Вам также может понравиться
- Bonds - April 13 2022Документ3 страницыBonds - April 13 2022Lisle Daverin BlythОценок пока нет
- Heavy and Extra-heavy Oil Upgrading TechnologiesОт EverandHeavy and Extra-heavy Oil Upgrading TechnologiesРейтинг: 4 из 5 звезд4/5 (2)
- Sample - Global Benzene Market (2020 - 2025) - Mordor IntelligenceДокумент29 страницSample - Global Benzene Market (2020 - 2025) - Mordor Intelligenceabhishek kalbaliaОценок пока нет
- Trends and Future of Electrifying and Renewing Australia at A National ScaleДокумент29 страницTrends and Future of Electrifying and Renewing Australia at A National ScalesimonОценок пока нет
- 01pa GS 02 03 PDFДокумент11 страниц01pa GS 02 03 PDFMarcelo Varejão CasarinОценок пока нет
- Nex OctaneДокумент2 страницыNex OctaneAndreiОценок пока нет
- Acetic AcidДокумент8 страницAcetic AcidMohammedRahimОценок пока нет
- Uop Molex Process For Production of Normal Paraffins: Stephen W. SohnДокумент4 страницыUop Molex Process For Production of Normal Paraffins: Stephen W. SohnBharavi K SОценок пока нет
- AlkyДокумент37 страницAlkyMỹ PhanОценок пока нет
- 108SE-Selected Answers To The 2010 NPRA QAДокумент7 страниц108SE-Selected Answers To The 2010 NPRA QAJay LawsonОценок пока нет
- Catalagram 91 - 2002Документ44 страницыCatalagram 91 - 2002saleh4060Оценок пока нет
- ENSYN RTP Description (2011)Документ25 страницENSYN RTP Description (2011)iboukis100% (1)
- Improve FCCU Operations Using ChemicalДокумент7 страницImprove FCCU Operations Using Chemical3668770Оценок пока нет
- Refining-Petrochemical Integration-FCC Gasoline To PetrochemicalsДокумент4 страницыRefining-Petrochemical Integration-FCC Gasoline To PetrochemicalsKwangsjungОценок пока нет
- Ruler Vs Rpvot Fluitec Doc1003Документ3 страницыRuler Vs Rpvot Fluitec Doc1003api-221802169100% (1)
- Isoalky Process Technology,: A New Era For Alkylation With Ionic Liquid AlkylationДокумент16 страницIsoalky Process Technology,: A New Era For Alkylation With Ionic Liquid AlkylationDavid RodriguesОценок пока нет
- Passivator and Gas Formation at TransformatorДокумент11 страницPassivator and Gas Formation at TransformatorHelmy Nur Efendi YusufОценок пока нет
- Penex Process PDFДокумент49 страницPenex Process PDFAhmed Mohamed KhalilОценок пока нет
- Sulfur ReductionДокумент10 страницSulfur Reductionscorpion2001glaОценок пока нет
- Unit-Iii Links For NPTEL LectureДокумент7 страницUnit-Iii Links For NPTEL Lectureمحمد عليОценок пока нет
- Alkylation, Isomerisation and PolymerisationДокумент27 страницAlkylation, Isomerisation and PolymerisationSudarshan GopalОценок пока нет
- CumeneДокумент5 страницCumeneNasmiyeth Rodriguez VittaОценок пока нет
- World RefiningДокумент7 страницWorld RefiningmarraezОценок пока нет
- UOP MinalkHDSGasolineДокумент2 страницыUOP MinalkHDSGasolinenebulakersОценок пока нет
- HF Alkylation SolutionДокумент16 страницHF Alkylation SolutionEman El DsoukyОценок пока нет
- Licensed Technologies BrochureДокумент16 страницLicensed Technologies Brochurecenter0150% (2)
- Physicochemical Characterization and Applications of NaphthaДокумент7 страницPhysicochemical Characterization and Applications of NaphthaCherie AdamsОценок пока нет
- Catalytic Polymerisation of Light Gases Majorly Olefins To Produce Polymer GasolineДокумент12 страницCatalytic Polymerisation of Light Gases Majorly Olefins To Produce Polymer GasolineHadi H. HussenОценок пока нет
- Thesis Hydro TreatingДокумент186 страницThesis Hydro TreatingHumas Shaukat100% (5)
- Gas To Liquids TechnologiesДокумент53 страницыGas To Liquids TechnologiesNeereishОценок пока нет
