Вам также может понравиться
- Ficha Tecnica PINZAДокумент2 страницыFicha Tecnica PINZAArlez ValenciaОценок пока нет
- Capacitación Sobre Trabajo en AlturasДокумент18 страницCapacitación Sobre Trabajo en AlturasSanchez MarcoОценок пока нет
- Anexo B Lista de Chequeo de Recursos de La EmpresaДокумент9 страницAnexo B Lista de Chequeo de Recursos de La EmpresaMorfeo NixОценок пока нет
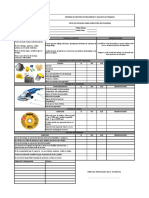
- 034 Inspeccion PulidoraДокумент1 страница034 Inspeccion PulidoraSebastian Rodriguez RamirezОценок пока нет
- Slide 43 1a Inspeccion de ArnesДокумент2 страницыSlide 43 1a Inspeccion de ArneslizОценок пока нет
- Plan Salvamento de Rescate AlturasДокумент19 страницPlan Salvamento de Rescate Alturasjenifer narvaezОценок пока нет
- Armado y Desarme de AndamiosДокумент9 страницArmado y Desarme de AndamiosJavier Antonio Villarroel GajardoОценок пока нет
- Plan Emergencias SulfoquímicaДокумент134 страницыPlan Emergencias SulfoquímicaArturo ArtetaОценок пока нет
- Charla Seguridad Electricista 05-10Документ13 страницCharla Seguridad Electricista 05-10KatherineОценок пока нет
- Anexo No 1 PG-SI-01 V1 Programa Gestión Riesgo Trabajos AlturaДокумент2 страницыAnexo No 1 PG-SI-01 V1 Programa Gestión Riesgo Trabajos AlturaMilena HernandezОценок пока нет
- Inseccion de Higiene y Seguridad IndustrialДокумент6 страницInseccion de Higiene y Seguridad IndustrialLuisa MartinezОценок пока нет
- Ficha Tecnica Llave BristolДокумент3 страницыFicha Tecnica Llave BristolSeguridad y Salud en el TrabajoОценок пока нет
- Matriz de Metas, Objetivos e Indicadores Del SGSSTДокумент73 страницыMatriz de Metas, Objetivos e Indicadores Del SGSSTGerman ramirezОценок пока нет
- Programa de Prevención y Proteccion Contra Caida de AlturasДокумент31 страницаPrograma de Prevención y Proteccion Contra Caida de AlturasFredyKaballeroОценок пока нет
- Check List - AndamiosДокумент2 страницыCheck List - AndamiosKaty BeitiaОценок пока нет
- Plan Estrategico de Seguridad VialДокумент82 страницыPlan Estrategico de Seguridad VialAndres HolguinОценок пока нет
- Seguridad con escaleras de manoДокумент17 страницSeguridad con escaleras de manoSofi SofiОценок пока нет
- Estandar de Seguridad Caidas A NivelДокумент1 страницаEstandar de Seguridad Caidas A NivelDaniela MartinezОценок пока нет
- Charla de Seguridad - Manipulacion de Escalera de Tijera 10 de JunioДокумент1 страницаCharla de Seguridad - Manipulacion de Escalera de Tijera 10 de Junioleidi llanosОценок пока нет
- Capacitación Cuidado de ManosДокумент46 страницCapacitación Cuidado de ManosOsvaldo AntequeraОценок пока нет
- Inspección de Seguridad GeneralДокумент14 страницInspección de Seguridad GeneralInterventorias cubikОценок пока нет
- Inspección y mantenimiento de sistemas de protección contra caídasДокумент6 страницInspección y mantenimiento de sistemas de protección contra caídasChristian Manuel HernandezОценок пока нет
- Capacitacion Programa de Prevencion A Caidas A NivelДокумент9 страницCapacitacion Programa de Prevencion A Caidas A NivelChente MorenoОценок пока нет
- ARTP Desarme de AndamiosДокумент3 страницыARTP Desarme de AndamiosSebastian Alejandro Martinez LetelierОценок пока нет
- F SGSST 58 Preoperacional PulidoraДокумент1 страницаF SGSST 58 Preoperacional PulidoraCarlos ContrerasОценок пока нет
- Folleto de Orden y Aseo de ArtesДокумент2 страницыFolleto de Orden y Aseo de ArtesDiana ConradoОценок пока нет
- Divulgación PESVДокумент11 страницDivulgación PESVdiana villalobosОценок пока нет
- Estandares - Minimos ConstructoraДокумент138 страницEstandares - Minimos Constructorapaola joya bermudezОценок пока нет
