJsa Energizing Final Tapping Back FeedingekapadwiОценок пока нет
- Denise Duffy & Associates Inc.-Environmental Services - RedactedДокумент26 страницDenise Duffy & Associates Inc.-Environmental Services - RedactedL. A. PatersonОценок пока нет
- IEEE Guide To The Assembly and Erection of Metal Transmission StructuresДокумент44 страницыIEEE Guide To The Assembly and Erection of Metal Transmission StructuresGenesis ToledoОценок пока нет
- NESMA-ITP-ELE-002-Rev.00 Conduit SystemДокумент3 страницыNESMA-ITP-ELE-002-Rev.00 Conduit Systemilyas khanОценок пока нет
- Eurocode 5 Design Examples PDFДокумент2 страницыEurocode 5 Design Examples PDFAnthonyОценок пока нет
- A Short History of ReliabilityДокумент9 страницA Short History of ReliabilityAlon Goldis100% (1)
- SQLServerIntegrationServices SQLSaturday Powerpoint - Melbourne 582Документ21 страницаSQLServerIntegrationServices SQLSaturday Powerpoint - Melbourne 582er_sgoel6903Оценок пока нет
- Lean Manufacturing Key BenefitsДокумент12 страницLean Manufacturing Key BenefitsSundaravignesh 1809Оценок пока нет
- TIG Welder Troubleshooting GuideДокумент23 страницыTIG Welder Troubleshooting Guideluddy812100% (2)
- Grind basic lathe tools at homeДокумент18 страницGrind basic lathe tools at homeAntónio FrançaОценок пока нет
- VT911Документ3 страницыVT911krek10Оценок пока нет
- Welding Inspection Ass 1Документ7 страницWelding Inspection Ass 1mohd as shahiddin jafriОценок пока нет
- BS 7986 2001Документ28 страницBS 7986 2001Janica S. CastilloОценок пока нет
- STATICVendor Document Submission Checklist 12 Feb 2015Документ9 страницSTATICVendor Document Submission Checklist 12 Feb 2015zhangjieОценок пока нет
- Field Training at Gaiban Builders and Developers, IchalkarajiДокумент30 страницField Training at Gaiban Builders and Developers, IchalkarajiSameer Satpute100% (1)
- Microsoft Opens Its First Office in GujaratДокумент2 страницыMicrosoft Opens Its First Office in GujaratKartik ShahОценок пока нет
- EMAN11Документ3 страницыEMAN11Borje DelonОценок пока нет
- SaaS HandbookДокумент166 страницSaaS Handbookselvaticus100% (1)
- EssaysДокумент5 страницEssaysPei Ni Pei NiОценок пока нет
- Extrusion Blow Molding Process PDFДокумент2 страницыExtrusion Blow Molding Process PDFPeteОценок пока нет