Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- MBA - Updated ADNU GSДокумент2 страницыMBA - Updated ADNU GSPhilip Eusebio BitaoОценок пока нет
- Mercury 150HPДокумент5 страницMercury 150HP이영석0% (1)
- Report Printed On: Tax Identification Number:: TNETP2015081712341001OДокумент3 страницыReport Printed On: Tax Identification Number:: TNETP2015081712341001OMadhan KumarОценок пока нет
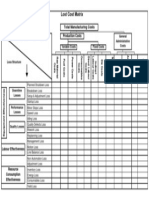
- Lost Cost Matrix: Total Manufacturing CostsДокумент1 страницаLost Cost Matrix: Total Manufacturing CostsMadhan KumarОценок пока нет
- Weight Calculation Formula: Weight of Lead PipeДокумент2 страницыWeight Calculation Formula: Weight of Lead PipeMadhan KumarОценок пока нет
- Basic Education of TPM: Kobetsu-Kaizen For Production EfficiencyДокумент27 страницBasic Education of TPM: Kobetsu-Kaizen For Production EfficiencyMadhan KumarОценок пока нет
- Kaizen FormatДокумент1 страницаKaizen FormatMadhan KumarОценок пока нет
- Aditya Consultants: 5S - House Keeping Onsite Assessment FormДокумент1 страницаAditya Consultants: 5S - House Keeping Onsite Assessment FormMadhan KumarОценок пока нет
- Brakes IndiaДокумент47 страницBrakes IndiaMadhan KumarОценок пока нет
- Aditya Consultants: 5S - House Keeping Onsite Assessment FormДокумент1 страницаAditya Consultants: 5S - House Keeping Onsite Assessment FormMadhan KumarОценок пока нет
- Aditya Consultants: 5S - House Keeping Onsite Assessment FormДокумент1 страницаAditya Consultants: 5S - House Keeping Onsite Assessment FormMadhan KumarОценок пока нет
- Aditya Consultants: 5S - House Keeping DateДокумент2 страницыAditya Consultants: 5S - House Keeping DateMadhan KumarОценок пока нет
- 5S and Safety FormsДокумент4 страницы5S and Safety FormsMadhan KumarОценок пока нет
- Tyre ManagementДокумент53 страницыTyre ManagementMadhan Kumar100% (2)
- Ficha Tecnica 320D3 GCДокумент12 страницFicha Tecnica 320D3 GCanahdezj88Оценок пока нет
- V Series: Three Wheel, Counterbalanced Lift TruckДокумент126 страницV Series: Three Wheel, Counterbalanced Lift TruckВиктор МушкинОценок пока нет
- Pro Tools ShortcutsДокумент5 страницPro Tools ShortcutsSteveJones100% (1)
- Unit 13 - Business Hotels and Sales ConferencesДокумент24 страницыUnit 13 - Business Hotels and Sales ConferencesMiguel Angel Escoto CanoОценок пока нет
- Item Description RCVD Unit Price Gross Amt Disc % Ta Amount DeptДокумент1 страницаItem Description RCVD Unit Price Gross Amt Disc % Ta Amount DeptGustu LiranОценок пока нет
- UCAT SJT Cheat SheetДокумент3 страницыUCAT SJT Cheat Sheetmatthewgao78Оценок пока нет
- Binder 1Документ107 страницBinder 1Ana Maria Gálvez Velasquez0% (1)
- Jetweigh BrochureДокумент7 страницJetweigh BrochureYudi ErwantaОценок пока нет
- Economies and Diseconomies of ScaleДокумент7 страницEconomies and Diseconomies of Scale2154 taibakhatunОценок пока нет
- Application of ARIMAX ModelДокумент5 страницApplication of ARIMAX ModelAgus Setiansyah Idris ShalehОценок пока нет
- Braga - 2016 - On Standing's A Precariat Charter - Confronting The Precaritisation of Labour in Brazil and PortugalДокумент12 страницBraga - 2016 - On Standing's A Precariat Charter - Confronting The Precaritisation of Labour in Brazil and PortugalLiam MurciaОценок пока нет
- C Sharp Logical TestДокумент6 страницC Sharp Logical TestBogor0251Оценок пока нет
- Research Proposal IntroductionДокумент8 страницResearch Proposal IntroductionIsaac OmwengaОценок пока нет
- Caso Kola RealДокумент17 страницCaso Kola RealEvelyn Dayhanna Escobar PalomequeОценок пока нет
- Introduction To Wireless and Mobile Systems 4th Edition Agrawal Solutions ManualДокумент12 страницIntroduction To Wireless and Mobile Systems 4th Edition Agrawal Solutions Manualethelbertsangffz100% (34)
- Study of Risk Perception and Potfolio Management of Equity InvestorsДокумент58 страницStudy of Risk Perception and Potfolio Management of Equity InvestorsAqshay Bachhav100% (1)
- Algorithm - WikipediaДокумент34 страницыAlgorithm - WikipediaGilbertОценок пока нет
- MEMORANDUMДокумент8 страницMEMORANDUMAdee JocsonОценок пока нет
- 3.13 Regional TransportationДокумент23 страницы3.13 Regional TransportationRonillo MapulaОценок пока нет
- DR-2100P Manual EspДокумент86 страницDR-2100P Manual EspGustavo HolikОценок пока нет
- LT1256X1 - Revg - FB1300, FB1400 Series - EnglishДокумент58 страницLT1256X1 - Revg - FB1300, FB1400 Series - EnglishRahma NaharinОценок пока нет
- Nat Law 2 - CasesДокумент12 страницNat Law 2 - CasesLylo BesaresОценок пока нет
- A Comparison of Pharmaceutical Promotional Tactics Between HK & ChinaДокумент10 страницA Comparison of Pharmaceutical Promotional Tactics Between HK & ChinaAlfred LeungОценок пока нет
- MSA Chair's Report 2012Документ56 страницMSA Chair's Report 2012Imaad IsaacsОценок пока нет
- Hardware Architecture For Nanorobot Application in Cancer TherapyДокумент7 страницHardware Architecture For Nanorobot Application in Cancer TherapyCynthia CarolineОценок пока нет
- Bba Colleges in IndiaДокумент7 страницBba Colleges in IndiaSumit GuptaОценок пока нет
- WhatsApp Chat With JioCareДокумент97 страницWhatsApp Chat With JioCareYásh GúptàОценок пока нет
- Creative Thinking (2) : Dr. Sarah Elsayed ElshazlyДокумент38 страницCreative Thinking (2) : Dr. Sarah Elsayed ElshazlyNehal AbdellatifОценок пока нет