Вам также может понравиться
- The Sizing Boiler Feed Pumps CalculationДокумент3 страницыThe Sizing Boiler Feed Pumps CalculationArun Kumar DeyОценок пока нет
- 6 Prime Movers of Energy: 6.1. PUMPSДокумент40 страниц6 Prime Movers of Energy: 6.1. PUMPSIan AsОценок пока нет
- 6 Prime Movers of Energy: 6.1. PUMPSДокумент40 страниц6 Prime Movers of Energy: 6.1. PUMPSRodrigo DíazОценок пока нет
- Pump Starup ProcedureДокумент23 страницыPump Starup ProcedureKrishnan ManiОценок пока нет
- Earth Safe: Your Questions Answered (47) Fuel Transfer SystemsДокумент12 страницEarth Safe: Your Questions Answered (47) Fuel Transfer Systemsdeepak2628Оценок пока нет
- Vw1004 Control KosoДокумент27 страницVw1004 Control KosoAnup Mitra100% (1)
- Dynamic Simulation Example Invensys PDFДокумент6 страницDynamic Simulation Example Invensys PDFdigecaОценок пока нет
- Boiler Drum Level Controller PDFДокумент14 страницBoiler Drum Level Controller PDFmunna777100% (1)
- Oversized Pumps & Fans Energy WasteДокумент25 страницOversized Pumps & Fans Energy Wastebaldonado1Оценок пока нет
- BFW PumpsДокумент3 страницыBFW PumpsMohammad Ali ZamanОценок пока нет
- PumpДокумент9 страницPumpNguyen ChuyenОценок пока нет
- Minimum Thermal Flow in Centrifugal PumpsДокумент3 страницыMinimum Thermal Flow in Centrifugal Pumpsmnt6176Оценок пока нет
- Technical Articles On PUMPSДокумент6 страницTechnical Articles On PUMPSswapanberaОценок пока нет
- Centrifugal Pump.......... Very ImpДокумент22 страницыCentrifugal Pump.......... Very Impavi07me4uОценок пока нет
- Vw1004 Control KosoДокумент27 страницVw1004 Control KosolovelycatОценок пока нет
- Variable Speed Pumps PipeFLOДокумент3 страницыVariable Speed Pumps PipeFLOJavier Alejandro RodriguezОценок пока нет
- Ishrae Variable Volume Pumping SystemДокумент14 страницIshrae Variable Volume Pumping SystemAidrus AliОценок пока нет
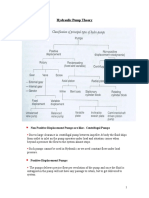
- Hydraulic PumpsДокумент6 страницHydraulic PumpsSriram SastryОценок пока нет
- AED Design Requirements - Jockey Pumps - Mar09Документ5 страницAED Design Requirements - Jockey Pumps - Mar09rogel_gana100% (1)
- NJ-ASHRAE FOS Pumping 3-6-2012Документ47 страницNJ-ASHRAE FOS Pumping 3-6-2012Hai PhanОценок пока нет
- Pumps in Steam Power PlantsДокумент51 страницаPumps in Steam Power PlantsAshwinKumar Goswami100% (1)
- Design Considerations For Fire Pumps in High Rise BuildingsДокумент6 страницDesign Considerations For Fire Pumps in High Rise BuildingsSaravana RajeshОценок пока нет
- CCI Power ApplicationsДокумент57 страницCCI Power Applicationssukanya_ravichandran100% (1)
- Fire Pump Maintenance ProgramДокумент4 страницыFire Pump Maintenance ProgramIzallmachineОценок пока нет
- Boiler Feed Pump - Presentation Handbook PDFДокумент51 страницаBoiler Feed Pump - Presentation Handbook PDFAnonymous wIPMQ5rh91% (11)
- Fire Pump SisДокумент63 страницыFire Pump SisReggie millerОценок пока нет
- Pump Head ExampleДокумент3 страницыPump Head Examplesulaiman_dme40% (5)
- Fuel Oil Sizing Program Overview - PpsДокумент28 страницFuel Oil Sizing Program Overview - PpsSopanghadgeОценок пока нет
- Pumps in Steam Power PlantsДокумент51 страницаPumps in Steam Power Plantssen_subhasis_58Оценок пока нет
- Steam Turbine Control Valve, Governing and Lube Oil System ExplainedДокумент15 страницSteam Turbine Control Valve, Governing and Lube Oil System ExplainedPrabhu Lohakare100% (1)
- Why Bladder Tanks - 8!16!17Документ10 страницWhy Bladder Tanks - 8!16!17bla blaОценок пока нет
- Guideline - Pump - System - Designers (Pump Fundamentals) PDFДокумент16 страницGuideline - Pump - System - Designers (Pump Fundamentals) PDFyyukin1100% (1)
- New Microsoft Word Document (7)Документ43 страницыNew Microsoft Word Document (7)ISH-QUEОценок пока нет
- 1-4 Start Up Boost LeafletДокумент4 страницы1-4 Start Up Boost LeafletsdiamanОценок пока нет
- Optimization of Pumping Systems in HVACДокумент30 страницOptimization of Pumping Systems in HVACBalasundaramSrinivasaRajkumarОценок пока нет
- 3-1 Operation of Cooling TowersДокумент12 страниц3-1 Operation of Cooling TowersHassan SamiОценок пока нет
- Variable Speed Pumps AmДокумент9 страницVariable Speed Pumps Amraveekas6148Оценок пока нет
- Condensate Recovery SystemsДокумент14 страницCondensate Recovery SystemsLuis Felipe Zuñiga100% (1)
- B&G Sizing Cooling Tower Pumps and Piping TEH-275Документ12 страницB&G Sizing Cooling Tower Pumps and Piping TEH-275ChowKC03100% (3)
- 3 PumpingSystems Performance PDFДокумент23 страницы3 PumpingSystems Performance PDFEngHazem AlsharifОценок пока нет
- ChE354 PumpsДокумент23 страницыChE354 Pumpsfahad670Оценок пока нет
- I3 Steam Systems 16 20Документ5 страницI3 Steam Systems 16 20qayoom5629Оценок пока нет
- Pump Test BrochureДокумент12 страницPump Test BrochureRiki MandolОценок пока нет
