Академический Документы
Профессиональный Документы
Культура Документы
Gestion de La Produccion y Operaciones
Загружено:
Juan Antonio Hernández CéspedesАвторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Gestion de La Produccion y Operaciones
Загружено:
Juan Antonio Hernández CéspedesАвторское право:
Доступные форматы
Gestin de la Produccin y Operaciones Naim Caba Villalobos Oswaldo Chamorro Altahona Toms Jos Fontalvo Herrera
Gestin de la produccin y Operaciones Naim Caba Villalobos Oswaldo Chamorro Altahona Toms Jos Fontalvo Herrera
Gestin de la produccin y Operaciones Naim Caba Villalobos Oswaldo Chamorro Altahona Toms Jos Fontalvo Herrera
V Tabla de contenido Tabla de Contenido Captulo 1 Sistema de Planeacin y Control de la Produccin y las Operaciones __________________ ________________________ 1 1.1 Qu es la Produccin y la Administracin de Operaciones? ______ 3 1.2 Historia Evolutiva de la Administracin de Operaciones__________ 5 1.3 Enfoque Sistmico de la Administracin de Operaciones. _______ 12 1.4 Tipos de Transf ormacin / Procedimientos.___________________ 14 1.5 Las decisiones en operaciones y tipos de decisiones___________ 16 1.6 Factores determinantes en diseo o diagnstico de un Sistema Productivo Operativo__________________________________ 20 1.7 Func iones del Sistema Productivo Operativo. _______________ 23 1.8 El Ciclo Productiv o-Operativo. _____________________________ 27 1.9 Organizacin de las Operaciones _ _________________________ 28 Captulo 2 Desarrollo y Diseo del Producto______________ ______________ 30 2.1 Marco de Desarrollo _____________________________________ 3 1 2.2 El ciclo de vida de los productos. Importancia de las decisiones en ciclo de vida de los productos. ____________________________ 33 2.3 Estrategias para la i ntroduccin de nuevos productos___________ 36 2.4 El proceso de desarrollo de nuevo s productos ________________ 38 2.5 Caractersticas Tcnicas del Producto____________ ___________ 43 2.6 Anlisis del Valor_______________________________________ 46 2.7 Anl isis econmico del producto___________________________ 52 2.7.1 Anlisis del Punto de Equilibrio lineal _________________________ 53 2.7.2 Problemas de aplicacin del Punto de Equilibrio________________ 55 2.7.3 Anlisis del Punto de Equilibrio de p roductos Mltiples.
Tabla de contenido VI Concepto de equivalencia. ________________________________ ____ 60 2.7.4. Ejercicios de aplicacin diagrama Beneficio/Volumen Multiproducto _________ _______________________________________ 65 2.7.5 Anlisis econmico de un nuevo prod ucto ______________________ 66 2.7.6 Ejercicios de aplicacin anlisis econmico de un nuevo producto ______________________________________________________ 69 Captulo 3 Planeacin y Diseo de Procesos ___________________________ 72 3.1 Factores principa les que afectan las decisiones de diseo de los procesos._________________________ ____________________ 74 3.2 Tipos de diseos de procesos.__________________________ ___ 78 3.3 Organizacin y tecnologa de procesos ______________________ 80 3.4 diseo de procesos en empresas de servicio. _________________ 82 Captulo 4 Pronstico y estima cin de ventas __________________________ 86 4.1 Qu es pronosticar?__________________ __________________ 87 4.2 Horizontes de tiempo en los pronsticos _________________ ____ 87 4.3 Enfoques para pronosticar _______________________________ 88 4.4 Repas o de los mtodos cualitativos ________________________ 89 4.4.1. Jurado de opinin ejecutiva o consenso del comit ejecutivo _________ 89 4.4. 2. Mtodo DELPHIS___________________________________________ 89 4.4.3. Estructura de la fuerza de ventas_______________________________ 90 4.4.4. Encuesta a los c lientes ______________________________________ 91 4.5 Repaso de los mtodos cuantitativos _______________________ 92 4.5.1 Pasos para determinar un sistema de pronstico __________________ 92 4.5.2 P ronsticos de series de tiempo ________________________________ 93 4.5.3 Descompos icin de una serie de tiempo _________________________ 93 4.5.4 Pronsticos de serie de Tiempo________________________________ 95 4.5.4.1 Promedio Simplista _______ ______________________________________ 95 4.5.4. 2 Promedios Mviles _____________ _______________________________ 96
VII Tabla de contenido 4.5.4.3 Promedios mviles ponderados ______________________ ___________ 97 4.5.4.4 Suavizacin Exponencial ___________________________________ ___ 100 4.5.5.5 Proyecciones con tendencia. ___________________________________ 104 4.5.5 Mtodo de pronstico causal- anlisis de regresin ________________ 113 4.5.6 Ejercicios de repaso y pronsticos de estimacin de ventas _________ 116 Captulo 5 Planeacin _____________________________________________ 126 5.1 Significad o de Planeacin _______________________________ 127 5.2 Objetivos de la Planeacin___ ____________________________ 127 5.3 Jerarqua de la Planeacin_____________________ __________ 5.3.1 Planeacin a corto plazo _______________________________ 5.3.2 Pl aneacin a mediano plazo ____________________________ 5.3.3 Planeacin a largo plazo : ______________________________ 5.4 Planeacin Agregada _________________________ _________ 5.4.1 Informacin necesaria _________________________________ 5.4.2 Resu ltados de la Planeacin Agregada ___________________ 5.4.3 Mtodos grficos o prueba y error _______________________ 5.4.4 Estrategias bsicas y puras de la Planeacin Ag regada ______ 5.4.5 Mtodo de Transporte de Programacin Lineal _____________ 5.4.6 Aplicacin de la planeacin Agregada. Ejercicios Propuestos __ 5.5 PMP- Programacin M aestra de Produccin _________________ 5.5.1 Disgregacin __________________________ ______________ 5.5.2 Objetivos del PMP____________________________________ 5.5.3 Funciones del PMP ___________________________________ 5.5.4 Lineamientos de la Programacin Maestra de Produccin ____ 5.5.5 Horizontes del PMP____________________ _______________ 5.5.6 Mtodo de Programacin Maestra _______________________ 5.5.7 A plicaciones del PMP _________________________________ 5.6 PRM-Planeacin de Requer imiento de Materiales ____________ 5.6.1 Objetivos del PRM______________________ ______________ 5.6.2 Terminologa ________________________________________ 5.6.3 E ntradas y salidas del PRM ___________________________ 5.6.5 Lgica del PRM _______ _______________________________ 127 128 128 128 129 131 131 131 136 147 150 158 158 159 159 160 160 161 163 166 166 166 168 172
Tabla de contenido VIII 5.6.6 Aplicaciones del PRM. ________________________________ 178 5.7 Planeacin de Requerimiento de Capacidad _________________ 183 5.7.1 Anlisis de capacidad ____ _____________________________ 183 5.7.2 Definiciones y modelos matemticos _______ _____________ 185 5.7.3 Diseo y capacidad del sistema ________________________ 18 9 5.7.4 Entradas y Salidas del PRC ___________________________ 194 5.7.5 Activid ades de PRC: Cargas infinitas y finitas _____________ 197 5.7.6 Un ejemplo de ap licacin del PRC y otros ejercicios de aplicacin para cargas infinitas y finitas __ ________________________ 198 Captulo 6 Programacin y Control de las Actividades de Produccin _____ 201 6.1 Priorid ad y Control de la Capacidad________________________ 202 6.2 Objetivos del CAP y Datos Requeridos _____________________ 205 6.3 Estrategias y Lineamientos de Prog ramacin ________________ 207 6.4 Programacin hacia adelante vs Programacin hacia atrs . ____ 210 6.5 Cartas y Grficas de Programacin ________________________ 211 6.6 Reg las de Decisin de Prioridad __________________________ 6.6.1 Reglas de prioridad: n trabajos, un centro de trabajo _________ 6.6.2 Regla de Johnson, n Trabajos, dos centros de trabajo_______ 6.6.3 Regla de Johnson: n Trabajos, tres centros d e trabajo_______ 6.6.4 Regla prioridad Dinmica: la razn crtica (RC). _____________ 6.6.5 Herramienta de propsito general aplicada a la Programacin El Mtodo de Asignac in ________________ 6.7. Aplicacin para la programacin y control de las actividades de produccin ______________________________________ 225 212 212 216 218 219 221 Bibliografa ______________________________________________ 231
Prlogo IX Prlogo Este libro tiene como propsito preparar a los estudiantes a enfrentar con xito los desafos que exigen el manejo de las operaciones en empresas manufactureras y de servicios, capacitndolos a conducir y administrar actividades de diseo, planificac in y control. El texto est dirigido a los niveles medio y superiores para los prog ramas de Administracin de Empresas, Ingeniera Industrial y profesiones afines. Aba rca tres importantes temas como son la planificacin de la produccin, la programacin y el control. Los seis captulos de que consta el libro, se pueden estudiar en un semestre, suponiendo que se satisfacen los requisitos mnimos. Cada captulo del li bro cuenta con ejemplos ilustrativos y plantea problemas que el estudiante debe estar en capacidad de resolver utilizando la exposicin terica, para que as valore e xpresados y vea su aplicacin inmediata. En este libro se hace uso del anlisis cuan titativo y cualitativo; los conceptos cuantitativo, porque muchas de sus herramientas y tcnicas disponible son cuantita tivas y deben considerarse as; y cualitativo, porque los administradores eficaces toman los resultado de los anlisis cuantitativos como punto de partida para la t oma de decisiones y no como un sustituto.
Captulo 1 Sistema de Planeacin y Control de la Produccin y las Operaciones
2 Sistema de Planeacin y Control de la Produccin y las Operaciones El trmino Administracin de Operaciones est relacionado directamente con la produccin de bienes y servicios. En la mayor parte de los casos el origen o razn de ser de cualquier bien o servicio surge por las necesidades del hombre. Para producir e sos bienes o prestar los servicios se requiere de una inversin de capital para ad quirir los insumos, maquinarias, tecnologa y la parte ms importante que es el tale nto humano. De esta manera se conforman las empresas, dentro de la sociedad comu nitaria, para satisfacer las necesidades. Teniendo en cuenta lo expresado anteri ormente podemos establecer cuatro objetivos bsicos de la Administracin de Operacio nes: 1. Servir y satisfacer las necesidades del cliente (externo) 2. Dar bienest ar a los empleados(cliente interno) 3. Producir rendimiento a los inversionistas de la empresa 4. Cumplir su responsabilidad ante la comunidad. Numerosos enfoqu es han sido desarrollados para explicar la funcin de los administradores de opera ciones. Los tres ms predominantes son: 1. Enfoque funcional es el enfoque tradici onal o clsico y est fundamentado en que los administradores planean, organizan, di rigen y controlan las actividades de una organizacin. 2. Enfoque conductista que est fundamentado relaciones humanas, da importancia a las en las relaciones interpersonales y del comportamiento de la organizacin. Bajo este esquema o enfoq ue, los administradores trabajan a
Sistema de Planeacin y Control de la Produccin y las Operaciones 3 travs de otras personas para dirigir las actividades de una organizacin. 3. Enfoqu e de toma de decisiones, conocido tambin cono enfoque de sistemas, est fundamentad o en el uso de datos y tcnicas cuantitativas para la adopcin de decisiones que fac iliten el logro de los objetivos. Los administradores de operaciones son princip almente tomadores de decisiones dentro de un sistema de produccin o de operacin. M uchos tratadistas de la materia sostienen que la Administracin de Operaciones req uiere Misin y Estrategia. Para lo cual la misin de una organizacin se define como s u propsito, aquello que contribuir a la sociedad. Este propsito es la razn de ser de las organizaciones, esa es, su misin. Una misin se debe establecer a la luz de am enazas y oportunidades en el entorno, y en las fuerzas y debilidades al interior de la organizacin. La misin es el concepto sobre el que la empresa sobrevive y es tablece la razn de existencia de la organizacin. El desarrollo de una buena estrat egia es complejo, pero es sencilla si la misin ha sido bien definida. 1.1 Qu es la Produccin y la Administracin de Operaciones? El Concepto de Produccin: L a produccin consiste en una secuencia de operaciones que transforman los material es haciendo que pasen de una forma dada a otra que se desea obtener. Tambin se en tiende por produccin la adicin de valor a un bien o servicio, por efectos de una t ransformacin. Producir es extraer,
4 Sistema de Planeacin y Control de la Produccin y las Operaciones modificar los bienes con el objeto de volverlos aptos para satisfacer las necesi dades. Pueden citarse como ejemplos de produccin: la explotacin de un pozo petrole ro, el ensamble de un automvil, etc. El Concepto de Administracin de Operaciones: Muchas y variadas son las definicion es de la administracin de operaciones; sin embargo, una forma sencilla de hacerlo es definirla como el arte de combinar los recursos de una organizacin para elabo rar productos o prestar servicios. Considerando el concepto ampliamente, la admi nistracin de operaciones est relacionada con la produccin de bienes y servicios. Di ariamente tenemos contacto con una gama de bienes y servicios, los cuales se pro ducen bajo la supervisin administradores de operaciones. A nivel superficial pare ce que las operaciones de servicios tienen poco que ver con la manufactura, sin embargo, una caracterstica de estas operaciones es que ambas se pueden considerar como procesos de transformacin. En la manufactura los insumos de materia prima, energa, mano de obra y capital, se transforman en productos terminados. En las op eraciones de servicio los mismos insumos se transforman en productos de servicio . El manejar los procesos de transformacin de manera eficiente y efectiva es la t area del gerente de operaciones. Podemos decir, sin equivocarnos que: de
Sistema de Planeacin y Control de la Produccin y las Operaciones 5 Los administradores de operaciones son los responsables por la produccin de biene s y servicios en las organizaciones. Los administradores de operaciones toman de cisiones en la funcin de operaciones y los sistemas de transformacin que se utiliz an. Con base en las anteriores premisas podemos definir que: "La administracin de operaciones es el estudio de la toma de decisiones en la funcin de operaciones." 1.2 Historia Evolutiva de la Administracin de Operaciones Podramos afirmar que la Administracin de Operaciones ha existido desde que el hombre ha producido sus bienes y servicios para satisfacer sus nece sidades. Aunque el origen de las operaciones puede buscarse en las civilizacione s antiguas y primarias, la mayor parte de esta historia evolutiva se refiere prct icamente a los ltimos 250 aos. La historia se presenta de acuerdo con las contribu ciones ms importantes o impulsos primordiales y no en trminos estrictamente cronolg ico. Con esta base, existen diversas reas importantes que han contribuido al desa rrollo evolutivo de la administracin de la produccin y de las operaciones. La Revo lucin Industrial. En el siglo XVIII en Inglaterra ocurri un desarrollo llamado Rev olucin Industrial. Este avance comprendi dos aspectos principales: la sustitucin ge neralizada de la fuerza humana, animal e hidrulica por mquinas; eso origina el seg undo aspecto como fue el establecimiento del sistema de fbrica. La mquina a vapor inventada por James Watt en
6 Sistema de Planeacin y Control de la Produccin y las Operaciones 1764, proporcion la potencia mecnica necesaria para las fbricas de ese entonces, de igual manera con este invento se dieron otros hechos paralelos como la concentr acin de trabajadores en fbricas, crendose la necesidad de organizarlos en la forma mas lgica y adecuada para la realizacin de cada tarea. La Revolucin Industrial se d ifundi en Inglaterra y a otras naciones europeas y a los Estados Unidos. Esta se aceler ms a finales del siglo XVIII con el desarrollo del motor a gasolina y el elc trico. Fue as, como al inicio de este siglo cuando se comenzaron a desarrollar co n propiedad los conceptos de produccin en masa, aunque su auge solo se dio hasta la Primera Guerra Mundial, cuando la industria en Norteamrica se vio sometida a l as fuertes demandas de produccin. La era de la mercadotecnia de masas dio nfasis a la automatizacin y la produccin en grandes volmenes. Divisin del trabajo Con la publicacin en 1776 de la obra La Riqueza de la Naciones por Adam Smith, en donde coloca en un sitial de importancia la Divisin del trabajo, tambin conocida como la especializacin de las tareas, que consisti bsicamente en la divisin de la el aboracin de los productos en pequeas tareas especializadas asignadas a los trabaja dores a travs de las lneas de produccin. Smith hizo notar que la especializacin del trabajador incrementa la produccin en tres factores: 1) Incremento de la destreza del trabajador; 2) Evita el tiempo perdido debido al cambio de trabajo; 3) Inve ncin de mquinas y herramientas de acuerdo a las necesidades y especializacin del ho mbre.
Sistema de Planeacin y Control de la Produccin y las Operaciones 7 Despus Charles Babbage extendi esas ideas en una fbrica de alfileres. Hizo notar qu e las escalas de salarios deban establecerse en funcin de la especializacin, de las habilidades necesarias para cada operacin, del grado de dificultad de ejecucin y de la escasez de mano de obra (1832). La Estandarizacin de partes intercambiables Eli Whitney un inventor estadounidense en 1.790 desarroll el principio de de part es intercambiables en la produccin de rifles para el gobierno de los Estados Unid os. Antes de su tiempo, las partes de los mosquetes e incluso las municiones, se adaptaban de a cada mosquete individual. En 1913 Henry Ford, combin las enseanzas Taylor con los conceptos de Especializacin del trabajo y partes intercambiables para disear la primera lnea de montaje mvil: as la productividad directa del trabajo aument vertiginosamente logrndose tasas de produccin no obtenidas con anterioridad . La idea de partes intercambiales es hoy muy comn en nuestros das y casi no detal lamos su importancia. Administracin cientfica Un pequeo grupo de ingenieros, hombres de negocio, asesores, educadores e investi gadores desarrollaron los mtodos y pensamientos llamados como la administracin cie ntfica. En 1911 los estudios realizados por Frederick Taylor sobre los mtodos de t rabajo y sus puntos de vista acerca de los papeles y la responsabilidad de traba jadores y administradores revolucionaron la Administracin de Operaciones. Muchas de sus ideas y tcnicas todava se ponen en prctica.
