Вам также может понравиться
- Threads and ChangegearsДокумент36 страницThreads and ChangegearsRC VilledaОценок пока нет
- Accu-Finish II ManualДокумент8 страницAccu-Finish II ManualOliver CollectorОценок пока нет
- Metric - Threading Logan LatheДокумент2 страницыMetric - Threading Logan LatheShane RamnathОценок пока нет
- p005 Compact Equipment Tires BroДокумент8 страницp005 Compact Equipment Tires BroAkhmad SebehОценок пока нет
- The Shape of The Cone of The Twist Drills Unit-2Документ5 страницThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaОценок пока нет
- 3 PhaseДокумент9 страниц3 PhaseArnulfo LavaresОценок пока нет
- Rotary TableДокумент2 страницыRotary TableDong Dien KhaОценок пока нет
- Atlas Mill AccessoriesДокумент1 страницаAtlas Mill AccessoriesGary RepeshОценок пока нет
- Capstan & Turret LatheДокумент27 страницCapstan & Turret LatheMuraliОценок пока нет
- Rebuild ManualДокумент55 страницRebuild Manualaccujack0% (1)
- Keep Your Lathe CleanДокумент16 страницKeep Your Lathe Cleangato7777777Оценок пока нет
- WErbsen CourseworkДокумент562 страницыWErbsen CourseworkRoberto Alexis Rodríguez TorresОценок пока нет
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Документ16 страницSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfОценок пока нет
- South Bend Taper AttachmentДокумент6 страницSouth Bend Taper AttachmentMikeОценок пока нет
- On Cnczone: German Epoxy Granite Milling Machine Here'S An Awesome Project I Recently Heard AboutДокумент10 страницOn Cnczone: German Epoxy Granite Milling Machine Here'S An Awesome Project I Recently Heard AboutYamith GomezОценок пока нет
- Honda 29 - TS - GX340 - 2013Документ4 страницыHonda 29 - TS - GX340 - 2013michaelmangaaОценок пока нет
- Metal LatheДокумент25 страницMetal Lathebogesz68Оценок пока нет
- The Advance Metalworking LatheДокумент6 страницThe Advance Metalworking LathePronina100% (1)
- Reverse Electroplating of SilverДокумент2 страницыReverse Electroplating of SilverMohammad Umer AsgherОценок пока нет
- Tilting ViceДокумент35 страницTilting ViceAakash DindigulОценок пока нет
- Biax Electronic Scraper and AccessoriesДокумент16 страницBiax Electronic Scraper and AccessoriesPaisaje Silencioso100% (1)
- Types of Angles in Drill BitsДокумент2 страницыTypes of Angles in Drill BitsAbdul AhadОценок пока нет
- Ins Ha Per 1Документ5 страницIns Ha Per 1David SaylorОценок пока нет
- MI-1220 XL Manual 2008Документ115 страницMI-1220 XL Manual 2008James BanksОценок пока нет
- Ball Screw CalculatorДокумент60 страницBall Screw Calculatorمنير بوزيدОценок пока нет
- Negrini Hard Gun Cases CatalogДокумент10 страницNegrini Hard Gun Cases CatalognegrinicasesОценок пока нет
- Drill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderДокумент14 страницDrill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderAndy L100% (1)
- Ralph Patterson Tailstock Camlock 2Документ13 страницRalph Patterson Tailstock Camlock 2supremesportsОценок пока нет
- Technical Service Manual: Model Number ChartДокумент19 страницTechnical Service Manual: Model Number ChartIván NavarroОценок пока нет
- Atlas M52 CatalogДокумент36 страницAtlas M52 Catalogbottomscraper100% (4)
- Fordson Major ManualДокумент47 страницFordson Major ManualHassan GDOURAОценок пока нет
- 02 Dividing Head 1Документ22 страницы02 Dividing Head 1farid said errahmaniОценок пока нет
- Heidenhain M Codes & G CODESДокумент18 страницHeidenhain M Codes & G CODESMohamed Ben Salem100% (1)
