Вам также может понравиться
- Process Aspects of RegenerationДокумент42 страницыProcess Aspects of RegenerationvijaymwaghОценок пока нет
- Cooling TowersДокумент6 страницCooling TowersvijaymwaghОценок пока нет
- Us 8221710Документ20 страницUs 8221710vijaymwaghОценок пока нет
- Vacuum Pump SelectionДокумент17 страницVacuum Pump SelectionAyman Mohammed Ibrahim AbdouОценок пока нет
- Ubc - 1991 - A7 G73 PDFДокумент0 страницUbc - 1991 - A7 G73 PDFvijaymwaghОценок пока нет
- Cooling TowersДокумент6 страницCooling TowersvijaymwaghОценок пока нет
- TMS2002 HGДокумент12 страницTMS2002 HGvijaymwaghОценок пока нет
- Us 4102784Документ7 страницUs 4102784vijaymwaghОценок пока нет
- DMR-2505 DMR-2505Документ44 страницыDMR-2505 DMR-2505vijaymwaghОценок пока нет
- Us 4102784Документ7 страницUs 4102784vijaymwaghОценок пока нет
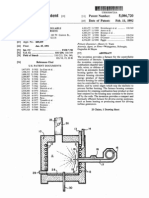
- Us 5086720Документ6 страницUs 5086720vijaymwaghОценок пока нет
- Us 7132386Документ43 страницыUs 7132386vijaymwaghОценок пока нет
- Us 8221710Документ20 страницUs 8221710vijaymwaghОценок пока нет
- Heavy Metal Ion Extraction Using Organic Solvents An Application of The Equilibrium Slope MethodДокумент13 страницHeavy Metal Ion Extraction Using Organic Solvents An Application of The Equilibrium Slope MethodvijaymwaghОценок пока нет
- Us 3224874Документ3 страницыUs 3224874vijaymwaghОценок пока нет
- Us 4057423Документ18 страницUs 4057423vijaymwaghОценок пока нет
- Bakır Ergitmede Çevre Kirliligi SorunuДокумент5 страницBakır Ergitmede Çevre Kirliligi SorunuBulent TopalОценок пока нет
- Us 3772047Документ4 страницыUs 3772047vijaymwaghОценок пока нет
- Us 3798306Документ5 страницUs 3798306vijaymwaghОценок пока нет
- 1 Ghoniem 1198Документ17 страниц1 Ghoniem 1198vijaymwaghОценок пока нет
- US4437884Документ7 страницUS4437884vijaymwaghОценок пока нет
- Us 3891521Документ4 страницыUs 3891521vijaymwaghОценок пока нет
- Us 3455677Документ5 страницUs 3455677vijaymwaghОценок пока нет
- 27 - 3-4 - Kansas City - 09-82 - 0071Документ7 страниц27 - 3-4 - Kansas City - 09-82 - 0071vijaymwaghОценок пока нет
- Us 7132386Документ43 страницыUs 7132386vijaymwaghОценок пока нет
- United States Patent (10) Patent N0.: US 6,994,037 B2Документ9 страницUnited States Patent (10) Patent N0.: US 6,994,037 B2vijaymwaghОценок пока нет
- Us 4579721Документ12 страницUs 4579721vijaymwaghОценок пока нет
- Process For Recovering Copper and MolybdДокумент6 страницProcess For Recovering Copper and MolybdvijaymwaghОценок пока нет
- Us 3755104Документ4 страницыUs 3755104vijaymwaghОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Seismic Design of Bridges ICE IStructE Part1Документ21 страницаSeismic Design of Bridges ICE IStructE Part1fethi42Оценок пока нет
- Nots On Building StoneДокумент4 страницыNots On Building Stonesuman joshiОценок пока нет
- 11 01 18 PAV SUS Methodology Pavement EstructuralДокумент108 страниц11 01 18 PAV SUS Methodology Pavement EstructuralSergioGaldamesPérezОценок пока нет
- 0003-MI20-60S1-0001-1-0 (E&I Cable)Документ16 страниц0003-MI20-60S1-0001-1-0 (E&I Cable)sithulibraОценок пока нет