8 Sistema de Planeacin y Control de la Produccin y las Operaciones Esta escuela del pensamiento busca descubrir el mejor mtodo para trabajar utiliza ndo el siguiente enfoque cientfico: 1) observacin de los mtodos de trabajo actuales ; 2) desarrollo de un mtodo mejorado a travs de la medicin y el anlisis cientfico; 3) capacitacin de los trabajadores en el nuevo mtodo; 4) retroalimentacin constante y administracin del proceso de trabajo. Las teoras y tcnicas empleadas por Taylor la s refinaron Frank y Lilian Gilbreth durante la primera dcada del pasado siglo. Es te mtodo ha recibido ataques de los sindicatos, trabajadores y acadmicos. Sin emba rgo estos principios, ideas y tcnicas todava se ponen en prctica si se considera la interaccin entre los ambientes de trabajo social y tcnico. Movimiento de las relaciones humanas. A pesar de los esfuerzos continuos de cientficos y administradores para mejorar s u capacidad de disear productos y cargos, las diferencias entre las teoras y la pr oduccin real del trabajo permanecan muy distantes. En la dcada de los aos veinte y t reinta Elton Mayo y F.J. Roethlisberger llevaron a cabo una serie de estudios en una planta de la Western Electric en Howthorne. Los resultados mostraron que lo s factores sicolgicos eran tan importantes para determinar el ritmo de desempeo de l trabajo como el diseo cientfico del cargo, donde se realizaron los estudios de H owthorne. En estos estudios se indic que la motivacin de los trabajadores, junto c on el ambiente de trabajo fsico y tcnico, forma un elemento crucial para mejorar l a productividad. Con esto se moder la escuela de la administracin cientfica. La esc uela del pensamiento de las relaciones humanas tambin ha enriquecido al trabajo, considerado como el mtodo que tiene un gran potencial para "humanizar el lugar de trabajo" as como para incrementar la productividad.
Sistema de Planeacin y Control de la Produccin y las Operaciones 9 Desarrollo de los modelos de toma de decisiones: Las dos guerras mundiales dejaron nuevas tecnologas, productos y mercados. Ante e l aumento del tamao y la complejidad de las fbricas fue necesario introducir instr umentos sofisticados de toma de decisiones. As naci un nuevo campo, la Investigacin de Operaciones en la que se utilizan los modelos de toma de decisiones para rep resentar un sistema productivo en trminos matemticos. Un modelo de toma de decisio nes se expresa en trminos de medidas del desempeo, limitantes y variables de decis in. Su propsito es encontrar los valores ptimos o satisfactorios para las variables de decisin que puedan mejorar el desempeo del sistema dentro de las restricciones aplicables. Estos modelos pueden ayudar a guiar la toma de decisiones de la ger encia. Un primer uso de este enfoque fue en el modelo del lote econmico para la a dministracin de inventarios, desarrollado en 1915 por Ford W. Harris. En 1931, Wa lter Shewhart desarroll el modelo de decisin cuantitativa para utilizarse en los t rabajos de control estadstico de calidad. En 1947, George Dantzig introdujo la pr ogramacin lineal, instrumento de administracin para asignar recursos. Uno de estos de modelos de Dantzig, fue el mtodo Simplex. Por otro lado, la necesidad de incr ementar la productividad condujo a establecer un nuevo campo, la ergonoma o ingen iera de factores humanos, la cual destaca la necesidad de disear equipos que concu erden con las necesidades y la capacidad del usuario. Impacto del Computador (ya Babbage lo haba descrito por primera vez cien aos La dcada de los aos cincuenta fue testigo del desarrollo del computador
10 Sistema de Planeacin y Control de la Produccin y las Operaciones antes) y fue el comienzo de la era tecnolgica en la informacin. Poco despus de la i nvencin del computador digital, Shockley descubri el transistor, lo que permiti pro cesar datos e informacin con menores costos. El grandioso incremento de la capaci dad de procesar datos contribuy al desarrollo de instrumentos y tcnicas como la Pl aneacin de Requerimiento de Materiales (MRP) y el Mtodo de la Ruta Critica (CPM). El uso de las computadoras cambi dramticamente el campo de la administracin de oper aciones desde que entraron a las empresas en la dcada de los cincuenta. La mayora de las operaciones en manufactura inventarios, aplicaciones. emplean computadora s de para la administracin de de programacin produccin, control calidad, manufactura ayudada por computadora, sistemas de costo y otras La era de produccin flexible Contrario a lo ocurrido en Estados Unidos, el ambiente competitivo, social y eco nmico de Japn y otros pases europeos despus de la Segunda Guerra Mundial no era del todo propicio adoptar la produccin en serie. En su lugar, los japoneses desarroll aron una alternativa que implicaba utilizar equipos de varios trabajadores calif icados y provistos de herramientas automticas flexibles para fabricar pequeos volme nes de gran variedad de productos. El mejoramiento continuo de los productos y l os procesos garantizaba una calidad y precios razonables.
Sistema de Planeacin y Control de la Produccin y las Operaciones 11 En respuesta al xito de los japoneses, las empresas de Estados Unidos alejaron su enfoque de la produccin en serie. La tcnica de utilizar equipos impulsados por So ftware permite que los procesos de produccin sean ms flexibles comparados con los p ocas anteriores. Por otro lado, es muy importante considerar el aporte de la rei ngeniera de procesos, la cual est basada en el replanteo y cambio de modo radical la manera de organizar los procesos de negocios, y conduce a lograr mejoramiento s sustanciales en la productividad. Cuando se aplica la reingeniera de procesos, los procesos de negocios se disean desde el principio, se moderniza el proceso, s e eliminan actividades que no agregan valor, cada trabajador desempea una gran ca ntidad de tareas y las reas funcionales trabajan ms unidas entre s. Otro desarrollo significativo en la Administracin de la Produccin y las Operaciones es la crecien te importancia del sector servicio. De hecho las empresas tambin desarrollan herr amientas y conceptos especficos para el sector de servicios. El conocimiento es h oy por hoy el principal insumo en el proceso de transformacin de las empresas, ta nto del sector servicio como el de manufactura. Hoy tenemos los llamados SIM Sist emas Inteligentes de Manufactura, que pueden emplearse de manera de rutinaria pa ra recolectar, almacenar y difundir el conocimiento. Un SIM es una combinacin de tecnologas de informacin, sistemas de datos/informacin distribuidos estadsticamente y personas que toman decisiones. El segmento computarizado puede manejar el proc eso de
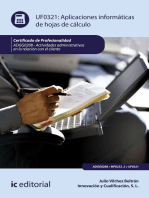
12 Sistema de Planeacin y Control de la Produccin y las Operaciones transformacin dentro de los lmites predeterminados; cuando se sobrepasan dichos li mites, interviene el elemento humano en la toma de decisiones. La Administracin d e la Produccin y las Operaciones se operaciones en una de las reas ms interesantes de una empresa. 1.3 Enfoque Sistmico de la Administracin de Operaciones. La manufa ctura puede ser considerada mediante el enfoque sistmico tal como se puede observ ar en la Figura 1-1. En las entradas se tienen recursos tales como materiales, e nerga, mquinas, instalaciones, capital, conocimiento e informacin y por supuesto el hombre que representa la mano de obra. As mismo las salidas del sistema son un c onjunto de bienes fsicos y servicios. Figura 1-1 ha transformado y contina hacindolo. Convirtindose la produccin y las
Sistema de Planeacin y Control de la Produccin y las Operaciones 13 Como entrada al sistema se encuentran los recursos (insumos) que a travs del proc eso de transformacin y la tecnologa se convierten en bienes y/o servicios. Si se c ambia la tecnologa se altera la manera como se utiliza un insumo con relacin a otr o y tambin pueden cambiar, los productos resultantes. La figura muestra tambin la funcin de control que se utiliza para retroalimentar y controlar la tecnologa e in sumos del proceso. Los sistemas de transformacin se encuentran en interaccin const ante con su medio ambiente. Existen dos tipos de ambiente que se deben considera r. Primero, las dems funciones empresariales y la direccin, que se encuentran dent ro de la empresa pero fuera de las operaciones, podran cambiar las polticas, recur sos, pronsticos, suposiciones, objetivos o limitantes. Como resultado, el sistema de transformacin debe adaptarse para que se ajuste al nuevo ambiente interno. Se gundo, el ambiente fuera de la empresa podra cambiar en trminos de condiciones leg ales, polticas, sociales o econmicas, ocasionando as el cambio correspondiente en l os insumos, productos o sistemas de transformacin de las operaciones. El cambio c onstante en el ambiente de las operaciones parece ser la regla ms que la excepcin. La Administracin de operaciones implica un monitoreo continuo del sistema y su m edio ambiente. El papel del gerente de operaciones es la supervisin constante del sistema de transformacin y su medio ambiente para poder planear, controlar y mej orar el sistema.
14 Sistema de Planeacin y Control de la Produccin y las Operaciones 1.4 Tipos de Transformacin / Procedimientos. Dado l nmero y la diversidad de los pr ocedimientos industriales y de servicio, slo pueden establecerse clasificaciones generales. Dichas clasificaciones pueden hacerse segn el grado de intervencin del agente humano, la continuidad del proceso de produccin o la naturaleza del proced imiento. En la clasificacin segn el grado de intervencin del elemento humano se pue den observar tres categoras de procedimientos: a) Manual: las operaciones son tot almente ejecutadas manualmente por personas. b) Mecnica o semiautomtica: las opera ciones son compartidas y desarrolladas entre personas y mquinas. c) Automtica: la participacin del elemento humano se limita a la supervisin, el empleo de las mquina s de control numrico - CN es un ejemplo de procedimiento automtico. Estas mquinas s on controladas por computadoras. En la clasificacin segn la continuidad del proces o de produccin se distinguen tres categoras de procedimientos: a) Continua: el pro ceso no se interrumpe a lo largo del ao; si dan interrupciones, estas sern por rep araciones o para mantenimiento mayor. Ejemplo: refinacin de petrleo, fbricas de fun diciones y aleaciones, tratamientos de aguas en acueductos, etc. b) En serie: el procedimiento se utiliza para la produccin en masa a intervalos de tiempo irregu lares. Ejemplo: fabricacin de productos alimenticios, de automviles, de electrodoms ticos, etc.
Sistema de Planeacin y Control de la Produccin y las Operaciones 15 c) Intermitente: el procedimiento se utiliza para cantidades limitadas e interva los de tiempo regulares. Ejemplo: produccin por pedido en talleres, industria de la aeronutica, industria de la construccin, etc. En la clasificacin segn la naturale za del procedimiento se distinguen dos grandes categoras: industriales y de servi cio. Procedimientos Industriales: a) Integracin: se trata de integrar o mezclar varios componentes para la obtencin de un producto nuevo. Ejemplo: cocinar mezclando lo s ingredientes, mezclar cemento y obtener concreto, ensamble de automviles, etc. b) Desintegracin: En este caso se trata de fraccionar el insumo en varios product os. Ejemplo: refinacin de petrleo, tratamiento y filtracin y tratamiento de aguas, corte y aserrado de un tronco de rbol, etc. c) Modificacin: Se distinguen dos tipo s de modificacin: en el primero ningn cambio evidente se percibe en el objeto, per o ciertas operaciones si modifican algn detalle de l, como se da en la reparacin de l motor de un automvil; en el otro tipo, la modificacin se traduce en un cambio en la forma que no altera la naturaleza del objeto. Procedimientos de servicio: el nmero y la diversidad de los procedimientos de servicio son infinitos y se carac terizan primordialmente porque no pueden ser inventariados, ya que estos procedi mientos varan segn la necesidad, el tipo de organizacin, sus objetivos y la misma f ormacin de los administradores. Por ejemplo, el tratamiento de un enfermo vara segn la enfermedad; los procedimientos contables varan segn el tipo de organizacin y lo s informes deseados. Sin embargo, se
16 Sistema de Planeacin y Control de la Produccin y las Operaciones pueden agrupar en tres categoras: procedimientos de integracin, de modificacin y de anlisis y sntesis. 1.5 Las decisiones en operaciones y tipos de decisiones Como l a Administracin de operaciones se relaciona con la toma de decisiones para los si stemas de transformacin y la funcin de operaciones, es necesaria una estructura qu e establezca categoras y defina las decisiones en operaciones. Podran darse varias , pero la estructura primaria ms utilizada es de tipo funcional para agrupar las decisiones. Con esta estructura se agrupan en conjunto las reas con responsabilid ades de decisin similares, tales como las relacionadas con las instalaciones o lo s inventarios. La estructura de decisiones se conforma de manera bastante simila r a la asignacin de responsabilidades gerenciales dentro de una organizacin de ope raciones. Se puede proponer una estructura terica con reas de toma de decisiones, respecto a las operaciones que sea capaz de clasificarlas de acuerdo con su func in o su propsito. En la estructura propuesta, las operaciones tienen la responsabi lidad de cinco importantes reas de decisin: proceso, capacidad, inventario, fuerza de trabajo y calidad. Estas reas de decisiones se encuentran en la mayora de las operaciones, si es que no en todas. Estas decisiones en general muestran el orde namiento en el tiempo que se dan y son coherentes a los lineamientos del negocio dados en las polticas corporativas. As mismo algunas se dan y otras no dependiend o del cumplimiento o no de la misin visin.
Sistema de Planeacin y Control de la Produccin y las Operaciones 17 Decisiones a largo plazo: Se debe decidir sobre qu nuevos productos se desarrolla rn por cuanto su investigacin exige grandes esfuerzos y recursos. De un excelente plan de penetracin de mercados se desprendern los planes del rea de I&D. Las decisi ones de esta categora definen el proceso fsico o instalacin que se utiliza para pro ducir el producto o servicio. Las decisiones se relacionan la definicin el tipo d e equipo y tecnologa, el flujo del proceso, la distribucin de planta as como todos los dems aspectos de las instalaciones fsicas o de servicios. Por eso resulta nece sario que el proceso fsico se disee con relacin a la posicin estratgica de largo plaz o de la empresa. De otro lado, las decisiones sobre la capacidad se dirigen al s uministro de la cantidad correcta de capacidad, en el lugar correcto y en el mom ento exacto. La capacidad a largo plazo la determina el tamao de las instalacione s fsicas que se construyen. Las decisiones sobre inventarios en operaciones deter minan lo que se debe ordenar, qu tanto pedir y cuando solicitarlo. Los sistemas d e control de inventarios se utilizan para administrar los materiales desde su co mpra a travs de los inventarios de materias primas, de productos en proceso y de productos terminados. Estas decisiones se dan a largo plazo siempre y cuando se tenga asegurada una demanda y dependiendo de que tan perecederos sean los produc tos. En este caso, los gerentes de inventarios deciden cunto gastar en inventario s, dnde colocar los materiales y administrar el flujo de materiales dentro de la empresa.
18 Sistema de Planeacin y Control de la Produccin y las Operaciones La administracin de gente es el rea de decisin ms importante en operaciones, debido a que nada se hace sin la gente que elabora el producto o proporciona el servici o. Las decisiones sobre fuerza de trabajo incluyen la seleccin, contratacin, despi do, capacitacin, supervisin y compensacin. Estas decisiones las toma el gerente de lnea en operaciones, con frecuencia con la asistencia de la oficina de personal o de talento humano. Administrar la fuerza de trabajo de manera productiva y huma na, es una tarea clave para la funcin de operaciones hoy en da. Estas decisiones s e dan para largo plazo siempre y cuando la empresa maneje una estrategia de esta bilidad del elemento humano preservando los principios de especializacin y produc tividad conducentes a la calidad de sus productos. La funcin de operaciones es ca si siempre responsable de la calidad de los bienes y servicios producidos. La ca lidad es una importante responsabilidad de las operaciones que requiere el apoyo total de la organizacin. Las decisiones sobre calidad deben asegurar que la cali dad se mantenga en el producto en todas las etapas de las operaciones: se deben establecer estndares, disear equipos, capacitar gente e inspeccionar el proceso y finalmente el producto o servicio para obtener un resultado de calidad. Decision es a mediano plazo En lo que respecta a la manufactura y la parte operativa, est a rea debe fijar sus planes de inversin en cuanto a la capacidad productiva y sus lineamientos a seguir tanto en cantidad y calidad de su fuerza laboral; estos pl anes al igual que los generados para compras globales deben cumplir los requerim ientos econmicos dados por las finanzas de la empresa.
