Вам также может понравиться
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0От EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Рейтинг: 5 из 5 звезд5/5 (1)
- Home Brewing Log Sheet PDFДокумент2 страницыHome Brewing Log Sheet PDFStefanita0% (1)
- House Designs, QHC, 1950Документ50 страницHouse Designs, QHC, 1950House Histories100% (8)
- VMC Programing ManualДокумент171 страницаVMC Programing Manualsujoylud100% (2)
- Precision CNC Turning Machine for Job ShopsДокумент4 страницыPrecision CNC Turning Machine for Job ShopsDeva RajОценок пока нет
- Report CNC MillingДокумент16 страницReport CNC Millingharislukman100% (5)
- Intro To CNCДокумент28 страницIntro To CNCnaga100% (1)
- An Introduction To CNC MachinesДокумент20 страницAn Introduction To CNC Machinesbulon09100% (1)
- 20100716172219667Документ6 страниц20100716172219667김두리Оценок пока нет
- CNC CNC CNC CNC Technology TechnologyДокумент46 страницCNC CNC CNC CNC Technology TechnologySminesh MalalОценок пока нет
- CamДокумент52 страницыCamGaurav DabhekarОценок пока нет
- 01 & 02 Introduction To CNC Technology (In Powerpoint Format)Документ145 страниц01 & 02 Introduction To CNC Technology (In Powerpoint Format)alfakir fikri100% (3)
- Examples of CNC Machines: Punched Tape Servomechanisms MachiningДокумент5 страницExamples of CNC Machines: Punched Tape Servomechanisms MachiningTushar KhorateОценок пока нет
- 01 Introduction To CNC TechnologyДокумент46 страниц01 Introduction To CNC TechnologyNeil RobertsОценок пока нет
- CNC Milling GuideДокумент21 страницаCNC Milling GuideHatim Dailaimi100% (1)
- Proses Pemesinan: CNC Technology and CNC ProgrammingДокумент72 страницыProses Pemesinan: CNC Technology and CNC ProgrammingAmin HidayatullohОценок пока нет
- Chapter 1Документ17 страницChapter 1shubhanshuОценок пока нет
- Automated Drilling MachineДокумент14 страницAutomated Drilling MachineVardhan ChipperОценок пока нет
- NC, CNC & Robotics PDFДокумент100 страницNC, CNC & Robotics PDFSiddhrajsinh ZalaОценок пока нет
- CNC Milling Machine GuideДокумент18 страницCNC Milling Machine GuideShegs Jefferson JosephОценок пока нет
- Baxis CatalogДокумент6 страницBaxis CatalogMarcos BustamanteОценок пока нет
- CNC MachinesДокумент35 страницCNC MachinesfitriarpОценок пока нет
- CNC Milling BasicsДокумент10 страницCNC Milling Basicsjsrplc7952Оценок пока нет
- Lecture Cad CamДокумент84 страницыLecture Cad Camismail_69Оценок пока нет
- An Introduction To CNC MachinesДокумент20 страницAn Introduction To CNC MachinesBHAVESHОценок пока нет
- CHAPTER 1 - Introduction To CNC MachinesДокумент35 страницCHAPTER 1 - Introduction To CNC Machinesswami061009Оценок пока нет
- Cam 1Документ176 страницCam 1bm713576Оценок пока нет
- ULLASДокумент36 страницULLASKiranОценок пока нет
- 9.pmat M-01Документ94 страницы9.pmat M-01mailtome126100% (1)
- Non Destructive TestingДокумент42 страницыNon Destructive TestingReplica DressesОценок пока нет
- History and Working Principle of CNC MachinesДокумент308 страницHistory and Working Principle of CNC MachinesYash IngleОценок пока нет
- CNC Project FullДокумент22 страницыCNC Project FullDebabrata NandaОценок пока нет
- CNC Part ProgrammingДокумент40 страницCNC Part ProgrammingmsshahenterОценок пока нет
- CNC Part ProgrammingДокумент53 страницыCNC Part ProgrammingmsshahenterОценок пока нет
- CNC Technology: Amasidda R ChinagundiДокумент27 страницCNC Technology: Amasidda R Chinagundiabhijit biswasОценок пока нет
- Ch-9 Shaper, Planner, SlotterДокумент29 страницCh-9 Shaper, Planner, SlotterPrateek Bayal100% (1)
- CNC Basic & Prog.Документ89 страницCNC Basic & Prog.Christine BrownОценок пока нет
- NVX5000Документ16 страницNVX5000Solomon NicuОценок пока нет
- Machine Tool AutomationДокумент88 страницMachine Tool Automationmaheswaran muthuОценок пока нет
- Excellon 136lspecsДокумент13 страницExcellon 136lspecsAntonio BermudezОценок пока нет