- Shaper Cut GearsДокумент5 страницShaper Cut GearstaiwestОценок пока нет
- Manual TornoДокумент60 страницManual Tornojulie2420140% (1)
- Electrolysis Cleaning MethodДокумент15 страницElectrolysis Cleaning Methodtrillium_oneОценок пока нет
- Fabrication of Quick Change Tool Post PDFДокумент2 страницыFabrication of Quick Change Tool Post PDFBetty0% (1)
- Bemato Dividing Head ManualДокумент12 страницBemato Dividing Head ManualDwijo Suwito DwiОценок пока нет
- BME Lecture 5 ShaperДокумент6 страницBME Lecture 5 ShaperRoop LalОценок пока нет
- Lathes and Lathe Machining OperationsДокумент11 страницLathes and Lathe Machining OperationsJunayed HasanОценок пока нет
- A Rotary Sine Bar For The LatheДокумент2 страницыA Rotary Sine Bar For The LatheTheodor EikeОценок пока нет
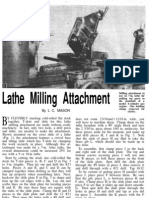
- Lathe Milling Attach PlansДокумент7 страницLathe Milling Attach Plansdodgydonkey100% (1)
- TMC 4214 Metal JoiningДокумент28 страницTMC 4214 Metal JoiningLinda FondoОценок пока нет
- How To Mount and Operate Buck Adjust-Tru ChuckДокумент4 страницыHow To Mount and Operate Buck Adjust-Tru ChuckStronghold ArmoryОценок пока нет
- Lightweight Tripod Easel PlanДокумент11 страницLightweight Tripod Easel Planviktor mickovskiОценок пока нет
- WheelHorse Snow Blower Lift Assist Accessory 8-4311Документ4 страницыWheelHorse Snow Blower Lift Assist Accessory 8-4311Kevins Small Engine and Tractor ServiceОценок пока нет
- Tube Rolling MachineДокумент4 страницыTube Rolling MachinePushpa Mohan RajОценок пока нет
- 06-MeasuringAndMarkingMetals Text7Документ2 страницы06-MeasuringAndMarkingMetals Text7Instruktur MesinОценок пока нет
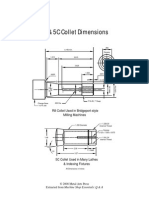
- r8 5c Collet DimensionsДокумент2 страницыr8 5c Collet Dimensionskokisko100% (1)
- Basic Dimensions For 60 Degree Unified ThreadsДокумент20 страницBasic Dimensions For 60 Degree Unified ThreadsscimtecОценок пока нет
- N XD 3 2 1 XD XD XD: TurningДокумент3 страницыN XD 3 2 1 XD XD XD: TurningAlejandro Alvarez AlvaradoОценок пока нет
- G3516e Service Manual (Gas)Документ753 страницыG3516e Service Manual (Gas)Сергей Шевченко88% (17)
- Micro Machine Shop Mods EtcДокумент488 страницMicro Machine Shop Mods Etcsbarnett38@100% (4)
- Fits & TolerancesДокумент6 страницFits & Tolerancessuperman92makОценок пока нет
- Model Number Structure: General-Purpose Limit SwitchДокумент9 страницModel Number Structure: General-Purpose Limit SwitchHung LeОценок пока нет
- Boring HeadДокумент2 страницыBoring HeadJM ReynanciaОценок пока нет
- Geometrical TolerancingДокумент12 страницGeometrical TolerancingItalo Venegas100% (1)
- Printed CNC Brutus ManualДокумент55 страницPrinted CNC Brutus ManualGustavoGuevaraОценок пока нет
- Economical, Miniature Limit Switch Boasting Rigid ConstructionДокумент5 страницEconomical, Miniature Limit Switch Boasting Rigid ConstructionRajeev Saini100% (1)
- Bricolaje - Construir Mesa Giratoria para Fresadora (Eng)Документ18 страницBricolaje - Construir Mesa Giratoria para Fresadora (Eng)api-3711466Оценок пока нет
- Is.3372.1965 BundformerДокумент15 страницIs.3372.1965 BundformerGohilakrishnan ThiagarajanОценок пока нет
- MSS - Valve Standards: Manufacturers Standardization Society - MSS - of The Valve and Fittings Industry - Valve StandardsДокумент2 страницыMSS - Valve Standards: Manufacturers Standardization Society - MSS - of The Valve and Fittings Industry - Valve StandardsGohilakrishnan ThiagarajanОценок пока нет