Sistema de Planeacin y Control de la Produccin y las Operaciones 19 Adems se analizan bajo tcnicas matemticas que permitan los equilibrios entre esfuer zos y dinero de inversin en activos como lo son los inventarios. Estos planes de mediano plazo, tambin tendrn en cuenta los niveles de servicio a los clientes para entregar calidad y oportunidad a los menores costos posibles. De esto se conclu ye la interaccin que debe existir entre produccin/operaciones y las reas restantes del sistema empresarial. A nivel de la produccin y las operaciones se darn decisio nes mediano plazo a en la determinacin de procesos que tengan una respuesta hacia demandas a mediano plazo (de un ao a dos aos), de igual manera, se pueden derivar decisiones de capacidad en este rango de tiempo, as por ejemplo, se podra ampliar la capacidad a mediano plazo arrendando equipos, aumentando turn os de trabajo, utilizando personal adicional, o subcontratando productos a la co mpetencia. En lo que respecta a las decisiones de inventario a mediano plazo, se podra subcontratar bodegas temporales, utilizar diversas fuentes de abastecimien to, eso si, atendiendo permanente y adecuadamente el flujo de produccin. Las deci siones de fuerza laboral a mediano plazo dependern en cierta forma de las decisio nes de capacidad que se tomen. As mismo, las decisiones de capacidad a mediano pl azo estn inmersas en cualquier decisin antes tomada.
20 Sistema de Planeacin y Control de la Produccin y las Operaciones Decisiones a corto plazo. Ms que actividades de planeacin se deben asumir como tar eas de programacin; es decir, de naturaleza ms especfica y con mayor nivel de conoc imiento (certidumbre); generalmente son peridicas y sus decisiones suelen soporta rse por sistemas de apoyo. Para la produccin y las operaciones es importante eleg ir las actividades y ajustar los niveles de capacidad temporal a fin de satisfac er los requerimientos de los perodos productivos. En algunas oportunidades se cor rigen las fechas comprometidas para los paros planeados de las instalaciones tal es como los paros por mantenimiento preventivo y en otras se nivelan los turnos de acuerdo a la capacidad requerida. Tambin se analizan los programas de entrega de materiales por parte de los proveedores a fin de ajustar a las necesidades de produccin, en este momento nuevamente se deben respetar los convenios y acuerdos dados en los planes a mediano plazo. Todas estas decisiones se basan en distint as tcnicas y dependiendo del grado de certidumbre y temporalidad de las mismas, t an solo a fin de mencionar algunas de ellas y las metodologas en que la gerencia se puede apoyar. 1.6 Factores determinantes en diseo o diagnstico de un Sistema Productivo Operativ o En el diseo o diagnstico de un sistema productivo - operativo de una organizacin se deben tener en cuenta tres aspectos bsicos. 1. El tipo de actividad econmica
Sistema de Planeacin y Control de la Produccin y las Operaciones 21 2. El tamao de la empresa 3. El tipo de produccin Tipo de actividad econmica: Es co nveniente ubicar la empresa en cuestin en el sector de la economa a que pertenece y a la vez en su respectivo subsector o ramo de especializacin, esto con el fin d e tomar el mejor modelo para tomar lo mejor de l. Los tres sectores econmicos en l os cuales ubicar la empresa son: Primario: cuyas empresas desarrollan actividade s o tienen relacin directa con la explotacin de los recursos naturales: agricultur a, minera, ganadera, etc. Secundario: empresas que desarrollan actividades que uti lizan recursos provenientes del sector primario, empresas manufactureras e indus triales y sus distintos ramos. Terciario: empresas que desarrollan actividades q ue generan servicios: tales como la educacin, el transporte, las comunicaciones, la recreacin, la banca, hoteles entre otros. Tamao de la empresa: Es conveniente conocer la magnitud o tamao de la empresa a di sear o diagnosticar, el cual est orientado al tamao en nmero de integrantes u operad ores en el rea productiva o de servicio. Una gua para clasificar en tamao las empre sas podra adoptarse la clasificacin segn se da en la Ley MIPYME 901 del 2.004 Micro empresa hasta 10 empleados, 500 S.M.L.V. en activos totales.
22 Sistema de Planeacin y Control de la Produccin y las Operaciones Pequea Empresa de 11 hasta 50 empleados, 501 a 5.000 S.M.L.V. en activos totales. Mediana Empresa de 51 hasta 200 empleados, 5.001 a 30.000 S.M.L.V en activos to tales. Gran Empresa ms de 200 empleados, ms de 30.000 S.M.L.V. en activos totales. El tipo de produccin: El tipo de produccin es otro aspecto bsico en el diseo o diagns tico de un sistema productivo - operativo. Los diferentes tipos de produccin se p ueden dividir en dos: Produccin por Stock ( contina o en serie) Produccin por pedid o (intermitente) En la produccin por stock nos basamos en un pronstico de ventas: Cementos Caribe, Cerveza guila, Monmeros, Industrias Plsticas del Caribe, Industrias Yidi, Coca Cola , Postobn, Procaps, etc. Mientras que en la produccin por pedidos no tenemos pronst ico de ventas: Corecta Ltda., Rectificadora Barraquilla, Imagen Digital, Diselec sa Ltda., Maquinara Superbrix S.A. entre otras. Tambin hay empresas que tienen amb os tipos de produccin: como Carvajal, Harvi Decoraciones. Lo ms determinante entre el tipo de produccin es el conocimiento de la demanda y el tamao de la orden de p roduccin. A continuacin se relacionan algunas diferencias entre los dos tipos bsico s de produccin.
Sistema de Planeacin y Control de la Produccin y las Operaciones Tabla 1-1 23 Produccin por stock 1. Alto volumen de demanda 2. Alta inversin en maquinaria y eq uipos en relacin al uso. 3. Alta tasa de produccin 4. Altos inventarios de materia s primas y productos terminados. 5. Artculos de volumen fsico pequeo. 6. El costo u nitario de produccin es bajo. 7. Precio unitario de venta bajo. 8. Mano de obra e specializada por tipo de operario. 9. Procesos estandarizados. 10. Distribucin en planta por producto. 11. Se basa en pronsticos de venta 12. Paradas largas en pr oduccin. 13. Equipo de manejo de materiales poco verstiles. Produccin por pedido 1. Bajo volumen de demanda 2. Baja inversin en maquinaria y e quipos en relacin al uso. 3. Tasa de produccin baja 4. Inventarios de materias pri mas y productos terminados bajos o no existen. 5. Gran volumen fsico en su mayora. 6. Costo unitario de produccin alto. 7. Precio unitario de venta alto. 8. Mano d e obra corriente, pero verstil. 9. No es posible la estandarizacin. 10. Distribucin en planta por proceso. 11. No es posible hacer pronsticos en unidades. 12. No ex isten paradas. 13. Equipo de manejo verstil, multiproductores. 1.7 Funciones del Sistema Productivo Operativo. Las funciones se pueden temporiz ar creando as un orden dado por: Funciones de planeacin: comprende a su vez las fu nciones para determinar El Pronstico - Estimacin de ventas: consiste en estimar la s ventas futuras del producto o servicio. Para realizar esta funcin se tiene herr amientas cuantitativas: como datos histricos de la empresa o la competencia y cua litativas como los estudios de mercados, mtodo DELFOS y fuerza de ventas entre ot ros. El Desarrollo y diseo del producto: esta funcin vara desde la investigacin que busca nuevos productos bsicos, mejoramiento o
24 Sistema de Planeacin y Control de la Produccin y las Operaciones innovacin de productos existentes hasta el desarrollo de subproductos y la utilizacin econmica de desperdicios. En efecto, esta funcin es mu y clara pues desarrolla ideas para la creacin de nuevos productos o para hacer mo dificaciones o mejoras a los ya existentes. Aspectos a tener en cuenta: Mercado del producto. Gustos y preferencias del consumidor Calidad: normas relacionadas con el producto Ciclo de vida el producto Caractersticas tcnicas Inversin bsica y re ndimientos del producto La Planeacin de la produccin: en esta funcin se mide la cantidad de recursos necesa rios para cumplir con los acuerdos pactados en la fase de planeacin estratgica de la empresa (un tiempo no inferior a un ao) y debe ser consistente con la misin y l a visin. Incluye tambin la determinacin de los niveles de capacidad de las instalac iones productivas, el dimensionamiento de la fuerza de trabajo y las cantidades gruesas (brutas) de los materiales ms importantes. Todo esto avala el hecho de po rqu no es conveniente hacer planes en perodos ms cortos. Ajustar y negociar compras globales de materiales o adquirir nuevas instalaciones no son decisiones de la noche a la maana Ahora bien, aunque anteriormente se trabajaban horizontes de tie mpos mayores de 12 meses (entre 3 a 5 aos) en la funcin de planeacin, las condicion es cada vez ms restrictivas del mercado
Sistema de Planeacin y Control de la Produccin y las Operaciones 25 del imposibilitan operativo. tener un grado de certidumbre acerca comportamiento y requerimientos para el sistema productivo -
La finalidad es responder a las preguntas: Qu, Cundo y Cunto, se solicitan los bien es y servicios y los recursos para su elaboracin/prestacin. La Programacin: se cons idera esta funcin ntimamente ligada a la planeacin, pero desde luego se ejecuta pos teriormente. Simplemente se puede definir como un plan ms ajustado y a ms corto trm ino en el tiempo; normalmente, sta puede ir desde los meses hasta las horas, depe ndiendo de la naturaleza de la produccin. Esta funcin especfica ms los requerimiento s de recursos porque tambin son ms certeros las necesidades del mercado; suele res ponder adems al qu, el cunto y el cundo, aspectos como quin, dnde y cmo; que explicita las tareas de produccin. Estas tareas tambin incluyen otras como fijacin de manten imiento de instalaciones, horas extras o turnos adicionales; llegadas de rdenes d e compra de material o fabricacin de partes y piezas requeridas en los ensambles; tareas de control de existencias, de calidad de recepcin de mercancas o en lnea. C ontrol: es una funcin que permite verificar si lo planeado con lo ejecutado es co nsistente y corregir los desfases presentados si no lo son. Hoy en da los sistema s de control son en lnea; donde tan
26 Sistema de Planeacin y Control de la Produccin y las Operaciones pronto se tiene la salida, se corrige la entrada. Las actividades de control inc luyen las de verificacin de rutas de produccin en donde se involucra la cantidad p laneada de materiales as como los tiempos de ejecucin de las operaciones. Con esto se analizan dificultades con los proveedores, mantenimiento de los equipos, obs olescencia y deterioro de los recursos. Es importante resaltar que el control co rrectivo y de crecimiento organizacional es mucho ms benfico que el control repres ivo de bsqueda de culpables. Ms an en la medida en que se d la retroalimentacin en lo s procesos productivos - operativos el control se vuelve ms eficiente y se reflej a en los resultados finales, evitando el tiempo perdido.
Sistema de Planeacin y Control de la Produccin y las Operaciones 27 1.8 El Ciclo Productivo-Operativo. Producto Inspeccionad o CONTROL DE CALIDAD
28 Sistema de Planeacin y Control de la Produccin y las Operaciones 1.9 Organizacin de las Operaciones ORGANIZACIN SISTEMA EMPRESA Y LAS OPERACIONES GERENTE GENERAL FINANZAS MERCADEO Y VENTAS Tcnica OPERACIONES MANUFACTURA Produccin ADMINISTRACiN INVESTIGACIN & DESARR OLLO Mantenimiento Materiales Control calidad Figura 1-2 La organizacin de las operaciones es un sistema compuesto de elementos y relacion es. La Figura 1-2 muestra la representacin genrica del sistema EMPRESA donde sus e lementos se enmarcan en uno de los cuatro grandes bloques que la constituyen: fi nanzas, mercadeo y ventas, manufactura o administracin. La denominacin es purament e causal y tan slo sirve para dar una idea bsica de la conformacin moderna de las o rganizaciones. De una manera especial se resalta el rea de las operaciones o manu facturas con sus correspondientes subdivisiones. Actualmente recae en las operac iones (manufactura) la responsabilidad por todos los recursos que intervienen en la elaboracin y/o prestacin del servicio. Por esto debe responder no slo por la pa rte tcnica, sino por la consecucin de materiales y el apropiado estado de los medi os productivos.
Sistema de Planeacin y Control de la Produccin y las Operaciones 29 Aunque puede parecer bastante sospechoso el hecho de presentar en un diagrama el control de la calidad dentro del rea de manufactura, por el momento baste que el control primario de la calidad es responsabilidad del colaborador directo de la produccin. Otro hecho de resaltar es el recuadro que aparece en la segunda lnea c on el recuadro sombreado denominado Investigacin & Desarrollo; gracias a este dep artamento se permite la supervivencia de la organizacin. Con los trabajos de esta rea se consigue no solo atender a las expectativas cada vez ms estrictas de un cl iente tambin cada da ms exigente si no que permite ser un puntual de permanencia en el mercado local y externo.
Captulo 2 Desarrollo y Diseo del Producto
Desarrollo y Diseo del Producto 31 2.1 Marco de Desarrollo El desarrollo y diseo de un producto estn relacionados con las fases preliminares de la planificacin de la produccin. Cuando se proyecta un nuevo producto, el diseador debe tener en cuenta los recursos que para fabricarlo se disponen en la planta o unidad de servicio o que la empresa tenga que adquir ir, modificar o sustituir (maquinaria y equipos) existentes o subcontratar a otr os oferentes. Por tanto, es obvio que el desarrollo y diseo del producto es el fa ctor principal en el desarrollo y crecimiento de una planta industrial o unidad de servicio y de sus dependencias por ende de toda la organizacin. Aspectos a ten er en cuenta: Poltica de la empresa: Qu es una poltica de productos de una empresa? Y cmo afecta el diseo del producto? Podemos decir que no existe una poltica nica. Se pueden relacionar algunas polticas de diseo empleadas en algunos casos: Una cadena de almacenes pretende ofrecer productos al pblico a un precio mnimo, para cualqui er calidad. La empresa basa su poltica en el supuesto que el tipo de bienes que o frece no vaya a durar mucho tiempo y que, si son suficientemente baratos es posi ble que el volumen de ventas sea tan grande de forma que incluso un beneficio un itario muy reducido supondr ganancias sustanciales. En algunos casos la necesidad de seguridad es tan grande que los costos son tan slo de importancia secundaria.
32 Desarrollo y Diseo del Producto En otros casos el prestigio juega un papel muy importante. Por otra parte, otras empresas persiguen un gran volumen de produccin de un producto ms barato para com petir con modelos ms caros, adoptando algunas de sus conocidas y ventajosas carac tersticas e innovaciones. No obstante, la mayora de las empresas declaran que su objetivo es obtener un equ ilibrio satisfactorio entre una excelente calidad precio razonable. y un Algunos van ms lejos y se empean en mejorar este equilibrio, mejorando la calidad y dejando el precio inalterado, o mejorando los mtodos de produccin y ofreciendo l a misma calidad a un precio inferior. De todas formas las decisiones sobre el producto afectan cada una de las reas de toma de decisiones de operaciones. La definicin del producto es el resultado del desarrollo de una estrategia empresarial. El diseo del producto es un pre-requisi to de la produccin, al igual que el pronstico de su volumen. El diseo de nuevos pro ductos es crucial para la supervivencia de las empresas. Aunque existen algunas empresas que experimentan muy poco cambio en sus productos, la mayora de las comp aas constante. La funcin de operaciones es el receptor de la introduccin de nuevos p roductos. Al mismo tiempo, estos productos se ven limitados por las operaciones existentes y la tecnologa. deben revisarlos en forma
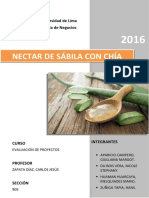
Desarrollo y Diseo del Producto 33 2.2 El ciclo de vida de los productos. Importancia de las decisiones en ciclo de vida de los productos. DEMANDA NACIMIENTO CRECIMIENTO ESTABILIZACIN DECLINACIN DESAPARICIN CICLO DE VIDA DE UN PRODUCTO Figura 2-1 El ciclo de vida del producto es un concepto desarrollado y discutido ampliament e por Theodore Levitt en su libro Marketing Imagination. La teora sugiere que cada producto o servicio tiene una vida finita. Si uno va a monitorizar ventas de la mayora de los productos sigue una curva consistente en nacimiento, crecimiento, e stabilizacin o madurez, declinacin y desaparicin. Pero tambin es cierto que en la vi da de un producto influyen varios factores: los gustos de los consumidores, sus hbitos y necesidades, que evolucionan con el tiempo, los desarrollos tecnolgicos, que revolucionan los procedimientos y los mtodos de produccin, la creacin de produc tos sustitutivos, la proteccin al medio ambiente, etc. As, cada producto tiene una vida propia, cuyo ciclo es comparable al del ser humano. Desde el punto de vist a del objetivo de planificar y desarrollar el producto, cada empresa debe analiz ar y situar las diferentes fases del ciclo de vida de sus productos. Segn su polti ca, la empresa podr examinar las implicaciones de sus decisiones en las fases sub secuentes
34 Desarrollo y Diseo del Producto de la vida del producto. De esta forma, el conjunto de decisiones debe instaurar se como una continuidad lgica y dentro de un proceso coherente. A continuacin vere mos las grandes fases de la vida de un producto y las decisiones inherentes a ca da una de ellas. a) Nacimiento. en primera instancia la idea del producto se ana liza en funcin de la gama de productos existentes, las necesidades del consumidor , el alcance del mercado, su contribucin a las utilidades, etc. En segunda instan cia, la idea se concreta en un prototipo que se somete a las crticas de los difer entes responsables de la empresa. Se hacen modificaciones a este prototipo a fin de tener en cuenta las exigencias de los consumidores, las restricciones tcnicas de la produccin, las restricciones financieras de la empresa, las restricciones jurdicas, ecolgicas y de seguridad. Al mismo tiempo que se elaboran los planes y p resupuestos del producto deben hacerse planes particulares para la produccin ( ca ntidad por fabricar, demoras de fabricacin, concepcin de herramientas y equipos, c ontrol de calidad, inventario de productos terminados, etc.), el aprovisionamien to (especificaciones y cantidades del material por comprar, demoras del aprovisi onamiento, eleccin de proveedores), la mercadotecnia (elaboracin de redes de distr ibucin, preparacin de campaa de lanzamiento). b) Crecimiento. en esta etapa se real iza el producto, y debe medirse la reaccin de los consumidores haciendo uso de tcn icas de la investigacin comercial. Esta encuesta proporciona informacin que permit e mejorar el producto. Dicho mejoramiento puede visualizarse de tres formas:
Desarrollo y Diseo del Producto 35 Simplificacin del producto: tiene como finalidad reducir el nmero de componentes o ciertas caractersticas del producto que sean consideradas como intiles, lo cual t endr como consecuencia una reduccin en nmero o la complejidad de los procedimientos de produccin. Tambin puede visualizarse la simplificacin al nivel de una gama de p roductos, eliminando aquellos cuya contribucin a la rentabilidad de la empresa se a insuficiente. Integracin: o sea la diversificacin de las actividades de la empre sa. La integracin puede hacerse al nivel de un producto (integracin vertical) o al nivel de una gama de productos (integracin horizontal). Una empresa procede a la integracin vertical cuando decide fabricar ciertos componentes que antes comprab a. La integracin horizontal es la adicin de un nuevo modelo o de un producto a la gama existente. Miniaturizacin: tiene como finalidad reducir el peso o el volumen de un producto. Esta reduccin no significa una disminucin de la calidad o de las funciones realizadas por el producto, sino ms bien, al contrario, la conservacin d e las mismas ventajas con un mnimo de costos, peso y espacio. c) Estabilizacin: la demanda del producto ha alcanzado su mximo apogeo, al mismo tiempo que se trata de mantener el nivel de la demanda a travs de la publicidad y la promocin, se pien sa en un producto de reemplazo previniendo el perodo de declinacin. En esta fase d ebe explotarse el producto al mximo. d) Declinacin: en esta fase se trata de reduc ir gradualmente la produccin hasta el cese completo. Debe evitarse en este caso h acer
36 Desarrollo y Diseo del Producto gastos para mantener el nivel de la demanda. Lo importante es vender el inventar io y planificar la continuidad del servicio despus de la venta. e) Desaparicin: el producto ya no est disponible en el almacn. Sin embargo, ciertos componentes pued en formar parte de un nuevo producto. En algunos casos, debe asegurarse la dispo nibilidad de las piezas de reemplazo. La introduccin del nuevo producto en el mer cado puede hacerse a la mitad o al final del perodo de declinacin del producto ant iguo. Pero deben tenerse en cuenta las consecuencias de esta introduccin sobre el agotamiento del inventario del antiguo producto. 2.3 Estrategias para la introduccin de nuevos productos Existen tres maneras fund amentales de enfocar el proceso de introduccin de nuevos productos: se le puede c onsiderar como un impulso de mercado, un impulso de la tecnologa o uno de natural eza nterfuncional. 1. Enfoque de Impuso del mercado. De acuerdo con este enfoque, " se debe fabricar lo que puede vender": en este caso los nuevos productos qued an determinados por el mercado dando muy poca consideracin a la tecnologa existent e y a los procesos de operaciones. Las necesidades del cliente son la base primo rdial (o nica) para la introduccin de nuevos productos. Se puede determinar el tip o de nuevos productos que se necesiten a travs de la investigacin de mercado o la retroalimentacin de los consumidores. Despus se producen estos productos.