- Presentacion Sve OsteomuscularДокумент23 страницыPresentacion Sve OsteomuscularIsabel Cristina Arango RendonОценок пока нет
- Primeros AuxiliosДокумент14 страницPrimeros AuxiliosValentina RGОценок пока нет
- Formato Plan de Rescate AlturasДокумент2 страницыFormato Plan de Rescate AlturasMONTAJES Y MECANIZADOS CNCОценок пока нет
- Instructivo de Seguridad para Actividades AgropecuariasДокумент25 страницInstructivo de Seguridad para Actividades AgropecuariasADRIANA GUZMAN100% (1)
- Matriz de Epp - 2Документ2 страницыMatriz de Epp - 2Leidy OjedaОценок пока нет
- Folleto Riesgo PublicoДокумент2 страницыFolleto Riesgo PublicoJorge Eliecer Ortiz GualdronОценок пока нет
- Protección manosДокумент2 страницыProtección manosEnerland GroupОценок пока нет
- Sensibilización Orden y Aseo Limpieza en Covid-19Документ2 страницыSensibilización Orden y Aseo Limpieza en Covid-19Carmen VillalbaОценок пока нет
- Guia para La Admon Tareas de Alto RiesgoДокумент4 страницыGuia para La Admon Tareas de Alto RiesgoLina DiazОценок пока нет
- Formato Autoevaluacion Del Comite de Convivencia EmpresarialДокумент4 страницыFormato Autoevaluacion Del Comite de Convivencia EmpresariallapecosОценок пока нет
- Pons de Rescate en AlturasДокумент6 страницPons de Rescate en Alturasriky1478Оценок пока нет
- Normas de Trabajo Seguro para Personal de Servicios GeneralesДокумент11 страницNormas de Trabajo Seguro para Personal de Servicios Generalesximena ovallosОценок пока нет
- Inspeccion de SeñalizacionДокумент1 страницаInspeccion de Señalizacionalfredo polin reyesОценок пока нет
- MEDEVACДокумент1 страницаMEDEVACLu BuitragoОценок пока нет
- Inspección de EquiposДокумент43 страницыInspección de EquiposRafael JiménezОценок пока нет
- Vigia SSTДокумент13 страницVigia SSTNATALIA ROCHAОценок пока нет
- Acta CopasstДокумент3 страницыActa CopasstPaula KarinaОценок пока нет
- 3 Seguridad Basada en El ComportamientoДокумент6 страниц3 Seguridad Basada en El ComportamientoCarlos Arturo Reyes MendozaОценок пока нет
- Formato Inspección LocativaДокумент2 страницыFormato Inspección LocativaGio MarquezОценок пока нет
- Formato de Rendicion de - Cuentas en SSTДокумент3 страницыFormato de Rendicion de - Cuentas en SSTJuan Guillermo PérezОценок пока нет
- Ficha Riesgos de La Sierra Vertical MaderaДокумент1 страницаFicha Riesgos de La Sierra Vertical MaderaMAQUINARIA MADRID, S.A.Оценок пока нет
- Anexo 12.2 Formato Presupuesto Plan de Manejo de Tráfico PORTAL NORTEДокумент1 страницаAnexo 12.2 Formato Presupuesto Plan de Manejo de Tráfico PORTAL NORTEJuan Trout TolosaОценок пока нет
- Sig-4429 Guia para IpevarДокумент8 страницSig-4429 Guia para Ipevarhernan ospino valleОценок пока нет
- Campaña de ManosДокумент3 страницыCampaña de Manoscpt_yahoo.esОценок пока нет
- Estandar de Seguridad 1Документ2 страницыEstandar de Seguridad 1Gonzalez JenyОценок пока нет
- Leccion Apredida Ataque de CaninosДокумент1 страницаLeccion Apredida Ataque de CaninosjulianaОценок пока нет
- I - Hse - 017 - v0002 Estandar de Seguridad para PulidoraДокумент4 страницыI - Hse - 017 - v0002 Estandar de Seguridad para PulidoraSandra Milena CruzОценок пока нет
- FORMATO Inspección de Herramientas Manuales y Electricas PortatilesДокумент15 страницFORMATO Inspección de Herramientas Manuales y Electricas PortatilesDiego Molina ChavezОценок пока нет
- Ficha Tecnica EsmerilДокумент3 страницыFicha Tecnica EsmerilAndrea ReyesОценок пока нет
- Manejo y control abejas avispasДокумент10 страницManejo y control abejas avispasninfa paredesОценок пока нет