- TarifaДокумент244 страницыTarifaLaura LizanzuОценок пока нет
- Fip Mec SferopolДокумент16 страницFip Mec Sferopolsotos raptopoulosОценок пока нет
- Case Study On Slums in India: Kachipura, Nagpur, Maharashtra, IndiaДокумент20 страницCase Study On Slums in India: Kachipura, Nagpur, Maharashtra, IndiaSophia ChinОценок пока нет
- Catalog Wasser SanitaryДокумент84 страницыCatalog Wasser Sanitarypompa wasser indonesiaОценок пока нет
- American Standard Unified Inch Screw Thread Form DataДокумент2 страницыAmerican Standard Unified Inch Screw Thread Form DataVaibhav ShuklaОценок пока нет
- Thermo Pot-Sse 10Документ1 страницаThermo Pot-Sse 10Bharat TailorОценок пока нет
- Method Statement Sika Compartment Injection 11 CA - 2021Документ12 страницMethod Statement Sika Compartment Injection 11 CA - 2021Ahmad MohammadОценок пока нет
- SHAHBAZ2 Updated CVДокумент4 страницыSHAHBAZ2 Updated CVShahbaz100% (1)
- Selkirk DSP Installation ManualДокумент7 страницSelkirk DSP Installation ManualRonОценок пока нет
- Freyssinet Expansion Joints en V04Документ36 страницFreyssinet Expansion Joints en V04Eric VillenasОценок пока нет
- Shaliseal Ps GG: DescriptionДокумент3 страницыShaliseal Ps GG: DescriptionVikas Singh ChandelОценок пока нет
- SATIP D 001 01 (Revision 4)Документ3 страницыSATIP D 001 01 (Revision 4)Anonymous 4e7GNjzGW100% (1)
- 1 Strand Jack Arrangement For Casing's Lifting 23 March PDFДокумент13 страниц1 Strand Jack Arrangement For Casing's Lifting 23 March PDFHaGun GantryОценок пока нет
- Cummins Engine Service Manual Cum S H NHДокумент11 страницCummins Engine Service Manual Cum S H NHWalter Lazo50% (2)
- NECA Study - Impact On OvertimeДокумент20 страницNECA Study - Impact On OvertimeNektarios MatheouОценок пока нет
- Zorrozaurre Master Plan: Press ReleaseДокумент4 страницыZorrozaurre Master Plan: Press ReleasegmaОценок пока нет
- Quick Fix Tips - Bail and Line RollerДокумент1 страницаQuick Fix Tips - Bail and Line RollerBillyBob SowbreathОценок пока нет
- D9R Disa and AsseДокумент128 страницD9R Disa and AsseCollins ManseloОценок пока нет
- Usg Iom PDFДокумент56 страницUsg Iom PDFAnonymous 7xHNgoKE6eОценок пока нет
- Abe Construction Chemicals Diy Epidermix 396Документ2 страницыAbe Construction Chemicals Diy Epidermix 396abstickleОценок пока нет
- Use of The AASHTO 1993 Guide MEPDG and Historical Performance Pavement Design CaelogДокумент29 страницUse of The AASHTO 1993 Guide MEPDG and Historical Performance Pavement Design Caelogs_khan1997466Оценок пока нет
- Non-Shrink Grout Application ProcedureДокумент6 страницNon-Shrink Grout Application Proceduremoytabura96Оценок пока нет
- L.E.E.D. L.E.E.D.: Leadership in Energy and Environmental Design Leadership in Energy and Environmental DesignДокумент9 страницL.E.E.D. L.E.E.D.: Leadership in Energy and Environmental Design Leadership in Energy and Environmental DesignMehmet ABASSIОценок пока нет
- DPWH Cost Analysis PDFДокумент4 страницыDPWH Cost Analysis PDFEdwin Tapit JrОценок пока нет
- Degree SYLABUSДокумент25 страницDegree SYLABUStom meeteiОценок пока нет
- Romold TrapДокумент2 страницыRomold Traprajkumar_chinniah100% (1)