- 3 80 999 97657-WCA8assyДокумент1 страница3 80 999 97657-WCA8assyGohilakrishnan ThiagarajanОценок пока нет
- DN15FB 150 Body Investmentcasting PDFДокумент1 страницаDN15FB 150 Body Investmentcasting PDFGohilakrishnan ThiagarajanОценок пока нет
- Product and Engineer's Presentation ScheduleДокумент18 страницProduct and Engineer's Presentation ScheduleMuhammad RidwanОценок пока нет
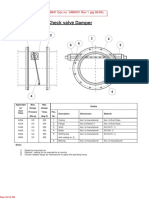
- 2 Check Type Damper Drawing 1555074039Документ1 страница2 Check Type Damper Drawing 1555074039Gohilakrishnan ThiagarajanОценок пока нет
- Check Your EligibilityДокумент1 страницаCheck Your EligibilityGohilakrishnan ThiagarajanОценок пока нет
- Cotton Waste TenderДокумент2 страницыCotton Waste TenderGohilakrishnan ThiagarajanОценок пока нет
- Is.3327.1982-Pasddy Trasher ManualДокумент16 страницIs.3327.1982-Pasddy Trasher ManualGohilakrishnan ThiagarajanОценок пока нет
- Valve Stds AllДокумент11 страницValve Stds AllGohilakrishnan ThiagarajanОценок пока нет
- Tender Enquiry 1819 060 1533296203Документ19 страницTender Enquiry 1819 060 1533296203Gohilakrishnan ThiagarajanОценок пока нет
- Bharat Heavy Electricals LimitedДокумент8 страницBharat Heavy Electricals LimitedGohilakrishnan ThiagarajanОценок пока нет
- Is.1976.1976 Paddy Wheader ManualДокумент13 страницIs.1976.1976 Paddy Wheader ManualGohilakrishnan ThiagarajanОценок пока нет
- Welding Process: SMAW WGS /WPS/ SMAW/0033 Dear Sir, We Are Sending The Following PlateДокумент1 страницаWelding Process: SMAW WGS /WPS/ SMAW/0033 Dear Sir, We Are Sending The Following PlateGohilakrishnan ThiagarajanОценок пока нет
- Series D Raw CastingДокумент6 страницSeries D Raw CastingGohilakrishnan ThiagarajanОценок пока нет
- 2.7.3.1 Seal Type BU Download PDДокумент1 страница2.7.3.1 Seal Type BU Download PDGohilakrishnan ThiagarajanОценок пока нет
- Bharat Heavy Electricals Limited: Tvenkat@bheltry - Co.inДокумент14 страницBharat Heavy Electricals Limited: Tvenkat@bheltry - Co.inGohilakrishnan ThiagarajanОценок пока нет
- Wedge Slitting MCДокумент16 страницWedge Slitting MCGohilakrishnan ThiagarajanОценок пока нет
- BP Check Valve GaДокумент1 страницаBP Check Valve GaGohilakrishnan ThiagarajanОценок пока нет
- Product CatalogueДокумент61 страницаProduct CatalogueGohilakrishnan ThiagarajanОценок пока нет
- Ball Screw AssyДокумент8 страницBall Screw AssyGohilakrishnan ThiagarajanОценок пока нет
- Butterfly Valves For Water: Avk Uk LTDДокумент44 страницыButterfly Valves For Water: Avk Uk LTDGohilakrishnan ThiagarajanОценок пока нет
- Wps FormatДокумент12 страницWps FormatGohilakrishnan ThiagarajanОценок пока нет
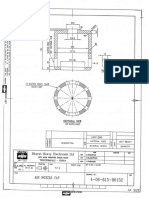
- Nozzle PlugДокумент6 страницNozzle PlugGohilakrishnan ThiagarajanОценок пока нет
- Mpi PowderДокумент10 страницMpi PowderGohilakrishnan ThiagarajanОценок пока нет
- Butterfly ValveДокумент20 страницButterfly Valvenazar750Оценок пока нет
- Integral Axle Arm Machining ProjectДокумент2 страницыIntegral Axle Arm Machining ProjectGohilakrishnan ThiagarajanОценок пока нет
- Bgi Stock Gears BrochureДокумент16 страницBgi Stock Gears BrochureGohilakrishnan ThiagarajanОценок пока нет
- Annexure A Indian Supplier Registration Form 1437133882Документ19 страницAnnexure A Indian Supplier Registration Form 1437133882Gohilakrishnan ThiagarajanОценок пока нет
- Atkinson 2003Документ64 страницыAtkinson 2003Akshay29Оценок пока нет
- A Levels Physics Formula RelationshipДокумент8 страницA Levels Physics Formula Relationships ramanОценок пока нет
