Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- CG HeightДокумент3 страницыCG Heightd_miglaniОценок пока нет
- Chapter 1 - Weldability of Metals PDFДокумент5 страницChapter 1 - Weldability of Metals PDFAndrea Gregory100% (1)
- Digging Force CalculationsДокумент34 страницыDigging Force CalculationsArjun JP100% (2)
- Welding Consumables-Mild SteelДокумент43 страницыWelding Consumables-Mild SteelRakeshОценок пока нет
- Weldebility of Construction Steels USA Viewpoint - WJ - 1971 - 02 - s49Документ9 страницWeldebility of Construction Steels USA Viewpoint - WJ - 1971 - 02 - s49susanwebОценок пока нет
- CG TestДокумент2 страницыCG TestSanket PujariОценок пока нет
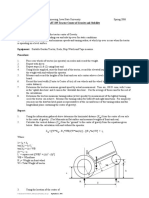
- Some Experimental Force Analysis For Automation of Excavation by A BackhoeДокумент6 страницSome Experimental Force Analysis For Automation of Excavation by A BackhoeSanket PujariОценок пока нет
- Basic Hydraulic Systems and ComponentsДокумент67 страницBasic Hydraulic Systems and Componentsnareshkumaran100% (8)
- Insulation HandbookДокумент8 страницInsulation HandbookSanket PujariОценок пока нет
- Guide To Design Criteria For Bolts and Riveted JointsДокумент352 страницыGuide To Design Criteria For Bolts and Riveted JointsHomero Silva96% (24)
- Materials Selection Deskbook AppBДокумент31 страницаMaterials Selection Deskbook AppBSanket PujariОценок пока нет
- Materials Selection Deskbook 1400X - FMДокумент4 страницыMaterials Selection Deskbook 1400X - FMSanket PujariОценок пока нет
- Weld DefectsДокумент78 страницWeld DefectsKevin CheungОценок пока нет
- Bolt Preload Importance-NASAДокумент21 страницаBolt Preload Importance-NASAPrashantha RajuОценок пока нет
- Recoverd PDF File (51194)Документ38 страницRecoverd PDF File (51194)Sanket PujariОценок пока нет
- Welding Theory and ApplicationДокумент741 страницаWelding Theory and ApplicationGregory MankoОценок пока нет
- Weld DefectsДокумент78 страницWeld DefectsKevin CheungОценок пока нет
- Fastner DataДокумент31 страницаFastner DataSanket PujariОценок пока нет
- Basic Instrumentation Measuring Devices and Basic Pid ControlДокумент125 страницBasic Instrumentation Measuring Devices and Basic Pid ControlCuong Nguyen ChiОценок пока нет
- Examcalc BoltsДокумент2 страницыExamcalc BoltsSanket PujariОценок пока нет
- Loader Backhoe Student ManualДокумент25 страницLoader Backhoe Student ManualSanket Pujari100% (2)
- 6 7 Ballast CalcДокумент117 страниц6 7 Ballast CalcSanket PujariОценок пока нет
- Ball BearingsДокумент24 страницыBall BearingsHosein_s_milaniОценок пока нет
- KinematicsДокумент26 страницKinematicsSanket PujariОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Vican 22 12 2020 1Документ650 страницVican 22 12 2020 1Danica SoriaОценок пока нет
- Chapter 17 Data Communication and Computer NetworksДокумент57 страницChapter 17 Data Communication and Computer NetworksAqib JavedОценок пока нет
- III. Pinoy Robot GamesДокумент8 страницIII. Pinoy Robot GamesOrtigas Aileen GraceОценок пока нет
- Manual Módulo Profibus DP - PAC3200 (Inglês)Документ122 страницыManual Módulo Profibus DP - PAC3200 (Inglês)Josaphat Avila RodriguezОценок пока нет
- 6 Months / 6 Weeks Industrial / Institutional Training Daily DairyДокумент11 страниц6 Months / 6 Weeks Industrial / Institutional Training Daily DairyRahul ThakurОценок пока нет
- Iso 19114Документ70 страницIso 19114Ximena Garcia ReyesОценок пока нет
- B.tech - CSE - AI & ML - 2020 - 2021 - Curriculum and Syllabus V4Документ263 страницыB.tech - CSE - AI & ML - 2020 - 2021 - Curriculum and Syllabus V4Yash UtrejaОценок пока нет
- Ingles 6 Modulo 1-1-2Документ1 страницаIngles 6 Modulo 1-1-2Anny Vélez VintimillaОценок пока нет
- FPAL Product Code GuideДокумент53 страницыFPAL Product Code GuideSRARОценок пока нет
- Aerodynamicists Directory SAROD2015 PDFДокумент180 страницAerodynamicists Directory SAROD2015 PDFsantoshsОценок пока нет
- 3FB7Документ7 страниц3FB7fauzan datasheetОценок пока нет
- "Website Development: WorkshopДокумент66 страниц"Website Development: WorkshopAkshay Madan100% (1)
- Actron Digital Multimeter cp7676 Manual de UsuarioДокумент72 страницыActron Digital Multimeter cp7676 Manual de UsuarioManuel OrtizОценок пока нет
- Bb60C Real-Time Spectrum Analyzer & RF Recorder: 9 KHZ To 6.0 GHZДокумент2 страницыBb60C Real-Time Spectrum Analyzer & RF Recorder: 9 KHZ To 6.0 GHZBomoОценок пока нет
- 10-04-2023 User Pppoe DHCPДокумент48 страниц10-04-2023 User Pppoe DHCPAbdul GhofurfajarОценок пока нет
- Excel Budget TemplateДокумент5 страницExcel Budget TemplateChiranjib BanerjeeОценок пока нет
- Dataprep Cheat SheetДокумент1 страницаDataprep Cheat Sheetgaston_russo87Оценок пока нет
- tc200 Installation Guide PDFДокумент8 страницtc200 Installation Guide PDFSK Salud - AsistenteОценок пока нет
- Apache Spark Fundamentals: Getting StartedДокумент28 страницApache Spark Fundamentals: Getting StartedArunachalam NarayananОценок пока нет
- Day 7.5 - BGCO Basic Call FlowДокумент4 страницыDay 7.5 - BGCO Basic Call FlowStephanie ParkОценок пока нет
- Mobile Telephone History PhilippinesДокумент29 страницMobile Telephone History PhilippinesKyou Chan100% (1)
- Action Technological PlanДокумент22 страницыAction Technological PlanMarvin AbaoОценок пока нет
- Castro Franklin ResumeДокумент2 страницыCastro Franklin ResumeFrank CastroОценок пока нет
- E Commerce An Indian Perspective by P T Joseph 8120327888 PDFДокумент5 страницE Commerce An Indian Perspective by P T Joseph 8120327888 PDFrishikesh kumarОценок пока нет
- Lab 3 X Term.Документ9 страницLab 3 X Term.LINDER ARCE INGAОценок пока нет
- Ec-1 Unit 3Документ24 страницыEc-1 Unit 3Mohammed OvaizОценок пока нет
- 12c Risorans SetupДокумент18 страниц12c Risorans Setupsteepa22Оценок пока нет
- CPA System REST API Specification 3.5.7Документ121 страницаCPA System REST API Specification 3.5.7demuziovarioxf.syw.240.0Оценок пока нет
- Certification SmaДокумент12 страницCertification Smafadi lamoОценок пока нет
- A Framework For Web Based Student Record Management System Using PHPДокумент5 страницA Framework For Web Based Student Record Management System Using PHPDrey Drey IIОценок пока нет