Desarrollo y Diseo del Producto 37 2. Enfoque de Impulso de la tecnologa. Este enfoque sugiere que " se debe vender lo que se puede hacer". De acuerdo con esto, los nuevos productos deben derivars e de la tecnologa de produccin, con poca consideracin del mercado. La tarea de merc adotecnia es la de crear un mercado y "vender" los productos que se fabrican. Es te enfoque queda dominado por el uso vigoroso de la tecnologa y la simplicidad en los cambios de operaciones. A travs de un enfoque agresivo en investigacin y desa rrollo, y en operaciones, se crean productos de tipo superior que tienen una ven taja "natural" en el mercado. 3. Enfoque Interfuncional. Con este enfoque, la introduccin de nuevos productos t iene una naturaleza interfuncional y requiere de la cooperacin entre mercadotecni a, operaciones, ingeniera y otras funciones. El proceso de desarrollo de nuevos p roductos no recibe ni el impulso de mercado ni el de la tecnologa, sino que queda determinado por un esfuerzo coordinado entre funciones. El resultado debe ser l os productos que satisfacen las necesidades del consumidor mientras que se utili zan las mayores ventajas posibles en la tecnologa. El enfoque interfuncional casi siempre produce los mejores resultados. El enfoque tambin resulta ms difcil de implementar debido a las rivalid ades y fricciones nterfuncionales. En muchas situaciones se utilizan mecanismos o rganizacionales especiales como diseos de matriz o fuerzas de apoyo con el objeto de integrar distintos elementos de la organizacin.
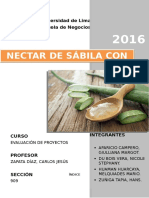
38 Desarrollo y Diseo del Producto 2.4 El proceso de desarrollo de nuevos productos CONSUMIDORES GENERACIN DE IDEAS TECNOLOGA DE INVESTIGACIN Y DESARROLLO SELECCIN DEL PRODUCTO DISEO PRELIMINAR DEL PRODUCTO DISEO PRELIMINAR DEL PROCESO CONSTRUCCIN DEL PROTOTIPO PRUEBAS DISEO DEFINITIVO DEL PRODUCTO DISEO DEFINITIVO DEL PROCESO PRODUCCIN DEL NUEVO PRODUCTO (Bien o Servicio) Figura 2-2 Desarrollo y diseo del producto
Desarrollo y Diseo del Producto 39 para el Cualquiera que fuese el enfoque organizacional que se utilice para el desarrollo de nuevos productos, los pasos que se siguen desarrollo de nuevos productos son as siempre los mismos. La Figura 22 muestra un modelo idealizado del proceso de desarrollo de nuevos productos que consta de seis pasos. 1. Generacin de ideas. C omo se indic en el numeral 2.3, las ideas se pueden generar a partir del mercado o a partir de la tecnologa. Las ideas del mercado se derivan de las necesidades d el consumidor. La identificacin de las necesidades del mercado puede llevar enton ces al desarrollo de nuevas tecnologas y productos para satisfacer estas necesida des. Por otro lado las ideas tambin pueden surgir de la tecnologa disponible o nue va. Ejemplo: La tecnologa del nylon, los plsticos, semiconductores, circuitos inte grados, etc. La explotacin de la tecnologa es una fuente muy rica de idea para nue vos productos. Entre las tcnicas de generacin de ideas tenemos: Relacin de atributo s: esta tcnica requiere enumerar los principales atributos de un producto existen te y despus de modificar cada uno de ellos en la bsqueda de un producto mejorado. Relaciones forzadas: aqu varios objetos se consideran en relacin con el resto. Est udio morfolgico: con este anlisis se busca identificar las dimensiones estructural es de un problema y el examen de las relaciones entre ellos, la esperanza radica en encontrar alguna combinacin novedosa.
40 Desarrollo y Diseo del Producto Identificacin de necesidades y problemas: las anteriores tcnicas creativas no requ ieren del consumidor para generar ideas. Los consumidores reciben una lista de p roblemas y dicen cuales de ellos acuden a su mente cuando se mencionan dichos pr oblemas. Tormenta de ideas: El problema debe ser especfico, el grupo comn para esta tcnica, consiste de seis a diez personas estimulando la creatividad del grupo por medio de la tormenta de ideas. Las ideas comienzan a fluir, una idea sigue a la otra y en una hora es probable grabar cien o ms ideas. 2. Seleccin del producto. No todas las ideas nuevas deben desarrollarse para conv ertirlas en nuevos productos. Las ideas para nuevos productos deben pasar por lo menos tres pruebas: 1) el potencial de mercado, 2) la factibilidad financiera y 3) la compatibilidad con las operaciones. Antes de colocar las ideas del nuevo producto en el diseo preliminar, se debe someter a los anlisis necesarios que se o rganizan alrededor de estas tres pruebas. El propsito de este anlisis es identific ar cules son las mejores ideas y no llegar a una decisin definitiva de comercializ acin y produccin de resultado. Despus del desarrollo inicial se pueden hacer anlisis ms extensos a travs de pruebas de mercado y operaciones piloto antes de tomar la decisin final de introducir el producto. Se desarrollan varios mtodos para ayudar en el anlisis del producto. Uno es el mtodo que utiliza una lista de mercado e involucra el desarro llo de una lista de factores junto con un factor de peso especfico para cada uno. Cada factor se califica de acuerdo
Desarrollo y Diseo del Producto 41 con una escala y se calcula una calificacin total ponderada. Si la calificacin tot al queda por encima de cierto nivel mnimo, la idea del nuevo producto se seleccio na para su desarrollo posterior. En forma alterna, puede utilizarse el mtodo para calificar productos en orden de prioridad para su seleccin. Entre algunas de las muchas caractersticas que se pueden evaluar estn: el precio de venta, la calidad del producto, el volumen de ventas, operaciones de compatibles, ventajas competi tivas, el riesgo tcnico, la concordancia con la estrategia de la empresa. Los niv eles de calificacin pueden ser desde malo, regular, bueno, muy bueno y excelente. Se asignan pesos relativos a cada una de las caractersticas en porcentaje o en f orma numrica y los niveles se califican en escalas de 1 a 5 de 1 a 10 como se ant oje. La idea de un nuevo producto tambin puede someterse a un anlisis financiero tp ico mediante el clculo de un rendimiento aproximado sobre la inversin. Para esto, es necesario estimar el flujo de efectivo de la inversin, los ingresos y costos d e ventas del producto en el futuro. Se pueden calcular las tasas internas de ren dimiento y los valores actuales a partir de los flujos que generen cada una de l as ideas para el producto en desarrollo. 3. Diseo preliminar del producto. Esta e tapa del proceso de diseo del producto se relaciona con el desarrollo del mejor d iseo para la idea del nuevo producto. Cuando se aprueba el diseo preliminar se con struye un prototipo o prototipos para someterlos a pruebas adicionales y anlisis. El diseo preliminar toma en cuenta una serie de compensaciones entre costos, cal idad y rendimiento del producto.
42 Desarrollo y Diseo del Producto El resultado debe ser un diseo de producto que resulte competitivo en el mercado y que pueda producir operaciones. Como resultado de la seleccin del producto, sol amente se define su esqueleto. El diseo preliminar del producto especifica por co mpleto el producto. 4. Construccin del prototipo. La construccin del prototipo pue de tener varias formas diferentes. Primero se pueden fabricar a mano varios prot otipos que se parezcan al producto final. Por otro lado, en los servicios un pro totipo podra ser un slo punto en donde se pueda probar el concepto de servicio en su uso real. 5. Pruebas. Las pruebas en los prototipos buscan verificar el desem peo tcnico y comercial. Una manera de apreciar el desempeo comercial es construir s uficientes prototipos como para apoyar una prueba de mercado para el nuevo produ cto. El propsito de una prueba de mercado es obtener datos cuantitativos sobre la aceptacin que tiene el producto entre los consumidores. Tambin se prueba el desempeo tcnico en los prototipos. Los cambios de ingeniera que se inician como resultado de las pruebas en los prototipos se incorporan entonce s al paquete de diseo final. 6. Diseo definitivo. Durante la fase del diseo definit ivo, se desarrollan dibujos y especificaciones para este producto. Como resultad o de las pruebas en los prototipos se pueden incorporar ciertos cambios en el di seo definitivo. La atencin se enfoca entonces en la terminacin de las especificacio nes de diseo para poder proceder a la produccin.
Desarrollo y Diseo del Producto 43 Sin embargo, la investigacin y desarrollo no slo debe desarrollar especificaciones de diseo para operaciones. Debe desarrollarse un paquete de informacin para asegu rar la factibilidad de producir el producto. Debe contener detalles relacionados con la tecnologa de proceso, datos de control de calidad, procedimientos de prue ba del rendimiento del producto y otras. 2.5 Caractersticas Tcnicas del Producto Debemos definir claramente las siguientes caractersticas: 1. Funcionalidad. Exploradas las posibilidades del mercado, el al cance funcional del producto tiene que analizarse a conciencia y definir con pro piedad. La mera definicin del objetivo rara vez nos explica el alcance funcional. Una lavadora, por ejemplo tiene la finalidad de lavar la ropa, sin embargo, est a no nos dice cmo ha de efectuarse el lavado, si la mquina puede calentar el agua antes del lavado, y el enjuague y secado o ambos, los realiza la mquina, como y c ul sera la proporcin entre el funcionamiento manual y automtico. Es evidente que un anlisis funcional de este tipo afectar el diseo de la mquina, su complejidad, presen tacin y precio. Algunas veces se destacan los aspectos funcionales, dejando para el cliente el empleo que quiera hacer de ellos. Una plancha de vapor es un ejemp lo de ello. Su funcin adicional de humedecer la ropa, antes o durante el planchad o, segn se quiera va incorporada a la plancha, cuya misin principal es planchar la ropa. El cliente puede decidir si quiere aprovechar y cuando hacerlo, esta cara cterstica del producto.
44 Desarrollo y Diseo del Producto Existe la tendencia a ofrecer una adaptabilidad funcional en el producto, aument ando la gama de aplicaciones y en ocasiones combinando varios aparatos en uno. U na batidora permite acoplar mltiples piezas para distintos usos. La adaptabilidad de la maquinaria producida con gran frecuencia puede reportar sustanciales ahor ros de espacio y gasto de capital y convertirse en uno de los principales factor es de una poltica de diseo. 2. Operatividad. Una vez determinado el factor funcion al, hay que considerar el factor operativo. El producto no slo debe servir adecua damente, sino que tambin debe ser de fcil manejo y de funcionamiento sencillo. A v eces tambin debe ser adaptable a varias condiciones operativas, y muy a menudo es t sujeto al variable grado de habilidad de los operarios potenciales. 3. Durabili dad y seguridad. Estos dos factores estn muy relacionados con la seleccin de mater iales y el tipo de mano de obra, del diseo del producto y del anlisis econmico de s u costo. La calidad no siempre es una caracterstica fcil de definir, pero la durac in y la seguridad son dos factores que determinan la calidad, y deben ser cuidado samente estudiados por el diseador. La durabilidad se define principalmente por l a vida activa, o duracin del producto en las condiciones de trabajo dadas, pero a l determinar la durabilidad a menudo se tiene en cuenta la medida en que el prod ucto puede permanecer inactivo o almacenado. La durabilidad no tiene que asociar se forzosamente a una seleccin de buenos materiales. La duracin de una cerilla o d el motor de un cohete puede ser muy corta, lo cual no significa que los material es empleados sean
Desarrollo y Diseo del Producto 45 de mala calidad. Se debe asociar un criterio adicional, el de la seguridad, o la capacidad del producto para funcionar cuando se requiere que rea lice su cometido. Otro aspecto de la durabilidad es el mantenimiento y las repar aciones. La cantidad de reparaciones y de revisiones preventivas que requieran a lgunos productos est muy relacionada con la calidad y la poltica de diseo. 4. Esttic a. En qu forma afecta la presentacin de un producto a su diseo? En la mayora de los c asos en que el alcance funcional, durabilidad y seguridad estn ya definidos, la e sttica se aplica principalmente para dar la forma final en torno de la estructura bsica. Con mucha frecuencia, esta configuracin puede ser luna gama muy limitada y el resultado se denomina a veces forma funcional. La opinin es muchas veces que necesariamente separada de la la forma funcional est esttica, especialmente en estructuras de ingeniera y equipos pesados. La forma funcional es una idea bsica e ntre los diseadores. En algunos casos, crear una forma puede tener repercusiones financieras, por ejemplo, cuando hay que utilizar o aadir materiales especiales a los bsicamente necesarios desde del punto de vista funcional, o cuando se requie ren procesos adicionales. Tales casos precisan un concienzudo anlisis de costos d el factor esttico.
46 Desarrollo y Diseo del Producto En los casos extremos la esttica es el factor decisivo del diseo y lo domina por c ompleto. Esto es esencialmente cierto en bienes de consumo, como automviles, elec trodomsticos, o artculos de moda. El alcance funcional, aunque este ms o menos defi nido y aceptado, puede ampliarse para acentuar la novedad del modelo. Pero la id ea del nuevo diseo nace del concepto de su forma, y a partir del cual dicha idea evoluciona y crece. Las consideraciones tcnicas debern tenerse en cuenta en la fas e posterior. Cuando el estilismo es el factor dominante en el diseo del producto, a menudo se aprovecha como un medio para generar demanda. Los cambios de la mod a y los gustos, evolucionan las formas, y la introduccin de ideas nuevas envejece n rpidamente los diseos anteriores. 2.6 Anlisis del Valor Existe la necesidad de mejorar constantemente la produccin y los servicios que se producen para seguir siendo competitivos. La innovacin es una ne cesidad bsica de todo lo que se hace. El anlisis del valor o ingeniera del valor pr oporciona una manera conveniente de organizar la innovacin, enfocada a mejorar el valor los productos y de los servicios. El anlisis del valor se puede definir co mo la aplicacin sistemtica de un conjunto de tcnicas que identifican funciones nece sarias, establecen valores para las mismas y desarrollan alternativas para desem pearlas, al mnino costo posible.