- EC537 Microeconomic Theory For Research Students, Part II: Lecture 5Документ50 страницEC537 Microeconomic Theory For Research Students, Part II: Lecture 5Hitesh RathoreОценок пока нет
- Interesting Facts About Switch Statement in CДокумент6 страницInteresting Facts About Switch Statement in CGajanan BuchalwarОценок пока нет
- PP Pi.2Документ47 страницPP Pi.2Sowmitri69Оценок пока нет
- Electromagnetic TheoryДокумент8 страницElectromagnetic TheoryAlakaaa PromodОценок пока нет
- Dataforth Elit PDFДокумент310 страницDataforth Elit PDFDougie ChanОценок пока нет
- Imso 2013 Math - Short AnswerДокумент6 страницImso 2013 Math - Short AnswerNova RonaldoОценок пока нет
- Tutorial Week 10 - Internal Bone RemodellingДокумент13 страницTutorial Week 10 - Internal Bone RemodellingHussam El'SheikhОценок пока нет
- Last 2 Digits of PowersДокумент3 страницыLast 2 Digits of PowersSreedhar JalapatiОценок пока нет
- The Latest Research Progress On Spectral ClusteringДокумент10 страницThe Latest Research Progress On Spectral ClusteringAnwar ShahОценок пока нет
- Chapter 02b Available Solar RadiationДокумент37 страницChapter 02b Available Solar RadiationOmar AljohaniОценок пока нет
- Mechanical Vibrations (ME 65) Chapter-8 Multi Degree of Freedom SystemsДокумент36 страницMechanical Vibrations (ME 65) Chapter-8 Multi Degree of Freedom SystemsGURUPRASAD KADAGADОценок пока нет
- Decile Grouped Data Math10Документ9 страницDecile Grouped Data Math10Herson DelleraОценок пока нет
- Problem Set D: Attempt HistoryДокумент10 страницProblem Set D: Attempt HistoryHenryОценок пока нет
- Ghana Building Code Part 5 - LoadsДокумент83 страницыGhana Building Code Part 5 - LoadsRichard NarteyОценок пока нет
- C DacДокумент3 страницыC DacAnsh Sharma0% (1)
- 1 1.1 ComputationДокумент72 страницы1 1.1 ComputationGanesh KumarОценок пока нет
- Plant Simulation ManufacturingДокумент3 страницыPlant Simulation ManufacturingCarlos MolinaОценок пока нет
- Solving Problems by SearchingДокумент56 страницSolving Problems by SearchingDagim AbaОценок пока нет
- Introduction To Youngs Modulus and AlloyДокумент18 страницIntroduction To Youngs Modulus and Alloy04Musyaffa Nafis MОценок пока нет
- Model Development and Loads Analysis of An Offshore Wind Turbine On A Tension Leg Platform, With A Comparison To Other Floating Turbine ConceptsДокумент129 страницModel Development and Loads Analysis of An Offshore Wind Turbine On A Tension Leg Platform, With A Comparison To Other Floating Turbine ConceptsUbani Obinna RanksОценок пока нет
- Objective Mapping and Kriging: 5.1 Contouring and Gridding ConceptsДокумент24 страницыObjective Mapping and Kriging: 5.1 Contouring and Gridding Conceptsforscribd1981Оценок пока нет
- Practical Implementation of A Dependently Typed Functional Programming LanguageДокумент270 страницPractical Implementation of A Dependently Typed Functional Programming LanguageEdwin Brady100% (1)
- Analytical Geometry, 1e 2D and 3D by Vittal, P. RДокумент753 страницыAnalytical Geometry, 1e 2D and 3D by Vittal, P. RCatan Addicts100% (1)
- Important Concepts & Formula On Clock ProblemsДокумент7 страницImportant Concepts & Formula On Clock ProblemsRajnish kumarОценок пока нет
- Exam Review - 2012Документ3 страницыExam Review - 2012Clement HoangОценок пока нет
- Q1 4TH Assessment Test MATHДокумент2 страницыQ1 4TH Assessment Test MATHManila Hankuk AcademyОценок пока нет
- Shiglay SM ch17Документ33 страницыShiglay SM ch17Muhammad WaqasОценок пока нет