Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- ANL Preliminary Matls Selection For Next Gen Nuclear Plant Reactor PVДокумент109 страницANL Preliminary Matls Selection For Next Gen Nuclear Plant Reactor PVClaudia MmsОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Alc-10030c Alcotec Alloy Selection BrochureДокумент2 страницыAlc-10030c Alcotec Alloy Selection BrochurefogdartОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Factors Aggravating Chloride SCCracking in Austenitic SSs PDFДокумент4 страницыFactors Aggravating Chloride SCCracking in Austenitic SSs PDFClaudia MmsОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- Hydrostatic Pressure Test Safety ChecklistДокумент3 страницыHydrostatic Pressure Test Safety ChecklistKyaw Kyaw AungОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Advantages and Limitations of Martensitic Steels For FusionДокумент4 страницыAdvantages and Limitations of Martensitic Steels For FusionClaudia MmsОценок пока нет
- Heat Exchangers ComparisionДокумент2 страницыHeat Exchangers Comparisionramms_73Оценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Titanium Spec - Chart PDFДокумент1 страницаTitanium Spec - Chart PDFClaudia MmsОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Brief History of Holocaust Denial - Jewish Virtual LibraryДокумент3 страницыA Brief History of Holocaust Denial - Jewish Virtual LibraryClaudia MmsОценок пока нет
- Ways To Avoid Boiler Tube CorrosionДокумент8 страницWays To Avoid Boiler Tube CorrosionTiu TonОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- Magnatech Welding The Maui A B Pipeline Orbital Welding Systems PDFДокумент5 страницMagnatech Welding The Maui A B Pipeline Orbital Welding Systems PDFClaudia MmsОценок пока нет
- What Is Bellows Pressure Thrust PDFДокумент2 страницыWhat Is Bellows Pressure Thrust PDFClaudia MmsОценок пока нет
- How To Become Certified by ASME 2010Документ2 страницыHow To Become Certified by ASME 2010quiron2010Оценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Det N V Technical Report Bsee PDFДокумент1 страницаDet N V Technical Report Bsee PDFClaudia MmsОценок пока нет
- High Performance Stainless Steels Parr Instrument PDFДокумент1 страницаHigh Performance Stainless Steels Parr Instrument PDFClaudia MmsОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Pourbaix Diagram Fe-C-H2O System at 25°C PDFДокумент1 страницаPourbaix Diagram Fe-C-H2O System at 25°C PDFClaudia MmsОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Proc. 1999 US DOE Hydrogen Program Review Applications Analysis PDFДокумент4 страницыProc. 1999 US DOE Hydrogen Program Review Applications Analysis PDFClaudia MmsОценок пока нет
- Hydrostatic Pressure Test Safety ChecklistДокумент3 страницыHydrostatic Pressure Test Safety ChecklistKyaw Kyaw AungОценок пока нет
- An Introduction To Cathodic Protection PDFДокумент5 страницAn Introduction To Cathodic Protection PDFGERMAN1979Оценок пока нет
- Section Viii Div 1 Div 2 Div ComparisonДокумент2 страницыSection Viii Div 1 Div 2 Div Comparisonapparaokr100% (5)
- Chemical Analysis Test Report: Element Sample T-1 Sample B-2 SAE/AISI Gr. A356.0Документ2 страницыChemical Analysis Test Report: Element Sample T-1 Sample B-2 SAE/AISI Gr. A356.0Claudia MmsОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- DPVC 09 PetrobrasДокумент47 страницDPVC 09 PetrobrasClaudia MmsОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- Expansion of The Sourcebook For Hydrogen Applications 03-10-2006Документ1 страницаExpansion of The Sourcebook For Hydrogen Applications 03-10-2006Claudia MmsОценок пока нет
- Pipeline Corrosion Assessment MethodsДокумент31 страницаPipeline Corrosion Assessment MethodsRicardo Andres Santamaria Torres100% (2)
- CV of The YearДокумент1 страницаCV of The YearRKKhatriОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Owen Barfield BibliographyДокумент50 страницOwen Barfield BibliographyClaudia MmsОценок пока нет
- Inspection and Welding Repairs of Pressure VesselsДокумент9 страницInspection and Welding Repairs of Pressure VesselsClaudia Mms100% (1)