- Oil-30 Years of EORДокумент32 страницыOil-30 Years of EORSyed RazaОценок пока нет
- Isomerization in Petroleum ProcessingДокумент15 страницIsomerization in Petroleum ProcessingDinh NguyễnОценок пока нет
- Current Technology Nexus Resin GroupДокумент6 страницCurrent Technology Nexus Resin GroupAbhijitОценок пока нет
- TSPenex ProcessДокумент2 страницыTSPenex Processstavros7100% (1)
- Uop Par-Isom Process: Nelson A. CusherДокумент6 страницUop Par-Isom Process: Nelson A. CusherBharavi K S100% (1)
- W3V19 Refining Processes1 V2016 HandoutДокумент9 страницW3V19 Refining Processes1 V2016 HandoutUsman ShehuОценок пока нет
- 03 Road Map Presentation ItalyДокумент26 страниц03 Road Map Presentation ItalyKURAF MUHENDISLIK AŞ.Оценок пока нет
- 50 Olefin ReductionДокумент2 страницы50 Olefin ReductiondimkuhОценок пока нет
- Integrated Olefin Suite BrochureДокумент8 страницIntegrated Olefin Suite BrochureYugandhar BarodaОценок пока нет
- FCC Gasoline NaphthaДокумент14 страницFCC Gasoline NaphthaZiauddeen NoorОценок пока нет
- 2014 PTQ1 HS FCC For Propylene Concept To Commercial OperationДокумент7 страниц2014 PTQ1 HS FCC For Propylene Concept To Commercial OperationAnonymous v5uipHОценок пока нет
- Oil Chem Oil Chem: Surfact Tants Bringing Chemical IORДокумент31 страницаOil Chem Oil Chem: Surfact Tants Bringing Chemical IORAamir ShahzadОценок пока нет
- Hydrogen Processing: P A R T 1 4Документ68 страницHydrogen Processing: P A R T 1 4Bharavi K SОценок пока нет
- UOP LCO Upgrading For Added Value Improved Returns Tech PaperДокумент15 страницUOP LCO Upgrading For Added Value Improved Returns Tech Papertungksnb100% (1)
- New Developments in Hydroprocessing: TopicДокумент43 страницыNew Developments in Hydroprocessing: TopicSinh LeОценок пока нет
- Enabling Increased Production of DieselДокумент15 страницEnabling Increased Production of DieselNguyễn Hoàng Bảo TrânОценок пока нет
- Light Cracked Naphtha Processing: Controlling Chemistry For Maximum Propylene ProductionДокумент8 страницLight Cracked Naphtha Processing: Controlling Chemistry For Maximum Propylene Productionjefferson endaraОценок пока нет
- FS-1018 Stability Additives For VLSFO Blends Rebranded PDF - PDFДокумент2 страницыFS-1018 Stability Additives For VLSFO Blends Rebranded PDF - PDFArjun SekharОценок пока нет
- Advances in Fccu Technology For The Production of OlefinsДокумент16 страницAdvances in Fccu Technology For The Production of Olefinsadrian2009-2020Оценок пока нет
- Modern Refining Concepts-An Update On Naphtha-Isomerization To Modern Gasoline ManufactureДокумент5 страницModern Refining Concepts-An Update On Naphtha-Isomerization To Modern Gasoline Manufacturealmoanna97Оценок пока нет
- Terephthalic Acid: Report AbstractДокумент9 страницTerephthalic Acid: Report AbstractHendri KurniawanОценок пока нет
- UOP CCR Catalysts Target A Range of Objectives Tech Paper1Документ5 страницUOP CCR Catalysts Target A Range of Objectives Tech Paper1Humberto AgmОценок пока нет
- Ethylene ProcessДокумент8 страницEthylene Processkapil1979Оценок пока нет
- Assignment-1 Petroleum and Petrochemicals (UCH-850) : Submitted ToДокумент5 страницAssignment-1 Petroleum and Petrochemicals (UCH-850) : Submitted Toarpit thukralОценок пока нет
- II - C II O: Executive SummaryДокумент4 страницыII - C II O: Executive SummaryVadivel AravanОценок пока нет
- Alkylation, Isomerisation and PolymerisationДокумент9 страницAlkylation, Isomerisation and Polymerisationapi-256504985Оценок пока нет
- UOP Aromatics Paraxylene Capture Paper1Документ16 страницUOP Aromatics Paraxylene Capture Paper1thanga1981100% (1)