- Cronograma Charlas MarzoДокумент2 страницыCronograma Charlas Marzojhoao moscol castilloОценок пока нет
- Enseñanza basada en tecnologías interactivas digitales aplicadas al entrenamiento de trabajo en alturasОт EverandEnseñanza basada en tecnologías interactivas digitales aplicadas al entrenamiento de trabajo en alturasОценок пока нет
- Corte IДокумент3 страницыCorte IRicardo Mariscal ChuscanoОценок пока нет
- Evaluacion 01Документ6 страницEvaluacion 01Ricardo Mariscal ChuscanoОценок пока нет
- CORTE I Entregable Marzo 12Документ1 страницаCORTE I Entregable Marzo 12Ricardo Mariscal ChuscanoОценок пока нет
- Cf-Vallejos RV PDFДокумент132 страницыCf-Vallejos RV PDFAlejandro DiazОценок пока нет
- Resumen ArmonicosДокумент4 страницыResumen ArmonicosRicardo Mariscal ChuscanoОценок пока нет
- W 1C01 ApuntesДокумент6 страницW 1C01 ApunteslamunfigaОценок пока нет
- Foro 1Документ4 страницыForo 1Ricardo Mariscal Chuscano100% (1)
- Foro 4Документ6 страницForo 4Ricardo Mariscal ChuscanoОценок пока нет
- Actividad 1, Estado Del Arte de La Energía EolicaДокумент37 страницActividad 1, Estado Del Arte de La Energía EolicaEnder Cabrera100% (1)
- Ev 5 R - Circuito SerieДокумент20 страницEv 5 R - Circuito SerieKamilemo100% (1)
- TEIQPractica3 2008Документ12 страницTEIQPractica3 2008Julio CésarОценок пока нет
- Proceso de Produccion Del QuesoДокумент2 страницыProceso de Produccion Del QuesoRicardo Mariscal ChuscanoОценок пока нет
- Generac I On Corrie Nte AlternaДокумент12 страницGenerac I On Corrie Nte AlternaRafael CastellanosОценок пока нет
- 465782Документ1 страница465782Ricardo Mariscal ChuscanoОценок пока нет
- Acta Cierre HuilaДокумент2 страницыActa Cierre HuilaRicardo Mariscal ChuscanoОценок пока нет
- Act Central U1Документ5 страницAct Central U1Ricardo Mariscal ChuscanoОценок пока нет
- JP Ruta de Aprendizaje Fase, Actividad, Competencia, Ra Grupo 35038 Instructor Jorge PradaДокумент3 страницыJP Ruta de Aprendizaje Fase, Actividad, Competencia, Ra Grupo 35038 Instructor Jorge PradaRicardo Mariscal ChuscanoОценок пока нет
- Act Complement Arias U1Документ4 страницыAct Complement Arias U1Pao UruettОценок пока нет
- Auditori AДокумент70 страницAuditori ARicardo Mariscal ChuscanoОценок пока нет
- Descripcion Del CursoДокумент7 страницDescripcion Del CursoRicardo Mariscal ChuscanoОценок пока нет
- Semana 01 Funcionamiento e Instalacion de Maquinas ElectricasДокумент3 страницыSemana 01 Funcionamiento e Instalacion de Maquinas ElectricasRicardo Mariscal Chuscano100% (1)
- Diseño Curricular CursoДокумент4 страницыDiseño Curricular CursoRicardo Mariscal ChuscanoОценок пока нет
- PROTECCIÓN DE LOS CIRCUITOS ELÉCTRICOS FinlДокумент14 страницPROTECCIÓN DE LOS CIRCUITOS ELÉCTRICOS FinlRicardo Mariscal ChuscanoОценок пока нет
- Protecciones Electricas-SchneiderДокумент197 страницProtecciones Electricas-SchneiderEdson Berrios100% (3)
- Analisis de Motores ElectricosДокумент14 страницAnalisis de Motores ElectricosDiego GarzaОценок пока нет
- KD B Katrina Span 919Документ42 страницыKD B Katrina Span 919Ricardo Mariscal ChuscanoОценок пока нет
- Calculo de Las Corrientes de CortocircuitoДокумент49 страницCalculo de Las Corrientes de Cortocircuitoruben88% (8)
- Seguridad ElectricaДокумент58 страницSeguridad ElectricaAndrés Polochè ArangoОценок пока нет
- Calculo de Las Corrientes de CortocircuitoДокумент49 страницCalculo de Las Corrientes de Cortocircuitoruben88% (8)
- Calculo de Las Corrientes de CortocircuitoДокумент49 страницCalculo de Las Corrientes de Cortocircuitoruben88% (8)
- Aro Contratistas - 2015 Version 12Документ68 страницAro Contratistas - 2015 Version 12oscar cañon100% (1)