Desarrollo y Diseo del Producto 47 Su objetivo es poner a disposicin de los ejecutivos o dirigentes de la empresa, i nstrumentos para la utilizacin correcta de los recursos. El anlisis del valor se l leva a cabo estudiando cada recurso que es necesario para la produccin de bienes y servicios y utilizando un mtodo para identificar y remover los costos innecesar ios que ocurran en los procesos de elaboracin de productos o en la realizacin de u n servicio. El anlisis del valor se origin durante la segunda guerra mundial graci as a la aplicacin de conceptos desarrollados por Lawrence D. Miles (ingeniero del departamento de compras de General Electric en ese entonces). Miles adems de log rar la reduccin de costos, obtuvo mejoras tanto en calidad como en el desempeo de los productos analizados. Para lograr estos avances, Miles considera que es fund amental tener la informacin econmica completa y la buena comunicacin entre los depa rtamentos. Los conceptos desarrollados por Miles se originaron de la pregunta Cmo hacer para encontrar materiales ms baratos que presenten la misma funcin que los a ctualmente utilizados? El observ que al mismo tiempo que reduca los costos, se man tenan o mejoraban las funciones desempeadas por los productos analizados, resultan do un mayor valor. Al comienzo del desarrollo de la metodologa Miles saca dos con clusiones importantes:
48 Desarrollo y Diseo del Producto 1. El uso de patrones convencionales limita la imaginacin restringiendo el campo de la observacin relativo a objetos existentes. 2. La concentracin en los requisit os funcionales permita mayor libertad mental. Si quisiramos aplicar esta metodolo ga a por ejemplo un lapicero, para racionalizar su consideracin, debemos conocer q ue es lo que hay en cada componente y/o proceso de ste. Sabemos que un bolgrafo se compone de: tapa, punta, tinta, cuerpo y capuchn. Debemos resaltar que los probl emas no estn en los componentes, sino en la satisfaccin de las necesidades. Y los costos mayores tampoco se encuentran en las funciones principales sino en las se cundarias, lo que agregamos al producto para satisfacer las necesidades del clie nte. Hay que preguntarse el porqu existe cada costo y si no se sabe, habr que empe zar por identificar la funcin principal del producto, sistema o servicios y luego , la funcin secundaria. Ejemplo: la tapa de bolgrafo si se identifican una o ms fun ciones innecesarias, entonces podemos eliminar la tapa. Es importante identifica r las funciones principales y secundarias, para poder cuestionarnos sobre la exi stencia de cada tem. Existe una diferencia entre costo y valor. El costo es un trm ino absoluto que se expresa en pesos y que mide los recursos que se utilizan par a elaborar un producto o prestar un servicio. El costo incluye la mano de obra, los materiales y los costos indirectos. El valor, de otra parte, es la percepcin que tiene el cliente de la relacin de utilidad del producto y servicio con su cos to: la utilidad incluye la calidad, confiabilidad y rendimiento de un producto p ara el uso que se le busca dar. El valor es lo
Desarrollo y Diseo del Producto 49 que busca el cliente: satisfacer sus necesidades con el menor costo. Por tanto, el valor de un producto se puede mejorar incrementando su utilidad. Esto se hace mediante la eliminacin de funciones innecesarias o costosas que no contribuyen a l valor. El anlisis del valor sirve para lo que son actividades o tareas interrel acionadas (proceso de produccin, serie de mquinas, prestacin de servicio, etc.) Cad a actividad tiene una razn de ser, de estar presente. Y as como se descompone un p roducto, se detalla un proceso, para apreciar la forma de mejorarlo. Dos cosas s e han de tener en cuenta: 1. Se necesita implementar slo donde es necesario (por ejemplo, mejorar un sector donde existe cuello de botella). 2. La mayora de los c ostos que impactan en la rentabilidad son consecuencia de las funciones secundar ias y no de las principales. Metodologa del Anlisis del Valor: Describir las funci ones Evaluar las funciones Desarrollare alternativas Identificar el porqu de la existencia de las caractersticas de un producto, sistem a o servicio, har ms fcil encontrar alternativas de: reduccin de costos o mejora de la calidad. Si hiciramos una completa identificacin de las funciones que esos comp onentes ejecutan estaremos conociendo en detalle el objeto del anlisis. Para faci litar la identificacin de las funciones, las dividimos en dos:
50 existe el producto. Desarrollo y Diseo del Producto 1. La funcin principal: es la principal finalidad del producto porque 2. Funcin sec undaria: aquella funcin que auxilia el desempeo tcnico de la funcin principal o es u n resultante de un concepto especfico o es una funcin que mejora la venta del prod ucto. Plan de Trabajo del Anlisis del Valor La metodologa para la implementacin de un proyecto de anlisis del valor tiene las siguientes fases: Preparatoria: es la fase inicial, donde se debe elegir el objeto (producto o proceso) donde lo vamos a aplicar, donde queremos mejorar. Los objetos deben ser especficos (ejemplo, me jorar los costos, mejorar la calidad, etc.) y claros (Ejemplo, se necesita reduc ir costos en x % y los rechazos en x %). Se debe conformar un equipo de trabajo ya que una tarea, por ejemplo el diseo de un producto, no es exclusiva de un depa rtamento sino tambin de otros sectores de la empresa. Planeamiento de las activid ades: El equipo de trabajo debe procurar armonizar las actividades mediante una adecuada planificacin de las mismas. Informativa: intenta lograr por parte del eq uipo de trabajo el conocimiento de la situacin actual; de toda la informacin posib le del producto, proceso, sistema y/o servicio a ser analizado; obtener todos lo s costos necesarios.
Desarrollo y Diseo del Producto 51 En esta fase tambin se lleva a cabo la descripcin y clasificacin de las funciones. Anlisis: la finalidad es examinar la situacin actual del objeto para enunciar el p roblema del anlisis del valor. Se debe relacionar la funcin principal de cada comp onente con el costo que le corresponda. Hay que determinar las funciones crticas. La funcin crtica es aquella que, despus de haber relacionado funcin y costo, tenga ma yor relevancia en trminos de porcentaje en relacin al costo total. Creatividad: pr ocura obtener el mayor numero de ideas posibles para lograr realizar las funcion es del producto, servicio o sistema con el menor costo posible, pero preservando u desempeo, calidad, esttica, etc. Esta fase se divide en dos partes: 1. Obtener ideas (es comn utilizar la tcnica brainstorming o brainwriting) 2. Seleccionar y agrup ar ideas. Juicio: trata de viabilizar la tcnica y econmicamente las ideas generada s en la fase de creatividad; siempre teniendo en consideracin la atencin de los re quisitos del producto, sistema o servicio puesto en anlisis para as atender las ne cesidades de los clientes con el menor costo y mayor valor.
52 Desarrollo y Diseo del Producto Decisin: comienza con la presentacin de la propuesta, contina con la planificacin de su implementacin y alcanza, inclusive, al seguimiento, de su puesta en prctica. L a propuesta a implementar se presenta a quienes han determinado los objetivos bu scados para que puedan tomar la decisin final de su aplicacin. 2.7 Anlisis econmico del producto El anlisis econmico es la clave de las decisiones directivas en una p oltica de diseo de productos. Si por una parte se ha obtenido la informacin necesar ia acerca de las necesidades de los clientes, y de las posibilidades del mercado y por otra, un estudio detallado de los factores funcionales, operativos y cual itativos del producto propuesto, se puede realizar un anlisis econmico buscando re spuesta a las siguientes preguntas: 1. Qu costo de capital se requiere para la fab ricacin del nuevo producto? 2. Qu costos totales de produccin se estiman por unidad producida? 3. Contribuye el precio (costo total + beneficio) y las caractersticas del producto a hacerlo competitivo? 4. Qu margen de beneficio puede esperarse razo nablemente? 5. Cul es el volumen de ventas esperado? Ninguna de las preguntas se p uede separar y resolver independientemente. En realidad, el anlisis econmico es un proceso cclico y repetitivo. Se pondera cada cuestin con relacin a la respuesta
Desarrollo y Diseo del Producto 53 y los datos proporcionados por la cuestin anterior, y se comprueban todas las res puestas cuando llega el momento de su reevaluacin en los ciclos siguientes, hasta que se alcanza un estado de equilibrio. 2.7.1 Anlisis del Punto de Equilibrio li neal Por Punto de Equilibrio se entiende el grado de actividad o el nivel de produccin que debe ejecutar la empresa para igualar sus ingresos totales con los costos t otales. Para efectos de representar funcionalmente siguientes: Ingresos = IT = Q x b, Donde: b = precio de venta/unidad Q = Cantidad vendida Costo Total = CT = CF +Q x a, Donde: CF = Costo fijo a = Costo variable unitario Q = Cantidad Compr ada o producida. Se entiende por Costo Fijo aquel costo en el cual incurra la em presa, independiente de su volumen de actividades. El costo variable cambia con el volumen de actividad. De acuerdo con la definicin, para encontrar el punto de equilibrio: IT = CT IT = CF + Q x a Q x b = CF + Q x a inventarios) (se supone q ue hay acumulacin de la anterior situacin, se definirn las ecuaciones
54 Q x (b -a) = CF De donde Desarrollo y Diseo del Producto Q x b - Q x a = CF Q= CF___ (b - a) (b - a) se denomina margen bruto de contribucin. En palabras el punto de equilibr io de la empresa ocurre en una situacin tal, que el margen bruto de contribucin am ortiza el Costo fijo de la empresa. Como se desprende de lo analizado, en el pun to de equilibrio la empresa no tiene utilidades ni incurre en prdidas. La anterio r situacin est representada en la Grfica 2-1. Hacia la izquierda del punto de equil ibrio, la empresa est incurriendo en prdidas y a la derecha del punto de equilibri o obtiene utilidades. El punto de equilibrio es llamado tambin Punto muerto, Punt o de indiferencia o lmite de rentabilidad. INGRESOS COSTOS Y INGRESO TOTAL UTILIDAD COSTO TOTAL COSTO VARIABLE TOTAL COSTOS FIJOS Grafica 2-1 Punto de equilibrio: anlisis grafico Qo PRODUCCIN /GRADO DE ACTIVIDAD
Desarrollo y Diseo del Producto 55 2.7.2 Problemas de aplicacin del Punto de Equilibrio 1. Dados los siguientes datos, encuntrese el punto de equilibrio en unidades y en porcentaje de capacidad. Precio de venta: Costo variable: Costos f ijos: Capacidad: US $ 3,50/unidad US $ 2,50/unidad US $ 45.000 50.000 unidades 2. La fabrica "KmiZ" fbrica camisetas a la medida para restaurantes, bares, frate rnidades, etc., ha diseado una nueva camiseta que espera vender a $6.000 por unid ad y el costo de fabricacin es $ 3.000 por unidad. Los costos fijos de operacin al mes son de $4.500.000.oo y la capacidad mensual mxima es de 3.000 unidades. Encun trese el punto de equilibrio en unidades, en pesos vendidos y en porcentaje de c apacidad. 3. Bocados un autoservicio de emparedados que se encuentra enfrente de las instalaciones de la Universidad del Atlntico. El costo fijo mensual de opera cin del autoservicio es $ 3.500.000 El cliente promedio gasta $ 5.000 en comida y bebida, los costos variables por cliente promedian $2.500 Con su tamao actual Bo cados puede atender 150 clientes por da, 30 das por mes. a) Encuntrese el punto de equilibrio unidades, en mensual para Bocados en dlares vendidos y en porcentaje d e capacidad. b) Cul sera la utilidad mensual de Bocados con un promedio de 100 clientes diarios?
56 Desarrollo y Diseo del Producto 4. Lucho Prez piensa comprar una flotilla de carritos de helados para operar en p layas del Rodadero. En cada carrito invertir $450.000.oo en gastos fijos durante una temporada. Los operadores de los carritos cobrarn estrictamente sobre comisin, recibiendo 10 % de todos los ingresos. Los conos de helados se vendern a $ 2.500 cada uno y tienen costos variables de $1.250 por cono, adems de la mano de obra. a) Cuntos conos de helados deber vender cada carrito durante el verano para operar en el punto de equilibrio? b) Cul ser la ganancia o prdida, si se venden 800 conos? 5. Un hombre de negocios est planeando abrir una operacin veraniega de renta de v eleros en las playas de Puerto Velero. Actualmente piensa comprar seis veleros a $2.000.000.oo cada uno. Al final del verano vender los veleros por $1.000.000.oo cada uno. El hombre de negocios lleg a un acuerdo con un propietario de una play a de fama para operar en ellas. Esto le costar $2.000.000.oo ms el 10 % del total de dlares obtenidos por ventas. El costo del kiosco para operar el equipo necesar io se estima en $500.000.oo. Al final de de la temporada, parte del equipo podr v enderse a un valor de recuperacin de $400.000oo. Un estudiante de la universidad local trabajar para l rentando los veleros 8 horas al da, 7 das a la semana, durante 15 semanas por $224.000.oo la semana. Los veleros se rentarn a $25.000.oo hora. a) Cul es el punto de equilibrio expresado en horas de renta? b) Cul ser la ganancia o prdida si se opera al 40 % de la capacidad durante la temporada?
Desarrollo y Diseo del Producto 57 6. Bateras Exide" ha planeado ofrecer un nuevo servicio de medicin y carga de batera s; se tendrn costos fijos de $20.000.000.oo al ao, costos variables de $3.000.oo p or medicin y carga los ingresos son de $5.000/medicin y carga. Cul ser el punto de eq uilibrio en nmero de mediciones? 7. Ctricos del Caribe requiere producir 40.000 ca jas de frutas que vender a $ 30.000/carga. Los costos variables de las estn estima dos en 40.000 cajas $ 60.000.000.oo y los costos fijos en $ 75.000.000.oo a) Cul es la cantidad de punto de equilibrio? b) Qu tanta utilidad o pr dida resultar? 8. Si se disea un producto cuyo precio de venta ser de $ 8.000.oo y el costo variable de $ 2.000.oo Cul es la contribucin? 9. Una agencia de viajes tie ne diseado un paquete de excursin que vender por $ 312.500.oo. Los costos fijos sern de $ 200.000.000.oo y con el volumen presente de 1000 clientes, los costos vari ables son de $ 62.500.000.oo y las utilidades de $ 50.000.000.oo. a) Cul es el vol umen de punto de equilibrio? b) Partiendo de que los costos fijos permanecen con stantes, cuntos clientes adicionales sern requeridos para incrementar su utilidad e n $ 2.500.000.oo? 10. Un Acueducto Municipal de Tamalameque, no lucrativo tiene costos variables (mano de obra directa) de $ 5 millones por ao. El ingreso actual basado en el servicio a 200.000 usuarios, es de $20 millones. El gerente de pro duccin desea aadir equipos que incrementarn los
58 Desarrollo y Diseo del Producto costos fijos anuales en 1 milln de pesos y reduce los costos anuales y futuros de mano de obra directa en 20 %. Qu volumen de usuarios ser requerido para justificar econmicamente el cambio? 11. Muebles del Atlntico ha planeado el diseo de una mesa en roble y ha presupuestado vender 200 mesas que vender a $ 210.000.oo cada una. Los Costos de mano de obra los tiene fijados en $ 42.000.oo por unidad, y los c ostos de materiales sern de $18.000.oo por unidad, y por cada mesa se han asignad o $ 80.000.oo por concepto de costos indirectos. Los registros muestran que el 6 0 % de los costos indirectos sern fijos y el 40 % variables. Cul ser la contribucin a nual total de la mesa de roble? Cul ser el lmite de rentabilidad. Se darn ganancias o prdidas para este diseo? 12. Acaba de formarse la Ca. La Arenosa, dicha compaa posee la patente que la convertir en los nicos distribuidores del producto Moitos y en su primer ao la capacidad de la planta ser de 9.000 unidades. Los costos de esta Ca. s on: Mano de obra Directa $ 1.500 /Unidad Materia prima 500 /Unidad Otros costos variables 1.000 /Unidad Costos Fijos $ 24000.000.oo /ao a) Si la Ca. desea una util idad de $ 21000.000.oo el primer ao, cul ser el precio de venta? b) Si se desea una utilidad de $ 76000.000.oo y para eso debe aumentar su volumen de ventas, invirtiendo $ 50000.000.oo adicionales en costos f ijos. Cuntas unidades tendr que vender si su nuevo precio de venta es de $ 7.000.oo / Unidad?
Desarrollo y Diseo del Producto 59 c) Analizar ambos casos, si su punto de equilibrio ha aumentado o disminuido. Opine? 13. Brochas de la Costa es una pequea Industria donde se produ cen brochas de Nylon, sus datos de costos en el mes de Septiembre fue: Gastos de Administracin............ $3000.000.oo Gastos de ventas Fijos.................... . 1200.000.oo Gastos de ventas variables..... . .. 700.000.oo Materias primas...... ............................ 5000.000.oo Mano de obra Directa (20 obreros) 500.00 0.oo c/u Las ventas fueron de 600 docenas a un precio de $ 30.000.oo la docena. La capacidad utilizada en el mes fue del 60% La situacin financiera est un poco crtica y se consideran las siguientes alternativas: a) Aumentar el precio de venta de tal forma que se pueda tener una utilidad del 20% sobre las ventas, aumentndose los gastos de ventas fijos en un 5 0 %. b) Rebajar su precio de venta en un 10%, con esta decisin se aumentar su demanda a la capacidad mxima, aumentndose tambin sus gastos de ventas fi jos en un 80%. . Qu alternativa le recomienda usted a la empresa? 14. Una agencia de Turismo tiene un plan de excursin local cuyo precio ser de $ 100.000.oo cada un o , opera con un margen de proteccin del 25% y con un volumen de 1.000 clientes; sus costos totales son de $ 20000.000.oo y sus utilidades de $ 16000.000.oo. a) Cul es el lmite de rentabilidad de la Agencia?