- Remaining Life Evaluation of Coke DrumsДокумент15 страницRemaining Life Evaluation of Coke DrumsRohit KaleОценок пока нет
- Condition of The Firetube Right After Removal From ServiceДокумент1 страницаCondition of The Firetube Right After Removal From ServiceClaudia MmsОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Fastener Failures Due To Stress Corrosion CrackingДокумент3 страницыFastener Failures Due To Stress Corrosion CrackingClaudia MmsОценок пока нет
- Ways To Avoid Boiler Tube CorrosionДокумент8 страницWays To Avoid Boiler Tube CorrosionTiu TonОценок пока нет
- Common Causes of Tire Coupling FailuresДокумент8 страницCommon Causes of Tire Coupling FailuresIgor San Martín PeñalozaОценок пока нет
- BDA30603 Tutorial 4Документ7 страницBDA30603 Tutorial 4Firdaus JannahОценок пока нет
- FINAL-PROPOSAL Need Revisions Fire RatingДокумент30 страницFINAL-PROPOSAL Need Revisions Fire RatingMeister MJОценок пока нет
- Murex Mig Poster 2008 PDFДокумент1 страницаMurex Mig Poster 2008 PDFPCОценок пока нет
- Research PaperДокумент12 страницResearch PaperKiran Niazi100% (1)
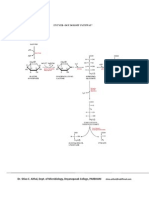
- Entner Duodroff PathwayДокумент2 страницыEntner Duodroff PathwayDr. SHIVA AITHALОценок пока нет
- B705 Acpt1003Документ3 страницыB705 Acpt1003taya1401Оценок пока нет
- Chapter 13 Oil Based MudsДокумент65 страницChapter 13 Oil Based Mudsمحمد أحمد عبداللطيفОценок пока нет
- Math 6 Unit 8 Volume of Solids and LiquidsДокумент1 страницаMath 6 Unit 8 Volume of Solids and LiquidsRobi AkmalОценок пока нет
- Advion MSDSДокумент6 страницAdvion MSDSmoespestcontrol_mnОценок пока нет
- Quiz 1 Fundamental PetroleumДокумент4 страницыQuiz 1 Fundamental PetroleumMuhammad Amran50% (2)
- Northstar NSB 190ft HT RedДокумент2 страницыNorthstar NSB 190ft HT RedSahand Aras100% (1)
- Materials Used in Automotive Manufacture and Material Selection Using Ashby ChartsДокумент15 страницMaterials Used in Automotive Manufacture and Material Selection Using Ashby ChartsHanumantОценок пока нет
- W. F. Chen, Plasticity For Structural Engineers, 1988-35 PDFДокумент1 страницаW. F. Chen, Plasticity For Structural Engineers, 1988-35 PDFahmed shakerОценок пока нет
- Agilent Pharma Column PDFДокумент2 страницыAgilent Pharma Column PDFAstiJayatriIIОценок пока нет
- Laboratory Exercise 4Документ3 страницыLaboratory Exercise 4dennise reyesОценок пока нет
- Glass Fibre: Historical BackgroundДокумент11 страницGlass Fibre: Historical Backgroundapi-19731065100% (1)
- TIGAS Haldor TopsoeДокумент25 страницTIGAS Haldor TopsoeGabriele CentiОценок пока нет
- Mineral WebquestДокумент3 страницыMineral Webquestapi-268569185Оценок пока нет
- Maximum Pressure Rating Schedule 160, Schedule 40 and Schedule 80 - Engineers EdgeДокумент5 страницMaximum Pressure Rating Schedule 160, Schedule 40 and Schedule 80 - Engineers EdgeDevanshu KrОценок пока нет
- Sika 521Документ3 страницыSika 521Natasha KamalОценок пока нет
- محاضرات تغذية عامة د جواد الوبر 1Документ53 страницыمحاضرات تغذية عامة د جواد الوبر 1معتصم اليمانيОценок пока нет
- Hukum TermodinamikaДокумент4 страницыHukum TermodinamikaMardianto Ra'bangОценок пока нет
- Pharmaceutical Organic Chemistry Unit II: Aromatic AminesДокумент20 страницPharmaceutical Organic Chemistry Unit II: Aromatic AminesSaili SawardekarОценок пока нет
- Convection and Conduction Heat TransferДокумент406 страницConvection and Conduction Heat Transfertfemilian100% (2)
- Research Cold StorageДокумент6 страницResearch Cold StorageApivit MalichaiОценок пока нет
- Epogen Safety Data Sheet 20130213 Rev 4Документ8 страницEpogen Safety Data Sheet 20130213 Rev 4Michael Marc Andico DeleonОценок пока нет
- Syllabus 30A Fall 2014Документ4 страницыSyllabus 30A Fall 2014Gabby TanakaОценок пока нет
- The Chemistry of Heterocycles Structure, Reactions, Syntheses, and ApplicationsДокумент571 страницаThe Chemistry of Heterocycles Structure, Reactions, Syntheses, and Applications17.Hồ Nguyên Khang100% (1)
- Experiment 3: Sublimation and Melting Point DeterminationДокумент4 страницыExperiment 3: Sublimation and Melting Point Determinationjane de leonОценок пока нет