- 49 2 Philadelphia 10-04 1055 PDFДокумент3 страницы49 2 Philadelphia 10-04 1055 PDFDia Fatima MaguikayОценок пока нет
- Calsol Process OilsДокумент5 страницCalsol Process OilsBen Karthiben NathanОценок пока нет
- Numerical Differential Equation SolversДокумент20 страницNumerical Differential Equation SolversAndrea ZuritaОценок пока нет
- Riser GuideДокумент120 страницRiser GuideAndrea ZuritaОценок пока нет
- Riser GuideДокумент120 страницRiser GuideAndrea ZuritaОценок пока нет
- The Fischer Tropsch Process 1950 - 200 - Mark E DryДокумент15 страницThe Fischer Tropsch Process 1950 - 200 - Mark E DryNalre OcehcapОценок пока нет
- Appliid Math TextДокумент143 страницыAppliid Math TextakeilonhОценок пока нет
- Subsea Pipelines and RisersДокумент18 страницSubsea Pipelines and RisersAndrea Zurita25% (4)
- Understanding Wax Problems Leads To Deepwater Flow Assurance SolutionsДокумент4 страницыUnderstanding Wax Problems Leads To Deepwater Flow Assurance SolutionsAndrea ZuritaОценок пока нет
- 250+ Top Mcqs On Types of Fluidization Operations and AnswersДокумент6 страниц250+ Top Mcqs On Types of Fluidization Operations and AnswersGech MОценок пока нет
- Proses IPAL Komunal Yang Ditingkatkan Des 2014Документ58 страницProses IPAL Komunal Yang Ditingkatkan Des 2014tlundipОценок пока нет
- Corrosion Control in Crude UnitsДокумент5 страницCorrosion Control in Crude UnitsMurad AlmoudiОценок пока нет
- Colligative Properties Full ReportДокумент8 страницColligative Properties Full ReportArnoldus Marzonia MangaoОценок пока нет
- Flash EvaporationДокумент3 страницыFlash EvaporationAdelmo FilhoОценок пока нет
- City of Corpus Christi Desalination Site PlansДокумент17 страницCity of Corpus Christi Desalination Site PlanscallertimesОценок пока нет
- Chemical Units Chu1Документ2 страницыChemical Units Chu1MariusCapraОценок пока нет
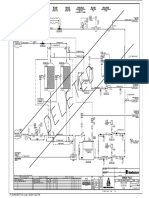
- Esp 100 TPD Precicon 3 Drawing PDFДокумент1 страницаEsp 100 TPD Precicon 3 Drawing PDFSteve WanОценок пока нет
- Petrochemical FeedstockДокумент16 страницPetrochemical FeedstockAstri HandayaniОценок пока нет
- Pid Area 280Документ21 страницаPid Area 280ATALAYОценок пока нет
- General Chemistry 2: Types of CatalystДокумент24 страницыGeneral Chemistry 2: Types of CatalystBeverly JoyОценок пока нет
- Brochure Davies Epoxy EnamelДокумент3 страницыBrochure Davies Epoxy Enamelmsldimaano1845_87689100% (1)
- Secondary Treatment - SEWAGEДокумент32 страницыSecondary Treatment - SEWAGEMONINDRA NATH PATRAОценок пока нет
- Lab Technique Review WorksheetДокумент5 страницLab Technique Review WorksheetBashir AhmadОценок пока нет
- 2022 DMHUI Hydraulic Pump Oil Seal CatalogДокумент7 страниц2022 DMHUI Hydraulic Pump Oil Seal CatalogТоп РемОценок пока нет
- Diagram Glycerine PlantДокумент1 страницаDiagram Glycerine Plantdesmon aduОценок пока нет
- Exercise: PlaceДокумент1 страницаExercise: PlaceaslamОценок пока нет
- Jadwal Tentative INDOCOR 2019Документ1 страницаJadwal Tentative INDOCOR 2019Aswin Lorenzo GultomОценок пока нет
- Basics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, CatalystsДокумент5 страницBasics of Hydrotreating Catalyst Sulfiding - Reactor Resources - Sulfiding Services, Alumina, Metal Reclamation, Catalystsonizuka-t2263Оценок пока нет
- Nviro BrochureДокумент2 страницыNviro BrochureimtinanОценок пока нет
- Marine Structures Corrosion and Methods of Prevention - Jim PrestonДокумент52 страницыMarine Structures Corrosion and Methods of Prevention - Jim Prestonjoy abrahamОценок пока нет