60 Desarrollo y Diseo del Producto b) Partiendo que sus costos permanecen constantes, cuantos clientes adicionales se requieren para que la agencia aumente su utilidad en $ 800.000.oo . c) Cuntos ingresos adicionales deber obtener para que sus utilidades sean el 25 % de sus costos totales? 15. El Proceso X se disea con unos costos fijos de $ 20000.000.oo al ao y costos variables de $ 12.000/unidad, mientras que el pr oceso Y se dise con costos fijos de $ 8000.000.oo y costos variables de $ 22.000/unid ad, Con qu cantidad de produccin son iguales los costos totales de Y y X? 2.7.3 Anlisis del Punto de Equilibrio de productos Mltiples. Concepto de equivalencia. l as empresas se disea para vender ms de un Generalmente en producto y cada lnea de estos proporcionar una contribucin para cubrir los costos f ijos y generar las utilidades deseadas. La utilidad total depende en cierto grad o de las proporciones en que son vendidas las diferentes lneas de produccin, ya qu e cada lnea tiene un comportamiento de costos diferente y por tanto genera tambin una utilidad diferente. Sera deseable vender al mximo la lnea de mayor margen de ut ilidad, pero esto en la prctica no es siempre posible, dada la situacin competitiv a del mercado. Ejemplo 2-1 Una empresa desea disear y fabricar tres productos A, B y C cuyos ingresos por ventas son de $ 30.000.000.oo, 80.000.000.oo y 45.000.0 00.oo respectivamente. Los costos fijos para cada uno se estiman en $ 25.000.000 .oo, 30.000.000oo y 20.000.000.oo, siendo
Desarrollo y Diseo del Producto 61 estimadas sus utilidades para los niveles de ingresos relacionados de $ 3.000.00 0, 7.000.000 y 5.000.000 respectivamente. Elabore el diagrama Beneficio/Volumen Multiproducto e indique el punto de equilibrio, el margen de contribucin y las ut ilidades de cada diseo y de la planta. Observando el diagrama que se presenta ade lante: en el eje vertical se colocaron las utilidades Analicemos las (Prdidas) y costos y en el horizontal los ingresos por ventas para cada lnea que debern cubrir el 100% de los costos de la empresa; la grf ica nos indica tambin la magnitud de las unidades fsicas que debern ser vendidas pa ra lograr el equilibrio. Procedimiento: 1. Se suman los Costos Fijos de los tres diseos que en este caso sern de $75.000.000.oo y constituyen los Costos Fijos de la planta. 2. Se localizan en el eje vertical (Y) negativo los Costos Fijos de l a planta. 3. A partir del punto extremo de los Costos Fijos de la planta se loca lizan hacia arriba los costos fijos del producto A ($25.000.000.oo) a partir de este punto se traza una recta auxiliar paralela al eje de los ingresos(X). 4. So bre la recta auxiliar trazada se localizan los ingresos del producto A ($ 30.000 .000.oo) y sobre el extremo de estos se trazan en forma vertical las Utilidades o Prdidas del producto A; en este caso la recta a trazar ser hacia abajo puesto qu e se dieron prdidas. 5. Los puntos extremos de los Costos Fijos y las Utilidades (Prdidas) se unirn con una recta, dado que la recta trazada
62 Desarrollo y Diseo del Producto no corta el eje horizontal auxiliar; esta se prolonga hasta alcanzar a cortarlo y donde lo corta es el punto de equilibrio del diseo A. 6. A partir del punto ext remo de la utilidad del Diseo de A, se localizan los costos fijos del producto B y se contina con el mismo proceso descrito para el producto A. 7. Finalizados los diagramas para cada diseo, se determina el margen de contribucin de la planta y s u punto de equilibrio. Clculos en: Miles Producto A: A = (CFA +ZA)/QA = (25.000-3.000)/30.000=0.73 Q0 A = CFA/A = 25.000/0.73= US $34.247 Producto B: B = (CFB +ZB)/QB = (30.000+7.000)/80.000=0.46 Q0 B = CFB/B = 30.000/0.46= US $64.865 Producto C: C = (CFC +ZC)/QC = (20.000+5.000)/45.000=0.55 Q0 C = CFC/C = 20.000/0.55= US $36.364 PLANTA "P": P = (CFP +ZP)/QP = (75.000+9.000)/155.000=0.54 Q0 P = CFP/P = 75.000/0.54= US $138.889 Resumen para el anlisis y decisin PRODUCTOS MARGEN CONTRIBUCIN PUNTO EQUILIBRIO UTILIDAD A B C PLANTA 0.73 0.46 0.5 5 0.54 34.247 64.865 36.364 $138.889 -3.000 7.000 5.000 $ 9.000
Desarrollo y Diseo del Producto 63 De acuerdo con los resultados el producto ms prometedor es el A, ya que tiene may or margen de contribucin y el punto de equilibrio ms bajo, no obstante que su util idad en ese instante representaba prdidas. Mientras que producto B que mostr en es e instante una mayor utilidad resulta ser el menos prometedor y con mayor esfuer zo para alcanzar el punto de equilibrio. Como se vio el Diagrama Beneficio/Volum en es una herramienta econmico. de simplificacin tanto en la fase de diseo como en el control operativoConcepto de Equivalencia El criterio de equivalencia puede determinarse por medi o de las relaciones de los ingresos unitarios, como se aprecia seguidamente: Eje mplo 2-2: PRODUCTO INGRESOS POR VENTAS EQUIVALENTES CANTIDAD INGRESOS CANTIDADES POR UNIDA D A B C TOTAL $ 8.000 12.000 10.000 32.000 20 100 50 170 $ 400 120 200 Base A 20 30 25 75 Hay que dedicar especial atencin cuando el estudio comparativo se rige por las re stricciones de la capacidad total de la empresa. Cuando dicha capacidad es limit ada, la asignacin de recursos a los productos ms
64 Desarrollo y Diseo del Producto prometedores se convierte en el principal problema de anlisis, y el estudio deber efectuarse con relacin a la capacidad total disponible: Ejemplo 2-3 Dada la Ecuac in de Equivalencia: 1A = 2B = 1/2C =2/5D y UNIDADES PRODUCTOS CANTIDADES ABSOLUTAS Equivalencia Base A A 2.000 2.000 B 4.00 0 2.000 C 5.000 10.000 D 6.000 15.000 UNIDADES Equivalencia Base B 4.000 4.000 2 0.000 30.000 Diagrama beneficio/volumen multiproducto Ejemplo 2-1 QbP Qb P o QbC Qb C o ZB ZP 30.000 60.000 QboB QbB 90.000 120.0 00 ZB c 150.000 25.000 C P 50000 B Qb A o QbA ZA P A 75.000
Desarrollo y Diseo del Producto 65 2.7.4. Ejercicios de Multiproducto aplicacin diagrama Beneficio/Volumen 1. Las cantidades equivalentes con base al producto B de cuatro productos A, B, C y D son 5.000, 5.000, 4.000 y 5.000 respectivamente. Las equivalencias de fabr icacin entre los productos son: A =0,5B, B =0,5C y C= 6D. Los productos A y B tie nen costos fijos de $ 5.000.000 y $ 3.000.000 respectivamente. El producto D tie ne el mismo aprovechamiento que el producto C y los mismos costos fijos de $ 2.0 00.000.oo. La ganancia del producto A es de $ 1.000.000 y la de B es de $ 2.000. 000.oo El beneficio neto de la planta es de $ 17.000.000.oo. Elaborare el diagra ma B/V con base al producto A y encuentre el punto de equilibrio de la planta. 2 . Las cantidades equivalentes del producto A y B con base al producto A son de 4 00 y 600 unidades, respectivamente. La capacidad total con base al producto B es de 2.000 unidades. Calcular la capacidad de la planta con base a l producto C, si la relacin de equivalencia es: A= B= 1/2C 3. Una empresa tiene dos productos A y B los cuales se fabrican en volmenes mensuales 500 y 5.500 unidades, respectiv amente. El producto A tiene costos fijos de $ 6.000.000.oo y una prdida de $ 2.00 0.000.oo su aprovechamiento es igual al de la planta. La utilidad de la planta e s de $ 4.500.000.oo, hallar los datos que se necesitan de utilidad, costos fijos , aprovechamiento y punto de equilibrio de los productos y de la planta, a efect os de graficar el diagrama B/V con base al producto A, si la relacin de la planta es: A = 2B. Qu recomienda usted con base en los datos hallados?
66 Desarrollo y Diseo del Producto 4. Una Fbrica elabora tres productos A, B y C. Del A y B se producen 2.000 y 4.00 0 unidades, respectivamente. La capacidad total de la planta en unidades de C es de 3.000 unidades. Los Costos fijos de A son $ 5.500.000.oo y tiene una prdida d e $ 4.000.000.oo El B tiene una ganancia de $ 300.000.oo y un producto aprovechamiento de 2,500. Los costos fijos de C son de $ 4.000.000.oo y tiene el mismo aprovechamiento de toda la planta. a) Halle la cantidad real de unidades de C b) Marcar en un diagrama B/V, la ganancia y el punto de equilibrio de cada producto, sabiendo que: 1A = 2B =0.5C. Trabaje con base al producto B. 5. Las cantidades equivalentes con base al producto B de cuatro productos: A, B, C y D son de 180, 90, 180 y 300 unidades, respectivamente. Las equivalencias de fabricacin entre los productos son 1A = 3B, B = 2/3C y C= 1/4D. El producto A tiene costos fijos $4.000.000.oo y un punto de equilibrio de 20 un idades. El producto C, tiene una prdida $6.000.000.oo. El producto B tiene el mis o aprovechamiento de A y el de C es igual al de D. El producto D da una utilidad de $3.000.000.oo y el punto de equilibrio esta en 40 unidades. La utilidad de l a planta es de $ 7.000.000.oo. Elaborar el Diagrama Beneficio /Volumen con base al producto A. Qu recomendacin se dara respecto al programa de produccin? 2.7.5 Anlisis econmico de un nuevo producto Al estudiar la elaboracin de un nuevo modelo, hay que efectuar un riguroso anlisis de la economa del proyecto en cuestin. El objetivo de la introduccin de un nuevo m odelo en el mercado puede ser doble: 1. Incrementar el beneficio de la organizac in
Desarrollo y Diseo del Producto 67
2. Evitar el descenso de las ventas de uno de los modelos existente, a causa de la competencia. Tal situacin requiere la incorporacin de novedades y otras caracte rsticas en los productos de la empresa; incluso si no se prev un incremento inmedi ato de los beneficios, el objetivo es alcanzar dicho objetivo a largo plazo. El beneficio que reporta un producto existente es: Z1 = 1Q1 - CF Donde Q1 es el nmero de piezas vendidas. Si se planea producir un nuevo diseo, los costos de preparac in constarn de: Clculos y planos Planificacin de la produccin Utillajes, prepa maquinarias Compra de maquinaria o equipos especiales Cambios en la distribucin ( Estructura)
Estos costos de preparacin o "transformacin" que llamaremos "S" debern amortizarse con el nuevo disco, de forma que el nuevo beneficio deber ser: Z2 = 2Q2 - CF - S A qu suponemos que los costos fijos dependen principalmente de la maquinaria existe nte en la organizacin, y que por consiguiente, no es probable que varen mucho. Se pretende que los nuevos beneficios sean superiores, o por menos iguales que los anteriores, es decir Z2Z1 de donde Z2 - Z1 0 2Q2 - CF- S -1Q1 + CF 0 Q2 (1/2).Q1 + 2 (1/2).Q1 + S Q1 Q1 2 Q1
68 Desarrollo y Diseo del Producto Al reemplazar Q1 por (CF+Z)/ 1 solo al laso derecho tenemos: Q2 D.(1 + S ) Q1 Z + CF Donde: D = 1 = (Relacin B/V del diseo anterior) 2 Relacin B/V nuevo Diseo Es evide nte que, a menos que se pueda incrementar considerablemente la relacin B/V del pr oducto, la organizacin tendr que vender ms para justificar la inversin de capital qu e supone la introduccin del nuevo producto. Si por ejemplo la relacin del nuevo pr oducto se mantiene en el mismo nivel que el del producto anterior, D = 1. + 1 o bien Q2 > Q1 De donde Q2 S Q1 Z + CF Ejemplo 2-4 Se tiene que los costos fijos a nuales de un producto son $ 2000.000.oo y que el beneficio neto anual es de $400. 000.oo, siendo el volumen medio de ventas mensuales de 800 unidades. Se planea u n nuevo producto, que supone un gasto de preparacin de $ 800.000.oo que deben amo rtizarse en dos aos. Se espera que con los nuevos mtodos de produccin la relacin B/V aumentara en un 10%. Qu cifras de ventas anuales se requieren? a) Para obtener el mismo beneficio neto b) Para obtener, adems de este beneficio, un rendimiento de l 10% del capital invertido. Solucin: a) La relacin D = 1 =1,0 = 0,91 2 1,1 Gasto adicional anual S = $ 800.000/2 = $400.000
Q2 Q1 XD (1+ S =10192 Z+ CF Desarrollo y Diseo del Producto ) =0,91x12*800(1 + 400.000/2000.000+400.000) 69 c) El primer ao, hay que aadir el 10% de la inversin ($80.000) al beneficio, es dec ir, $40.000 el primer ao Z2= $ 440.000, quedando entonces: Q2 = Q1D. (Z2+S+CF)=12x800x0, 91 (400.000+440.000+2000.000) = 10338 Z1 +CF 400.0 00+ 2000.000 Igualmente el segundo ao: Z2= 400.000+ 80.000 = $480.000 Q2 = D. (Z2+S+CF) = 800x0, 95(400.000+480.000+200 0.000) = 10483 Z1 +CF 400.000+ 2000.000 2.7.6 Ejercicios de aplicacin anlisis econmico de un nuevo producto 1. Se fabrica un producto en el punto de equilibrio, una comisin estudia la situa cin recomendando la sustitucin del producto por un nuevo diseo a pesar de que los c ostos adicionales de preparacin supondrn un 30% de los costos fijos. El departamen to de ventas comunica a la comisin que se prev que las ventas del nuevo producto s uperarn un 40% el nivel actual. Qu opina usted del informe de la comisin? (Sustente matemticamente su opinin) 2. El margen de seguridad del producto A es del 25% y su punto de equilibrio es de 2.000 unidades con una utilidad de $ 20.000.000.Se pr opone reemplazar el producto A por el producto B con un
70 Desarrollo y Diseo del Producto aprovechamiento que supere en un 25% el aprovechamiento del producto A, requirind ose una inversin adicional de $ 100.000.000 Cuantas unidades tendrn que producirse del producto B cada ao para asegurar que utilidad sea del 40% del capital inverti do? 3. El margen de seguridad del producto A es del 25% y su punto de equilibrio es de 2.000 unidades con una utilidad de $ 20.000.000 Se propone reemplazar el producto A por el producto B con un aprovechamiento que supere en un 25% el apro vechamiento del producto A, requirindose una inversin adicional de $ 100.000.000. C untas unidades tendrn que producirse del producto B cada ao para asegurar que utili dad sea del 40% del capital invertido? 4. Las ventas del producto A son de 15.00 0 unidades al ao y el punto de equilibrio lo tiene con 12.000 unidades al ao. Los costos fijos son de $ 35.000.000 al ao. Se va a reemplazar el producto A por el p roducto B haciendo una inversin total de $ 50.000.000 que debern amortizarse en do s aos. Se espera con esta decisin que aprovechamiento mejore un 20% y se obtenga u n rendimiento del 15% sobre el capital invertido. Cuntas unidades tendrn que produc irse del producto B en el primero y segundo ao para que sea rentable la decisin de reemplazo? 5. El margen de seguridad del producto A es del 50%. El punto de equil ibrio se presenta con un volumen de 7.500 unidades y su utilidad es de $ 15.000. Se desea remplazar este producto por un producto B con el mismo aprovechamiento. La inversin requerida es de $ 60.000. Cuntas unidades habr que vender cada ao, para
Desarrollo y Diseo del Producto 71 obtener adems de la utilidad actual un beneficio del 20% sobre el costo adicional ?
Captulo 3 Planeacin y Diseo de Procesos
Planeacin y Diseo de Procesos 73 El proceso contempla una serie de actividades diversas o tareas desarrolladas po r un conjunto integrado de personas y equipos, que se encargan de transformar lo s recursos seleccionados en productos finales, ya sean bienes materiales o servi cios. La seleccin y distribucin del equipo requerido para los procesos de transfor macin y la integracin de la fuerza laboral y otros recursos en un todo de acuerdo con el equipo constituyen el diseo del proceso. En el diseo de los procesos de pro duccin, seleccionamos y describimos los procesos especficos que se utilizarn en pro duccin. La planeacin de los procesos es intensa para nuevos productos y servicios, pero tambin puede ocurrir un replanteamiento en la medida cambian las necesidade s de capacidad o modifican las condiciones de la empresa o el mercado, o se encu entran disponibles mquinas tcnicamente superiores. El tipo de proceso de produccin a seleccionar debe necesariamente seguir directamente las estrategias de las ope raciones que incluyen decisiones en aspectos como los nuevos productos que deben desarrollarse y cundo deben introducirse en la produccin , qu nuevas instalaciones de produccin son necesarias y cundo lo son, y qu nuevas tecnologas y procesos de pr oduccin deben desarrollarse y cundo son necesarios , y que esquemas de produccin se rn los que seguiran la produccin de productos y servicios. El diseo de los productos y el diseo de los procesos de produccin estn interrelacionados.