- Matriz-De-Riesgos - Control-Maleza-Y-Trabajo-En-SoldaduraДокумент12 страницMatriz-De-Riesgos - Control-Maleza-Y-Trabajo-En-SoldaduraMileth PalaciosОценок пока нет
- Intervención de líneas seguraДокумент7 страницIntervención de líneas seguraHarrison PradoОценок пока нет
- 3.3 - Diseño de Uniones Soldadas PDFДокумент32 страницы3.3 - Diseño de Uniones Soldadas PDFIñaki JaritОценок пока нет
- Protocolo Estructuras MetalicasДокумент4 страницыProtocolo Estructuras MetalicasAlberto Valenzuela100% (2)
- NTP 747 Gunets de ProteccionДокумент8 страницNTP 747 Gunets de Proteccionsergio torresОценок пока нет
- Aita Mport: Estimados Señores Les Presentamos A Continuación Nuestra Mejor Oferta para El Servicio SolicitadoДокумент38 страницAita Mport: Estimados Señores Les Presentamos A Continuación Nuestra Mejor Oferta para El Servicio SolicitadoBoris AlemanОценок пока нет
- Tecnoweld Lista Precios Febrero 23 16 PDFДокумент7 страницTecnoweld Lista Precios Febrero 23 16 PDFfedepmxОценок пока нет
- Haciendo Una Espada Con Casi NadaДокумент76 страницHaciendo Una Espada Con Casi NadaNicolás Diéguez Von SchröderОценок пока нет
- MIE 2014 Inst y Mejoramiento TT de ServicioДокумент27 страницMIE 2014 Inst y Mejoramiento TT de ServicioSilvana VeleizanОценок пока нет
- Protección Manual ARSEG®Документ3 страницыProtección Manual ARSEG®Jose ArevaloОценок пока нет
- Discontinuidades y defectos en soldaduraДокумент184 страницыDiscontinuidades y defectos en soldadurabarrancabermeja24Оценок пока нет
- Procesos Soldadura IIДокумент46 страницProcesos Soldadura IIJose CantilloОценок пока нет
- Estructural Lumbreras V2Документ3 страницыEstructural Lumbreras V2Eduardo Bautista GalindoОценок пока нет
- Entrenador Pic 16f84a - 16f628aДокумент10 страницEntrenador Pic 16f84a - 16f628aGabriela OОценок пока нет
- Mn-Pe-Sst-007 Procedimiento de Trabajo en CalienteДокумент13 страницMn-Pe-Sst-007 Procedimiento de Trabajo en CalienteDavid GamarraОценок пока нет
- Guía de Protección Respiratoria para Soldadura - Paritarios - CLДокумент3 страницыGuía de Protección Respiratoria para Soldadura - Paritarios - CLmarisol ibarraОценок пока нет
- Unidad 5 - Aspectos Generales Al Diseño en AceroДокумент75 страницUnidad 5 - Aspectos Generales Al Diseño en AceroAndy Ray CLОценок пока нет
- Manaul Soldaduras ReiltechДокумент32 страницыManaul Soldaduras Reiltechluengo85Оценок пока нет
- Cordones de soldadura depositados en condiciones variablesДокумент8 страницCordones de soldadura depositados en condiciones variablesLuisCarlosCanteОценок пока нет
- Ademinsa Presentación CALDEROS PDFДокумент99 страницAdeminsa Presentación CALDEROS PDFdavih007Оценок пока нет
- Normas para TuberiasДокумент51 страницаNormas para TuberiasAcontecer NoticiosoОценок пока нет
- Conductores Electricos TRABAJOДокумент19 страницConductores Electricos TRABAJOroy grilloОценок пока нет
- Reparacion de TolvaДокумент4 страницыReparacion de Tolvaesteban leytonОценок пока нет
- Compresor aire DIY caracteresДокумент4 страницыCompresor aire DIY caracteresLuz SecretОценок пока нет
- Cuadro Comparativo SoldaduraДокумент5 страницCuadro Comparativo Soldaduranestorcamilo111Оценок пока нет
- AISC 341 EJEMPLOS ESPAÑOL - La Universidad Del ZuliaДокумент258 страницAISC 341 EJEMPLOS ESPAÑOL - La Universidad Del Zuliajoselincris100% (17)
- TESISДокумент87 страницTESISDarman HernandezОценок пока нет
- Anteojo Getpro B-FrameДокумент1 страницаAnteojo Getpro B-FrameJessi VergaraОценок пока нет
- Procedimiento de Prueba NeumaticaДокумент9 страницProcedimiento de Prueba NeumaticaRonald O. Gutierrez100% (4)