- Fractional DistillationДокумент19 страницFractional Distillationamindur100% (2)
- Linear Alkyl BenzeneДокумент4 страницыLinear Alkyl BenzeneSavita GuptaОценок пока нет
- Cross Reference Sheet PDFДокумент1 страницаCross Reference Sheet PDFSivaramSubramanianОценок пока нет
- UOДокумент6 страницUOShalihan MustafaОценок пока нет
- Jadwal Pembelajaran Program Pre Employment Training Pendidikan Batch Iii PT KPB Tahun 2020-2021Документ1 страницаJadwal Pembelajaran Program Pre Employment Training Pendidikan Batch Iii PT KPB Tahun 2020-2021KPB KELASBОценок пока нет
- Ion Exchange and Reverse OsmosisДокумент24 страницыIon Exchange and Reverse OsmosisRidha MutyaОценок пока нет
- Separation NotesДокумент3 страницыSeparation NotesMeetaDeviОценок пока нет
- Chemistry Solutions PDFДокумент75 страницChemistry Solutions PDFharshОценок пока нет
- 4 PermenaДокумент28 страниц4 PermenasaadatnailuОценок пока нет
- The Laws of Thermodynamics: A Very Short IntroductionОт EverandThe Laws of Thermodynamics: A Very Short IntroductionРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Offshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsОт EverandOffshore Mechanics: Structural and Fluid Dynamics for Recent ApplicationsОценок пока нет
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseОт EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseРейтинг: 4.5 из 5 звезд4.5/5 (51)
- Handbook of Mechanical and Materials EngineeringОт EverandHandbook of Mechanical and Materials EngineeringРейтинг: 5 из 5 звезд5/5 (4)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchОт EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchРейтинг: 4 из 5 звезд4/5 (10)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedОт EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedРейтинг: 5 из 5 звезд5/5 (1)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AОт EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AОценок пока нет
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CОт EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CОценок пока нет
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionОт EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsОт EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsОценок пока нет
- Fuels, Furnaces and Refractories: International Series on Materials Science and TechnologyОт EverandFuels, Furnaces and Refractories: International Series on Materials Science and TechnologyРейтинг: 5 из 5 звезд5/5 (1)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsОт EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsОценок пока нет
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideОт Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideРейтинг: 3.5 из 5 звезд3.5/5 (7)
- Pocket Guide to Flanges, Fittings, and Piping DataОт EverandPocket Guide to Flanges, Fittings, and Piping DataРейтинг: 3.5 из 5 звезд3.5/5 (22)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersОт EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersРейтинг: 4 из 5 звезд4/5 (13)
- Practical Reservoir Engineering and CharacterizationОт EverandPractical Reservoir Engineering and CharacterizationРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsОт EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsОценок пока нет
- Airplane Flying Handbook: FAA-H-8083-3C (2024)От EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Рейтинг: 4 из 5 звезд4/5 (12)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsОт EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsОценок пока нет