- 4-Axis CNC Machine Tool For Relief Grinding Sphere Gear Hob: Accredited by DGHE (DIKTI), Decree No: 51/Dikti/Kep/2010Документ5 страниц4-Axis CNC Machine Tool For Relief Grinding Sphere Gear Hob: Accredited by DGHE (DIKTI), Decree No: 51/Dikti/Kep/2010vipraОценок пока нет
- CNC Training Program IntroductionДокумент248 страницCNC Training Program IntroductionJuan100% (1)
- Computer Aided Manufacturing LabДокумент32 страницыComputer Aided Manufacturing LabelangandhiОценок пока нет
- Module 4Документ59 страницModule 4Musadiq Ahmed100% (1)
- Plugin 6zb5411 0cb02 0ba0Документ10 страницPlugin 6zb5411 0cb02 0ba0Teguh PrasetyoОценок пока нет
- Introduction To CNC MachineДокумент5 страницIntroduction To CNC MachineRik ChattopadhyayОценок пока нет
- CNC Milling Machine GuideДокумент19 страницCNC Milling Machine GuidesumanthОценок пока нет
- Numerical Control: Jump To Navigation Jump To SearchДокумент13 страницNumerical Control: Jump To Navigation Jump To SearchPunitОценок пока нет
- CNCДокумент31 страницаCNCPravin DeshmaneОценок пока нет
- CNC TitanДокумент58 страницCNC TitanGV Ragunathan100% (1)
- Introduction To SectionsДокумент10 страницIntroduction To Sectionssuresh100% (1)
- CNC Machining Guide Chapter 3Документ37 страницCNC Machining Guide Chapter 3farizanОценок пока нет
- Capabilities AvlДокумент6 страницCapabilities AvlNguyen GiangОценок пока нет
- Materi 1. Dasar Mesin CNC, Jenis Mesin CNCДокумент48 страницMateri 1. Dasar Mesin CNC, Jenis Mesin CNCndyaudinaОценок пока нет
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheОт EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheРейтинг: 4.5 из 5 звезд4.5/5 (2)
- 110 Waveform Generator Projects for the Home ConstructorОт Everand110 Waveform Generator Projects for the Home ConstructorРейтинг: 4 из 5 звезд4/5 (1)
- QqcadДокумент2 страницыQqcadbrar352Оценок пока нет
- CadqДокумент8 страницCadqbrar352Оценок пока нет
- Unit - 1: Question: Explain The Design Process With Computer and Without ComputerДокумент17 страницUnit - 1: Question: Explain The Design Process With Computer and Without Computerbrar352Оценок пока нет
- Exercises CadДокумент5 страницExercises Cadbrar352Оценок пока нет
- Unit - 1: Question: Explain The Design Process With Computer and Without ComputerДокумент17 страницUnit - 1: Question: Explain The Design Process With Computer and Without Computerbrar352Оценок пока нет
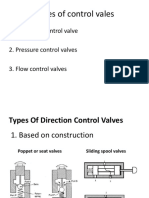
- Types of Control Vales: 1. Direction Control Valve 2. Pressure Control Valves 3. Flow Control ValvesДокумент21 страницаTypes of Control Vales: 1. Direction Control Valve 2. Pressure Control Valves 3. Flow Control Valvesbrar352Оценок пока нет
- Unit - 1: Question: Explain The Design Process With Computer and Without ComputerДокумент17 страницUnit - 1: Question: Explain The Design Process With Computer and Without Computerbrar352Оценок пока нет
- C ValvesДокумент23 страницыC Valvesbrar352Оценок пока нет
- Types of Control Vales: 1. Direction Control Valve 2. Pressure Control Valves 3. Flow Control ValvesДокумент22 страницыTypes of Control Vales: 1. Direction Control Valve 2. Pressure Control Valves 3. Flow Control Valvesbrar352Оценок пока нет
- Check ValveДокумент5 страницCheck Valvebrar352Оценок пока нет
- 2Документ1 страница2brar352Оценок пока нет
- Autodesk Inventor Course and CNC Machining RequirementsДокумент3 страницыAutodesk Inventor Course and CNC Machining Requirementsbrar352100% (1)
- FMC LabДокумент7 страницFMC Labbrar352Оценок пока нет
- Course Outcome - CAD CAM 1Документ2 страницыCourse Outcome - CAD CAM 1brar352Оценок пока нет
- Contact Details & Career Objective of Pawandeep KaurДокумент2 страницыContact Details & Career Objective of Pawandeep Kaurbrar352Оценок пока нет
- Stand-Alone Installation Guide: Autocad 2009Документ68 страницStand-Alone Installation Guide: Autocad 2009Sami SamОценок пока нет
- Chest, Back, Shoulder and Leg Workout RoutineДокумент2 страницыChest, Back, Shoulder and Leg Workout Routinebrar352Оценок пока нет
