Вам также может понравиться
- Bipolar Analog Integrated Circuit: 3-Terminal Positive Adjustable RegulatorДокумент12 страницBipolar Analog Integrated Circuit: 3-Terminal Positive Adjustable RegulatorLeoSilvaОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- 1.2 - 8V, 3A PFET High Side Load Switch With Level Shift & Adjustable Slew Rate ControlДокумент14 страниц1.2 - 8V, 3A PFET High Side Load Switch With Level Shift & Adjustable Slew Rate Controlercan akalanОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- MDP2N60/MDF2N60: N-Channel MOSFET 600V, 2.0A, 4.5Документ8 страницMDP2N60/MDF2N60: N-Channel MOSFET 600V, 2.0A, 4.5Erroz RosadiОценок пока нет
- MDD4N20YДокумент6 страницMDD4N20YAmc Forklift ElektrikОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- AUIRF3710Z AUIRF3710ZS: Automotive GradeДокумент14 страницAUIRF3710Z AUIRF3710ZS: Automotive GradeSaad LehlouОценок пока нет
- 2N7002K, 2V7002K Small Signal MOSFETДокумент7 страниц2N7002K, 2V7002K Small Signal MOSFETsindhu adhiwijayaОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Auips 7111 SДокумент15 страницAuips 7111 SPham LongОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
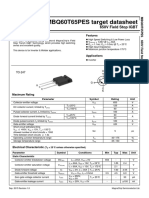
- MBQ60T65PES Target Datasheet: 650V Field Stop IGBTДокумент1 страницаMBQ60T65PES Target Datasheet: 650V Field Stop IGBTamrОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- High Speed PT IGBT: APT46GA90JD40Документ9 страницHigh Speed PT IGBT: APT46GA90JD40Tiago RodriguesОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- VO4157, VO4158: Vishay SemiconductorsДокумент9 страницVO4157, VO4158: Vishay SemiconductorsAntonio García MuñozОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- DatasheetДокумент3 страницыDatasheetRJ.ReflianoОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Is Now Part ofДокумент25 страницIs Now Part ofkilowatt СкворцовОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- LTC 3124Документ28 страницLTC 3124m3rishorОценок пока нет
- BYW82 To BYW86: Standard Avalanche Sinterglass DiodeДокумент6 страницBYW82 To BYW86: Standard Avalanche Sinterglass DiodeTRENITОценок пока нет
- Irfp4321Pbf: V 150V R Typ. 12M Max. 15.5M I 78AДокумент9 страницIrfp4321Pbf: V 150V R Typ. 12M Max. 15.5M I 78Aалексей ЛфОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- PFC Device Corporation: 40A 60V MOS Schottky RectifierДокумент7 страницPFC Device Corporation: 40A 60V MOS Schottky RectifierАндрей АкимовОценок пока нет
- BAY73 Diodo FairchildДокумент3 страницыBAY73 Diodo FairchildqiwiОценок пока нет
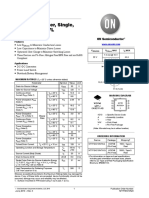
- Mosfet: Nttfs4C10N - Power, Single, N-Channel, m8FLДокумент7 страницMosfet: Nttfs4C10N - Power, Single, N-Channel, m8FLAhmed Sherif CupoОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- K40T120 InfineonДокумент16 страницK40T120 InfineonSyed Danish ShahОценок пока нет
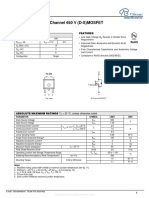
- N-Channel 0 V (D-S) Mosfet: Features Product SummaryДокумент9 страницN-Channel 0 V (D-S) Mosfet: Features Product SummaryJakson Kley SantosОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- RU1H140R: N-Channel Advanced Power MOSFETДокумент8 страницRU1H140R: N-Channel Advanced Power MOSFETJose Manuel Campo RodriguezОценок пока нет
- Current Sensing Techniques-Hall EffectДокумент18 страницCurrent Sensing Techniques-Hall EffectsanilОценок пока нет
- ProtectionДокумент43 страницыProtectiongeofrey fungoОценок пока нет
- AOD444, AOD444L (Green Product) N-Channel Enhancement Mode Field Effect TransistorДокумент5 страницAOD444, AOD444L (Green Product) N-Channel Enhancement Mode Field Effect TransistorRonan-PUC NolascoОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- SM4377NSKP: Pin Description FeaturesДокумент13 страницSM4377NSKP: Pin Description FeaturesSilvio VasconcelosОценок пока нет
- ACS714 Datasheet PDFДокумент19 страницACS714 Datasheet PDFChristian Javier Maldonado HernandezОценок пока нет
- BCR 30 AmДокумент6 страницBCR 30 AmDhandapani SadaОценок пока нет
- STJ009Документ8 страницSTJ009Cabral RAОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- HY4008P/M/B/PS/PM: Pin Description F EaturesДокумент14 страницHY4008P/M/B/PS/PM: Pin Description F EaturesElectrical Power Engineering100% (1)
- Triacs BT136S Series: General Description Quick Reference DataДокумент6 страницTriacs BT136S Series: General Description Quick Reference DataMiloud ChouguiОценок пока нет