- Santosh G Kelshekar - AssortedДокумент10 страницSantosh G Kelshekar - AssortedscemanjuОценок пока нет
- Pumps and Pumping SystemsДокумент59 страницPumps and Pumping Systemsluis_may22Оценок пока нет
- ChE354 PumpsДокумент36 страницChE354 PumpsFA AyОценок пока нет
- Guideline Pump System PDFДокумент16 страницGuideline Pump System PDFVinit JoryОценок пока нет
- Aux Power CalculationДокумент22 страницыAux Power Calculationssheart_mindОценок пока нет
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesОт EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesРейтинг: 5 из 5 звезд5/5 (1)
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SОт EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SОценок пока нет
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesОт EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesРейтинг: 1 из 5 звезд1/5 (2)
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGОт EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGОценок пока нет
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОт EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОценок пока нет
- Boiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewОт EverandBoiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewОценок пока нет
- Offshore Safe Work Practices HandbookДокумент132 страницыOffshore Safe Work Practices HandbookBJ Tiew100% (1)
- Metallurgy of WeldingДокумент40 страницMetallurgy of Weldingquiron2010100% (1)
- Previews Comp Guide To BPVC 3ED Vol 1 Pre PDFДокумент72 страницыPreviews Comp Guide To BPVC 3ED Vol 1 Pre PDFOscar Franco MОценок пока нет
- Installation Instructions For PSI and Pikotek® Gaskets: Sleeves Through The Bolt HolesДокумент4 страницыInstallation Instructions For PSI and Pikotek® Gaskets: Sleeves Through The Bolt Holesquiron2010Оценок пока нет
- Welding and Cutting ProcessДокумент60 страницWelding and Cutting Processquiron2010100% (1)
- Graco-Airless Accesories PDFДокумент28 страницGraco-Airless Accesories PDFquiron2010Оценок пока нет
- Criterios de Aceptación de Defectos AWS D1.1Документ2 страницыCriterios de Aceptación de Defectos AWS D1.1centaury2013Оценок пока нет
- The API 579 Fitness-for-Service Standard - The Current State of Technology and A Ten Year Look AheadДокумент32 страницыThe API 579 Fitness-for-Service Standard - The Current State of Technology and A Ten Year Look AheadthiagopontualОценок пока нет
- API 572 Study GuideДокумент22 страницыAPI 572 Study GuidedarestaniОценок пока нет
- The Forms of Corrosion-Part2Документ71 страницаThe Forms of Corrosion-Part2quiron2010100% (1)
- Guide to Welded Steel Pipe Design, Properties, Installation & StandardsДокумент93 страницыGuide to Welded Steel Pipe Design, Properties, Installation & StandardsfileseekerОценок пока нет
- Extrusión-Rolling and Forming ProcessДокумент50 страницExtrusión-Rolling and Forming Processquiron2010Оценок пока нет
- GRP Piping Spool List and BOMДокумент127 страницGRP Piping Spool List and BOMPriyanathan Thayalan100% (2)
- Welding Pipeline HandbookДокумент63 страницыWelding Pipeline Handbookchanchai T100% (9)
- 1-Corrosion and Protection of Steel Reinforced ConcreteДокумент51 страница1-Corrosion and Protection of Steel Reinforced ConcreteEmad Behdad100% (1)
- Welding DefectsДокумент84 страницыWelding Defectsshahzad afzal97% (65)
- Guidelines For Stainlesssteel WeldingДокумент90 страницGuidelines For Stainlesssteel Weldingquiron2010Оценок пока нет
- Casting Fundamentals and Basics ConceptsДокумент68 страницCasting Fundamentals and Basics Conceptsquiron2010Оценок пока нет
- Corrosive Damage in Metals and Its PreventionДокумент36 страницCorrosive Damage in Metals and Its Preventionsamurai7_7783% (6)
- Offshore ProtectionДокумент334 страницыOffshore ProtectionSumit PardeshiОценок пока нет
- PipeFittersHand BookДокумент108 страницPipeFittersHand Bookharikrishnanpd3327100% (1)
- Casting Fundamentals and Basics ConceptsДокумент68 страницCasting Fundamentals and Basics Conceptsquiron2010Оценок пока нет
- Candries Paint ReviewДокумент27 страницCandries Paint Reviewapi-3864361Оценок пока нет
- Primetime Issue 01 Sept 2010Документ16 страницPrimetime Issue 01 Sept 2010quiron2010Оценок пока нет
- Design of Structural MembersДокумент153 страницыDesign of Structural Membersquiron20100% (1)
- ABS Guidance Notes On The Inspection, Maintenace and Application of Marine Coatin Systems, 3th Edition (2007)Документ192 страницыABS Guidance Notes On The Inspection, Maintenace and Application of Marine Coatin Systems, 3th Edition (2007)lakarabinОценок пока нет
- 452Документ365 страниц452Lincoln RibeiroОценок пока нет
- Management Design ManualДокумент459 страницManagement Design Manualquiron2010Оценок пока нет
- How To Become Certified by ASME 2010Документ2 страницыHow To Become Certified by ASME 2010quiron2010Оценок пока нет