74 Planeacin y Diseo de Procesos La Figura 3-1 mostrada adelante ilustra la idea de la ingeniera simultnea, que sig nifica que el diseo de productos y servicios avanza al mismo tiempo que el diseo d e los procesos con una interaccin contina. IDEAS DE PRODUCTOS/SERVICIOS ESTUDIO DE FACTIBILIDAD ECONMICA Y TECNICA DISEO DE PRODUCTO/SERVICIO Interaccin Continua DISEO DE PROCESOS DE PRODUCCIN PRODUCIR Y PONER EN EL MERCADO NUEVOS PRODUCTOS /SERVICIOS Figura 3-1 Diseo de ingeniera simultanea o recurrente 3.1 Factores principales que afectan las decisiones de diseo de los procesos. Nat uraleza de la demanda de productos/servicios Los procesos de produccin deben tener una capacidad adecuada para producir el vol umen de productos/servicios que desean los clientes y se han tener en cuenta las medidas necesarias para expandir o contraer la capacidad para satisfacer las ne cesidades del mercado.
Planeacin y Diseo de Procesos 75 De otro lado, los precios tambin afectan el volumen de ventas, el diseo del produc to y la capacidad requerida de produccin, al igual que los costos, por tanto, la seleccin del precio y la seleccin del diseo de los procesos de produccin deben sincr onizarse. Grado de integracin vertical La integracin vertical consiste que una gran porcin de la cadena de produccin y dis tribucin, desde los proveedores de los componentes hasta la entrega de los produc tos/servicios a los clientes, que se renen y despliega bajo la propiedad de la em presa. El grado en que una empresa decide estar integrada verticalmente determin a cuantos procesos de produccin deben planearse y disearse. Generalmente, como con secuencia de la escasez de capital as mismo de la capacidad de produccin, las pequ eas empresas y los negocios que nacen deciden tener un grado de nivel de integrac in vertical. Conforme crecen los negocios y maduran los productos, sin embargo, ms y ms la produccin y la distribucin de los productos tpicamente ser devuelto a la emp resa conforme esta busca mejores formas de reducir los costos y consolidar sus o peraciones. La decisin si debe fabricar los componentes (o dar servicios) o compr arlos de los proveedores no es fcil. En los ltimos aos una tendencia hacia el abast ecimiento estratgico exterior (outsourcing); que es la adquisicin externa del proc eso para el propsito primario de ser capaz de reaccionar con mayor rapidez a los
76 Planeacin y Diseo de Procesos cambios en la demanda de los clientes, a las acciones de los competidores y las nuevas tecnologas Flexibilidad de la produccin Un proceso de produccin es flexible cuando es capaz de responder con rapidez a la s necesidades de los clientes y tiene dos formas: flexibilidad del producto y fl exibilidad del volumen, pero ambas determinadas en gran parte al disear e proceso de produccin. La flexibilidad del producto es la capacidad que tiene el sistema de produccin para realizar con rapidez el cambio al producir un producto/servicio a producir otro. Los procesos de produccin deben disearse para incluir nuevas for mas de automatizacin flexible que permitan la variacin de productos. La flexibilid ad en los volmenes es la capacidad de aumentar o reducir rpidamente los volmenes de productos/servicios producidos. Se requiere flexibilidad en los volmenes cuando la demanda est sujeta a picos y planos o cuando resulta poco prctico poner en inve ntario anticipndose a la demanda de los clientes. En presencia de una demanda var iable del producto, el equipo de bienes de capital en los procesos de produccin d eber estar diseado con capacidades de produccin cercanas a los niveles pico de la d emanda. Grado de automatizacin La clave de la integracin del sistema de produccin es determinar el grado de autom atizacin requerido en los procesos de produccin. En primer lugar el equipo automat izado es muy costoso y resulta difcil
Planeacin y Diseo de Procesos 77 administrar la integracin de la automatizacin en operaciones existentes en operaci ones nuevas, por tanto la decisin no es a la ligera. La automatizacin puede reduci r la mano de obra y los costos relacionados, pero en muchas aplicaciones la enor me inversin requerida por los proyectos de automatizacin no se puede justificar slo debido a ahorros en la mano de obra. Muchas empresas han sido motivadas por las metas de mejora de la calidad del producto y de la flexibilidad del producto po r lo cual han efectuado enormes inversiones en proyectos de automatizacin igual q ue en los dems factores que afectan el diseo del proceso de produccin. El grado apr opiado de automatizacin para la produccin de un producto/servicio debe proceder de las estrategias de las operaciones de la empresa. Si estas estrategias requiere n una elevada calidad del producto y una gran flexibilidad en el mismo, la autom atizacin puede ser un elemento importante en la estrategia de operaciones. Calida d del producto/servicio El entorno competitivo, ha convertido la calidad en el arma fundamental en una b atalla de mercados internacionales. La eleccin del diseo de los procesos de produc cin queda afectado necesariamente por la necesidad de una mayor calidad en el pro ducto. En todos los pasos del diseo de proceso, la calidad del producto es un fac tor crucial en la mayora de las decisiones de importancia.
78 Planeacin y Diseo de Procesos 3.2 Tipos de diseos de procesos. Los tipos comunes de organizaciones de procedimi entos de la produccin son el enfocado al producto, el enfocado al proceso y la te cnologa de grupo/manufactura celular. Enfocado al producto Es una forma de organi zacin del procedimiento de la produccin en la cual los departamentos de produccin e stn organizados con el tipo de producto/servicio que se esta elaborando. En otras palabras, todas las operaciones de produccin requeridas para producir un product o o servicio estn por lo general agrupados en un mismo departamento de produccin. La produccin enfocada al producto es aplicable a dos formas generales de produccin : manufactura de unidades discretas y manufactura de proceso. La manufactura de unidades discretas quiere decir que se producen productos distintos o separados, como automviles, televisores. Este tipo de productos se fabrican en lotes, requi riendo que el sistema se cambie entre lotes por la elaboracin de otro producto. O el sistema puede estar dedicado solamente a un producto., con lo cual el sistem a prcticamente nunca se modifica para otros productos. En la manufactura de unida des discreta, el trmino enfocado al producto se utiliza tambin a veces como sinnimo trmino lnea de produccin o lnea de ensamble, como en los casos de plantas de ensamb le de autos.
Planeacin y Diseo de Procesos 79 En la manufactura de procesos, los flujos de materiales se mueven entre las oper aciones, como filtrado, molido, cocido, mezclado, separado, batido, fraccionado , evaporado, reducido o destilado. En esta forma de produccin es comn en la indust ria cemento. En comparacin con otros tipos de produccin, los sistemas enfocados al producto requieren por lo general niveles inciales de inversin ms elevados. Esta m ayor inversin proviene de 1) uso de equipo ms costoso, de manejo de materiales en posicin fija, 2) el uso de equipo que es especial para un producto/servicio en pa rticular. Adicionalmente, la flexibilidad en la produccin de estos sistemas tiend e a constante baja porque ordinariamente son difciles de modificar para uso de ot ros productos/servicio, a veces se compensa con la utilizacin de menores cantidad es de mano de obra especializada, menor capacitacin de los trabajadores, menos su pervisin y facilidad de planear y controlar la produccin. Enfocado al proceso Form a de produccin en la cual las operaciones se agrupan segn los tipos de proceso. En otras palabras, todas las operaciones de la produccin que tengan procesos tecnolg icos similares se engloban formando un departamento de produccin. Por ejemplo, to das las operaciones de produccin en una fbrica que se involucren pintura se agrupa n en una sola ubicacin formando un departamento de pintura. de los alimentos, cer veceras, qumicas, refineras de petrleo, petroqumica, plsticos, papel y
80 Planeacin y Diseo de Procesos Los sistemas enfocados a los procesos a menudo se conocen como produccin intermit ente, ya que esto se desarrolla intermitentemente sobre los productos, esto es, con base arrancar parar. Los sistemas enfocados a los procesos tambin se conocen comnmente como talleres de tareas ya que los productos pasan de un departamento a l siguiente en lotes (tareas) que en lo general han quedado terminados por los p edidos de los clientes. 3.3 Organizacin y tecnologa de procesos La organizacin trad icional de los procesos abarca el flujo variable, el flujo intermitente, el fluj o repetitivo y el flujo continuo. Las caractersticas de estos procesos se describ en a continuacin. Proceso de Flujo variable. Cuando se puede fabricar una amplia gama de productos segn necesidades del cliente personal de apoyo es minoritario, si se compara con la fuerza laboral, y la comunicacin entre esta y la administrac in es informal. Trabadores altamente calificados operan los equipos de propsito ge neral, los cuales se ordenan mediante distribucin por proceso. Una distribucin por proceso es aquella en que se colocan juntas las mquinas similares (como tornos, maquinas de coser) y actividades semejantes en los centros de trabajo. La distri bucin por proceso es flexible por el curso del trabajo no depende de la distribuc in en planta. Los trabajos van de un centro laboral al prximo, dependiendo de las necesidades de manufactura. Generalmente tiende a formarse frente a las mquinas l argas colas y
Planeacin y Diseo de Procesos 81 acumularse grandes inventarios de trabajo o productos en proceso; en otras palab ras se forman cuellos de botella. El cuello de botella se produce cuando la capa cidad de la pieza de un equipo o de un grupo de trabajadores es menor que la de cualquier otro elemento del proceso. Proceso de Flujo intermitente. Se caracteri za porque se fabrican grandes lotes de productos combinando equipos de propsito g eneral con equipo de propsito especial. Al igual que el proceso de flujo variable , el contenido de trabajo de cada producto es elevado y la fuerza laboral debe s er altamente calificada y flexible. Sin embargo la programacin de una lnea de prod uctos ms limitada y tamaos mayores de lotes puede hacerse con ms facilidad. En un p roceso de flujo intermitente, el equipo esta ordenado con frecuencia con una dis tribucin por proceso, como en el flujo variable, o en una distribucin por grupo de tecnologa (celular): El Grupo de tecnologa-GT se basa en la nocin de semejanza y e l concepto de manufactura celular que estn muy relacionados. La Distribucin celula r es aquella en la cual el equipo requerido para fabricar un conjunto de piezas se coloca junto. Las piezas agrupadas Las por piezas diseo tienen por formas y ta maos de correspondientes. agrupadas caractersticas manufactura requieren los mismos pasos, materiales, montaje de maquinaria, proce dimientos establecidos o habilidades de trabajo en el procedimiento.
82 Planeacin y Diseo de Procesos Procesos de Flujo repetitivo. Se emplean cuando solo se fabrican unos pocos prod uctos especficos estandarizados. La lnea de montaje es el ejemplo clsico de este pr oceso. Para fabricar el producto se desarrolla un equipo de propsito especial y s e ordena en un conjunto de centros de trabajo secuencialmente dependiente. Este ordenamiento se conoce como distribucin por producto. La distribucin por producto consiste en agrupar juntos los equipos necesarios para la elaboracin y ubicarlos de modo que la secuencia este de acuerdo con el recorrido del producto. Proceso de Flujo continuo. Al igual que en los procesos de flujo repetitivo, la fuerza l aboral orientada hacia el proceso se halla asistida por un gran personal de apoy o. El contenido directo de trabajo en cada producto es bajo y el equipo empleado es ms costoso e inflexible que el utilizado comnmente en las plantas de flujo rep etitivo. 3.4 diseo de procesos en empresas de servicio. En muchos casos al disear un proces o de servicio, los consumidores influyen en el proceso; por ejemplo un banco, un supermercado, un hotel. En general, el tiempo que se necesita para servir a cad a cliente es muy variable, as como misma naturaleza del servicio solicitado. La c apacidad para crear un inventario de servicio en los perodos de baja demanda para contrarrestar los de alta demanda aumenta la dificultad de nivelar el flujo de produccin.
Planeacin y Diseo de Procesos 83 Se distinguen dos partes en una operacin de servicio: una que establece contacto con el cliente (operacin externa) y otra que no tiene contacto con el cliente (op eracin interna. Para el diseo de operaciones de contacto con el cliente, que cuand o el cliente est inmerso en el proceso, es importante tener en cuenta sus necesid ades sicolgicas al disear la operacin; esto debe plasmarse en distribucin de las ins talaciones. Las personas encargadas de a los clientes deben capacitarse en relac iones interpersonales as como en los detalles tcnicos de las tareas. Para el diseo de operaciones internas, pueden disearse como se hace con las operaciones de manu factura. Las herramientas gerenciales de produccin que ms se utilizan en la planea cin de flujo del proceso son los dibujos de ensamble, los diagramas de ensamble, las hojas de ruta y los diagramas de flujo del proceso. Cada una de ellas es una herramienta de diagnostico til y se puede emplear para mejorar las operaciones d urante el estado estable del sistema productivo. El dibujo de ensamble es una vi sta ampliada del producto, en donde aparecen sus partes componentes. El diagrama de ensamble utiliza la informacin que aparece en el dibujo de ensamble y define como se integran las partes, su orden de ensamble y con frecuencia el patrn globa l de flujo de materiales.
84 Planeacin y Diseo de Procesos La hoja de operaciones y ruta especifica la ruta de operaciones y procesos para una parte particular. Suministra informacin como el tipo de equipos, herramientas y operaciones que se necesitan para completare la parte. El diagrama de flujo d el proceso utiliza smbolos de la Sociedad Norteamericana de Ingenieros Mecnicos ASME- para indicar lo que sucede en el produ cto a medida que avanza la lnea de produccin.
Captulo 4 Pronstico y estimacin de ventas
Pronstico y Estimacin de Ventas 87 4.1 Qu es pronosticar? Es el arte y la ciencia de predecir los eventos futuros. Pa ra esta labor de predecir podemos involucrar el manejo de datos histricos para pr oyectarlos al futuro, a travs de algn tipo de modelo matemtico. Tambin podemos propo ner una prediccin del futuro en forma subjetiva o intuitiva. As tambin podemos util izar una combinacin de ambas, es decir, un modelo matemtico ajustado por el buen c riterio de quin lo estima. A travs de diferentes y continuas aplicaciones de las tc nicas de pronstico, nos daremos cuenta que rara vez existe un modelo superior. Mu chas veces lo que mejor funciona en una empresa bajo ciertas condiciones, podra s e un fracaso completo en otra empresa, o porque no, en otro departamento de mism a empresa. SE dan ciertas limitaciones sobre lo que puede esperarse en la tiempo en su preparacin y estimacin de los pronsticos. Muy pocas veces son si acaso, perf ectas; tambin resultan costosos y requieren seguimiento. No obstante lo anterior, son escasos los negocios que pueden darse el lujo de evitar el proceso de estab lecer sus pronsticos para tan solo esperar lo que pueda suceder para tomar entonc es las oportunidades. 4.2 Horizontes de tiempo en los pronsticos Los pronsticos se clasifican generalmente en el horizonte de tiempo futuro que describen. Las tre s categoras son tiles para los administradores de operaciones, y son:
88 Pronstico y Estimacin de Ventas 1. Pronsticos a corto plazo. Tienen un lapso de tiempo hasta de un ao, pero genera lmente menor a tres meses. Se utilizan para planear la programacin de planta, niv eles de fuerza laboral, asignaciones de trabajo y niveles de produccin y las comp ras. 2. Pronostico a mediano plazo. Un pronstico de mediano plazo, o intermedio, por lo general tiene un lapso de tiempo de tres meses a tres aos. Es muy utilizad o en la planeacin de produccin y anlisis de varios planes de operacin, presupuestos, planeacin de ventas y presupuesto de efectivo. 3. Pronstico a largo plazo. Genera lmente con un lapso de tiempo de tres aos o ms, los pronsticos a largo plazo se uti lizan para planear nuevos productos, localizacin de instalaciones o su expansin, d esembolso de capital y para investigacin y desarrollo. 4.3 Enfoques para pronosticar Existen dos enfoque generales para pronosticar, as como existen dos maneras de abordar todos los modelos de decisin: Los pronsticos c ualitativos o subjetivos involucran algunos factores importantes tales como la i ntuicin, emociones, experiencias personales del que toma la decisin, y sistemas de valores para alcanzar un pronstico. Los pronsticos cuantitativos por su parte inc orporan una gran variedad de modelos matemticos que utilizan datos histricos y/o v ariables causales para pronosticar la demanda o ventas futuras.