- Present IARДокумент16 страницPresent IARbrar352Оценок пока нет
- Stand-Alone Installation Guide: Autocad 2009Документ68 страницStand-Alone Installation Guide: Autocad 2009Sami SamОценок пока нет
- Unit 1 Lecture Topics and TimesДокумент1 страницаUnit 1 Lecture Topics and Timesbrar352Оценок пока нет
- Perfor AirДокумент4 страницыPerfor Airbrar352Оценок пока нет
- Lesson Plan: Lesson: Projectiles Without Air ResistanceДокумент4 страницыLesson Plan: Lesson: Projectiles Without Air ResistanceeltytanОценок пока нет
- SB Z Audio2Документ2 страницыSB Z Audio2api-151773256Оценок пока нет
- Background of The Study Statement of ObjectivesДокумент4 страницыBackground of The Study Statement of ObjectivesEudelyn MelchorОценок пока нет
- 07 Raction KineticsДокумент43 страницы07 Raction KineticsestefanoveiraОценок пока нет
- B. Pharmacy 2nd Year Subjects Syllabus PDF B Pharm Second Year 3 4 Semester PDF DOWNLOADДокумент25 страницB. Pharmacy 2nd Year Subjects Syllabus PDF B Pharm Second Year 3 4 Semester PDF DOWNLOADarshad alamОценок пока нет
- Lec9-Rock Cutting ToolsДокумент35 страницLec9-Rock Cutting ToolsAmraha NoorОценок пока нет
- Survey Report on Status of Chemical and Microbiological Laboratories in NepalДокумент38 страницSurvey Report on Status of Chemical and Microbiological Laboratories in NepalGautam0% (1)
- Lincoln Pulse On PulseДокумент4 страницыLincoln Pulse On PulseEdison MalacaraОценок пока нет
- Laser Surface Treatment ProcessesДокумент63 страницыLaser Surface Treatment ProcessesDIPAK VINAYAK SHIRBHATEОценок пока нет
- Soil LiquefactionДокумент12 страницSoil LiquefactionKikin Kikin PelukaОценок пока нет
- Gautam Samhita CHP 1 CHP 2 CHP 3 ColorДокумент22 страницыGautam Samhita CHP 1 CHP 2 CHP 3 ColorSaptarishisAstrology100% (1)
- Chap 2 Debussy - LifejacketsДокумент7 страницChap 2 Debussy - LifejacketsMc LiviuОценок пока нет
- JUPITER 9000K H1PreliminaryДокумент1 страницаJUPITER 9000K H1PreliminaryMarian FlorescuОценок пока нет
- T9001 T9002 T9003 T9004: Tecn# Originator Title Aging Status of TecnДокумент2 страницыT9001 T9002 T9003 T9004: Tecn# Originator Title Aging Status of TecnThanalachmy GopiОценок пока нет
- SRS Design Guidelines PDFДокумент46 страницSRS Design Guidelines PDFLia FernandaОценок пока нет
- Indian Patents. 232467 - THE SYNERGISTIC MINERAL MIXTURE FOR INCREASING MILK YIELD IN CATTLEДокумент9 страницIndian Patents. 232467 - THE SYNERGISTIC MINERAL MIXTURE FOR INCREASING MILK YIELD IN CATTLEHemlata LodhaОценок пока нет
- Reflective Essay 4Документ1 страницаReflective Essay 4Thirdy AngelesОценок пока нет
- Handouts For TLG 3 1Документ5 страницHandouts For TLG 3 1Daniela CapisnonОценок пока нет
- Baseline Program Rev 3A Presentation 25 July 2020Документ24 страницыBaseline Program Rev 3A Presentation 25 July 2020Shakti Sourava RautrayaОценок пока нет
- Mechanical Specifications For Fiberbond ProductДокумент8 страницMechanical Specifications For Fiberbond ProducthasnizaОценок пока нет
- 中美两国药典药品分析方法和方法验证Документ72 страницы中美两国药典药品分析方法和方法验证JasonОценок пока нет
- 12 Week Heavy Slow Resistance Progression For Patellar TendinopathyДокумент4 страницы12 Week Heavy Slow Resistance Progression For Patellar TendinopathyHenrique Luís de CarvalhoОценок пока нет
- Casio AP-80R Service ManualДокумент41 страницаCasio AP-80R Service ManualEngkiong Go100% (1)
- Hyperbaric WeldingДокумент17 страницHyperbaric WeldingRam KasturiОценок пока нет
- Update On The Management of Acute Pancreatitis.52Документ7 страницUpdate On The Management of Acute Pancreatitis.52Sebastian DeMarinoОценок пока нет
- Design of Fixed Column Base JointsДокумент23 страницыDesign of Fixed Column Base JointsLanfranco CorniaОценок пока нет
- GLOBAL Hydro Turbine Folder enДокумент4 страницыGLOBAL Hydro Turbine Folder enGogyОценок пока нет
- TILE QUOTEДокумент3 страницыTILE QUOTEHarsh SathvaraОценок пока нет