Pronstico y Estimacin de Ventas 89 Algunas compaas utilizan solo una forma, algunas utilizan la otra, pero en la prcti ca una combinacin o mezcla de los dos estilos podra ser generalmente lo ms efectivo . 4.4 Repaso de los mtodos cualitativos Se consideran cuatro tcnicas de pronstico cua litativo diferentes: 4.4.1. Jurado de opinin ejecutiva o consenso del comit ejecutivo: Las predicciones pueden desarrollarse interrogando a un pequeo grupo de altos ejecutivos eruditos de diferentes departamentos y forman un comit para analizar sus opiniones en cua nto a los valores futuros de las ventas y de otros aspectos por predecir. Esta tc nica permite la fusin de las opiniones de una seccin de expertos nter funcionales, pero los factores sociales o la presencia de un miembro poderoso puede impedir q ue el grupo llegue a un verdadero consenso, llegndose prcticamente en la mayora de los casos a un pronstico negociado. Se utiliza a menudo en combinacin con modelos estadsticos, y se obtiene una estimacin de grupo sobre la demanda. Esta tcnica es r elativamente econmica plazo. 4.4.2. Mtodo DELPHIS: Se utiliza para lograr un conse nso dentro de un comit. En este mtodo se involucra un grupo de expertos que compar ten informacin y eventualmente llegan a un consenso en una prediccin a largo plazo con respecto a las tecnologas del futuro o las ventas futuras de un nuevo produc to. y es la ms utilizada en predicciones a mediano y largo
90 Pronstico y Estimacin de Ventas En el mtodo DELPHIS los miembros del panel usualmente se ubican en diferentes lug ares y participan desde el anonimato. Esto ayuda a reducir la influencia de los ejecutivos poderosos y los efectos arrolladores de la opinin mayorista. Aunque to me ms tiempo hacer la prediccin, el resultado tiende a ser ms preciso que los gener ados por medio del enfoque de consenso del comit ejecutivo. Cada miembro del pane l llena un cuestionario preparado y lo devuelve al coordinador de la empresa, qu ien sintetiza los resultados y los utiliza para preparar un nuevo cuestionario. Cada respuesta se retroalimenta en cada sesin., el nuevo cuestionario y el result ado resumido del primero se envan a los miembros del panel con informacin utilizad a por ellos que todava no este disponible para los otros. Despus de repasar los re sultados resumidos e informacin nueva, los miembros del panel defienden o modific an sus puntos de vista originales. El proceso se repite hasta que se logre una p rediccin de consenso o hasta llegar a un nmero determinado de iteraciones. Pudiese n requerirse hasta seis sesiones antes de alcanzar consenso sobre los pronsticos 4.4.3. Estructura de la fuerza de ventas: En muchas compaas la fuerza de ventas en tra en contacto directo con los clientes, lo cual constituye una buena fuente de informacin que considera las intenciones de los clientes a corto y mediano plazo . Las estimaciones de ventas se obtienen individualmente a partir de cada uno de los miembros de la fuerza de ventas. Estas estimaciones se combinan a fin de el aborar una estimacin de las ventas en todas las regiones o zonas. Este conocimien to puede ayudar a la empresa a lograr una prediccin con rapidez y bajo costo.
Pronstico y Estimacin de Ventas 91 El administrador de distrito emplea los estimados de ventas individuales para cr ear una prediccin de distrito. Los administradores deben ajustar los estimados in dividuales para reducir las inclinaciones optimistas(o la pesimista, s la fuerza de ventas recibe bonos por exceder las proyecciones).Las predicciones de distrit o se combinan entonces hasta crear una prediccin global. 4.4.4. Encuesta a los cl ientes: Una empresa tambin puede hacer sus predicciones en los planes establecido s de compras futuras de sus clientes actuales y potenciales mediante una encuest a a los clientes. Esta informacin puede obtenerse directamente por medio de encue stas personales, por telfono, correo o por fax para determinar los volmenes de pro ductos que la empresa puede adquirir en cada periodo en el futuro y se prepara u n pronstico de ventas combinando las respuestas individuales de los cliente. Una vez combinada la informacin proveniente de las empresas, normalmente se ajusta po r un factor de experiencia que tiene en cuenta la relacin histrica entre los reque rimientos establecidos de los clientes y las compras reales, as como la proporcin anticipada del mercado de los fabricantes. Estas cifras de ajuste se utilizan co mo prediccin de la demanda. La mejor informacin es la que se solicita a los client es. Para muchas empresas esto no es prctico y solicitar una muestra representativ a de sus planes es suficiente. Existen muchas maneras de estructurar las muestra s; las simples y estratificadas al azar, las sistemticas y las de grupo se encuen tran entre las estructuras ms comunes.
92 Pronstico y Estimacin de Ventas Puede ayudar no solamente a preparare el pronstico sino tambin a mejorar el diseo d el producto y la planeacin de productos nuevos. 4.5 Repaso de los mtodos cuantitativos Se tratarn cinco mtodos cuantitativos para p ronosticar. Ellos son: 1. Simplista 2. Promedios Mviles 3. Suavizacin Exponencial 4. Proyeccin de Tendencia 5. Modelo causal de Regresin Lineal Los primeros cuatro se llaman modelos de series de tiempo. Ellos predicen sobre la base de la suposi cin de que el futuro es una funcin del tiempo pasado. En otras palabras, ellos ven lo que ha pasado en un perodo de tiempo y usan una serie de datos pasados para h acer el pronstico. El ltimo modelo, la Regresin Lineal, es un modelo causal, incorp ora al modelo las variables o factores que pueden influenciar la cantidad que se pronostica. 4.5.1 Pasos para determinar un sistema de pronstico Independientemente del mtodo u tilizado para pronosticar, se siguen los siete pasos en su orden a saber: 1. Det erminar el uso del pronstico Qu objetivos se persigue obtener?
Pronstico y Estimacin de Ventas 93 2. Seleccionar la variable que se va a pronosticar 3. Determinar el horizonte de tiempo del pronstico Es a corto, mediano o largo plazo? 4. Buscar los datos histri cos necesarios para hacer el pronstico 5. Graficar los datos histricos, para obser var su comportamiento 6. Seleccionar y validar el modelo de pronstico 7. Hacer el pronstico e instrumentar los resultados. 4.5.2 Pronsticos de series de tiempo Una serie de tiempo se basa en la secuencia de puntos de datos separados de manera uniforme (semanal, mensual, trimestral y as sucesivamente). El pronstico de serie de tiempo implica que los valores futuros se predicen nicamente a partir de los valores pasados, y que cualquier otra vari able se ignore, no importa que tan valiosa sea. 4.5.3 Descomposicin de una serie de tiempo El anlisis de las series de tiempo prop one fraccionar los datos en componentes para proyectarlos hacia el futuro: Una s erie de tiempo tiene cuatro componentes tpicos: tendencia, estacionalidad, ciclos y variacin al azar. a) Tendencia (T) es el movimiento gradual, ascendente o desc endente, de los datos a travs del tiempo. b) Estacionalidad (E) es el patrn de dat os que se repite a s mismo despus de un perodo de das, semanas, meses o trimestres ( de este ltimo surgi el trmino estacionalidad, por las estaciones: invierno, primave ra, otoo y verano).
94 Pronstico y Estimacin de Ventas c) Ciclos (C) son patrones que ocurren en los datos cada varios aos. Generalmente se encuentran ligados al ciclo del negocio y son de importancia vital en el anli sis y planeacin de negocios a corto plazo. d) Variaciones al azar (A) son seales e n los datos causadas por oportunidades y situaciones inusuales, no siguen un pat rn predecible. En estadstica existen dos formas generales de modelos de series de tiempo. El ms ampliamente utilizado es un modelo multiplicativo, que asume que la demanda es el producto de los cuatro componentes: Demanda = T x E x C x A Un mo delo aditivo ofrece un estimado mediante la suma de los componentes. Se establec e como: Demanda = T+ E+C+A En los modelos del mundo real, los que pronostican as umen que las variaciones al azar se promedian en el tiempo. Por lo tanto, se con centran nicamente en el componente estacional. Un componente es la combinacin de l a tendencia y los factores cclicos. Figura 4-1
Pronstico y Estimacin de Ventas DEMANDA PARA EL PRODUCTO O SERVICIO 95 COMPORTAMIENTO DE TENDENCIA SERIE DE TIEMPO Y SUS COMPONENTES PICOS ESTACIONALES LINEA REAL DE LA DEMANDA PROMEDIO DE LA DEMANDA DESPUES DE CUATRO AOS AO1 AO2 TIEMPO AO3 AO4 4.5.4 Pronsticos de serie de Tiempo 4.5.4.1 Promedio Simplista La manera ms fcil de pronosticar es asumir que la demanda del siguiente perodo es exactamente igual a la demanda del perodo inmediatamente anterior. En pocas palabras, si las ventas de un producto, por ejemplos celulares, fueron de 150 unidades en el mes de juli o, podemos pronosticar que las ventas de agosto sern tambin de 150 unidades. Qu sent ido tiene esto? Resulta que algunas lneas de productos, seleccionan a este enfoqu e de pronstico simplista porque es el modelo de pronstico ms eficiente en cuanto a costo y ms objetivo. La objecin principal al uso de estos procedimientos para el p ronstico a
96 Pronstico y Estimacin de Ventas corto plazo es que son tan simplistas que lo ms probable es que arrojen un error sustancial de pronstico. 4.5.4. 2 Promedios Mviles Los promedios mviles son tiles si se asume que las demand as del mercado sern ms o menos constantes durante un perodo de tiempo. Un promedio mvil de cuatro meses se toma sencillamente, como la suma de la demanda durante lo s ltimos cuatro meses dividida entre 4. Con cada mes que pasa, el dato del mes ms reciente se adiciona a la suma de los datos de los tres meses previos, y el prim er mes se suprime. Esto tiende a suavizar las irregularidades a corto plazo en l as series de datos. Matemticamente, el promedio mvil simple (que sirve como estima cin de la demanda del perodo siguiente) se expresa como: Promedio mvil = Demanda en n perodos prvios n Donde n es el nmero de perodos en el promedio mvil, por ejemplo, cuatro, cinco o seis meses, respectivamente, para un promedio mvil de cuatro, cin co o seis perodos. Ejemplo 4-1 Las ventas de Licuadoras en un almacn de electrodoms ticos en Barranquilla se muestran en la columna central de la siguiente tabla. U n promedio mvil de tres meses aparece a la derecha.
Pronstico y Estimacin de Ventas MES Enero Febrero Marzo Abril Mayo Junio Julio Ago sto Septiembre Octubre Noviembre Diciembre Enero Ventas reales de licuadoras 20 24 28 32 36 40 56 60 40 50 48 64 Promedio mvil de tres meses 97 (20+24+28)/3 = 24 (24+128+32)/3 = 28 (28+32+36)/3 = 32 (32+36+40)/3 = 36 (36+40+ 56)/3 = 44 (400+56+60)/3 =52 (56+60+40)/3 = 52 (60+40+50)/3 = 50 (40+50+48)/3 = 46 (50+48+64)/3 = 54 4.5.4.3 Promedios mviles ponderados Cuando existe una tendencia o patrn, los pesos pueden ser utilizados para poner ms nfasis en los valores resientes, esto hace qu e las tcnicas sean ms sensibles a los cambios, ya que los perodos resientes pueden tener mayor peso. Decidir qu pesos se van a utilizar requiere de alguna experienc ia y un poco de suerte. La eleccin de pesos es de alguna forma arbitraria ya que no existe frmula alguna para determinarlos. Si el ltimo mes o perodo tiene demasiad o peso, el pronstico puede reflejar un cambio rpido e inusual en la demanda o patrn de ventas. Un promedio mvil ponderado se puede expresar matemticamente como: Promedio mvil = (Peso para el perodo n )( Demanda para el perodo n ) Pesos
98 Pronstico y Estimacin de Ventas Ejemplo 4-2: El Almacn del Ejemplo 4-1, sea pronosticar las ventas de licuadoras pesando los ltimos tres meses como sigue: esos aplicados 3 2 1 6 Pronstico para este mes = Perodo ltimo mes Hace dos meses Hace tres meses Suma de los pesos 3 x Ventas del ltimo mes + 2 x Ventas de hace dos meses + 1 x Ventas de hace tres meses 6 (Suma de los pesos) Los resultados de este pronstico de promedios ponder ados se muestran en la siguiente tabla: MES Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviemb re Diciembre Enero Ventas reales de licuadoras 20 24 28 32 36 40 56 60 40 50 48 64 Promedio mvil ponderado para tres meses (3x28+ 2x24 + 1x20)/6 = 25 (3x32+ 2x28 + 1x24)/6 = 29 (3x36+ 2x32 + 1x28)/6 = 33 (3x40+ 2x36 + 1x32)/6 = 37 (3x56+ 2x20 + 1x36)/6 = 44 (3x60+ 2x56 + 1x40)/6 = 5 5 (3x40+ 2x60 + 1x56)/6 = 49 (3x50+ 2x40 + 1x60)/6 = 48 (3x48+ 2x50 + 1x40)/6 = 47 (3x64 +2x48 + 1x50)/6 = 56
Pronstico y Estimacin de Ventas 99 Tanto los promedios mviles simples como los ponderados son efectivos para suaviza r las variaciones abruptas en el patrn de demanda, con el fin de ofrecer estimado s estables. Sin embargo, los promedios mviles tienen tres problemas. Primero, el incremento del valor de n (Nmero de periodos promediados) suaviza mejor las fluct uaciones, pero al mtodo menos sensitivo a los cambios reales en la informacin. Seg undo, los promedios mviles no pueden reconocer muy bien las tendencias. Puesto qu e son promedios, siempre se mantendrn dentro de los niveles pasados, y no predeci rn un cambio a mayor o menor nivel. Finalmente, los promedios mviles requieren de una gran cantidad de registros de datos anteriores. Figura 4-2 Pronstico de promedio movil ponderado 70 Demanda de Licuadoras 60 56 60 55 50 49 44 40 36 32 28 24 20 25 33 40 48 50 40 30 20 10 0 29 37 0 1 2 3 4 5 6 MESES 7 8 9 10 11
100 Pronstico y Estimacin de Ventas
4.5.4.4 Suavizacin Exponencial La suavizacin exponencial es un mtodo de pronstico fci l de usar y se maneja en forma eficiente por medio de las computadoras. Aunque e s un tipo de tcnica de los promedios mviles, involucra poco respaldo de informacin pasada: la frmula de la suavizacin exponencial bsica se muestra a continuacin: Pronst ico nuevo = Pronstico del ltimo perodo +(Demnd real del ltimo perodo-Pronstico del mo perodo) Donde es un peso, o constante de suavizacin, que tiene un valor entre 0 y 1, inclusive. La ecuacin relacionada antes, tambin pude escribirse como: Ft = F t-1 + (At-1- Ft-1) Donde: Ft = el pronstico nuevo Ft-1= el pronstico anterior = co nstante de suavizacin (0 =1) At-1= demanda real del perodo anterior El concepto no e s complejo. La ltima estimacin de la demanda es igual a la estimacin anterior ajust ada por una fraccin de la diferencia entre la demanda real del perodo anterior y e l estimado anterior. Ejemplo 4-3: En Junio, un transportador de turistas pronost ic una demanda en Julio para 200 viajes por mes. La demanda real de Junio fue de 180 viajes. Utilizando una constante de suavizacin de = 0.25, podemos
Pronstico y Estimacin de Ventas 101
pronosticar la demanda de Agosto usando el mdulo de suavizacin exponencial, al sus tituir en la frmula se obtiene: El pronstico nuevo (para la demanda de Agosto) =20 0+0,25(180200)=195. Por lo que el pronstico de la demanda para viajes para el mes de agosto se estima en 195. La constante de suavizacin , esta generalmente en el rango de 0,05 a 0,50 para aplicaciones de negocios. Puede cambiarse para dar ma yor peso a los datos recientes (cuando es alta), o mayor peso a los datos anteri ores (cuando es baja). La importancia de los datos de perodos pasados se reduce rp idamente cuando se incrementa. Cuando alcanza el extremo de 1,0 entonces Ft-1= 1 ,0At-1. Todos los dems valores anteriores se eliminan, y el pronstico se vuelve idn tico al modelo simplista. Esto significa que el pronstico para el siguiente perodo es justamente igual a la demanda del actual. La siguiente ayuda a ilustrar este concepto. Por ejemplo, cuando =0,5, se puede observar qu nuevo pronstico se basa en casi en su totalidad en la demanda de los ltimos tres o cuatro perodos. Cuando =0,1, el pronstico proporciona poco peso en la demanda reciente y toma muchos pero dos de valores histricos en consideracin. Constante de suavizacin Perodo ms Reciente Segundo perodo ms Reciente (1) Tercer pe ms Reciente (1) 2 Curto perodo Quinto perodo ms reciente (1) 3 ms Reciente (1) 4 = 0,1 =0,5 0,1 0,5 0,09 0,25 0,081 0,125 0,073 0,063 0,066 0,031
102 Pronstico y Estimacin de Ventas Seleccin de la constante de suavizacin El mtodo de suavizacin exponencial es fcil de usar, y se ha aplicado satisfactoriam ente en bancos y compaas financieras, empresas manufactureras, mayoristas y otras organizaciones. El valor adecuado de la constante de suavizacin hace la diferenci a entre el pronstico exacto y el inexacto. Al seleccionar un valor para la consta nte de suavizacin, el objetivo es obtener el pronstico ms exacto. La exactitud glob al de un modelo de pronstico puede determinarse al comparar los valores pronostic ados contra los valores observados o reales. El error del pronstico se define com o: Error del pronstico = Demanda - Pronstico Una medida del error global del pronst ico para un modelo de desviacin media absoluta (DAM). Esta se calcula al sumar lo s valores absolutos de los errores individuales del pronstico y dividindolos entre el nmero de perodos de informacin (n): DAM = |errores del pronstico| n Ejemplo 4-4: El puerto de Santa Marta ha descargado grandes cantidades de carne de barcos pro cedentes de Argentina durante los ocho trimestres pasados. El administrador de o peraciones del puerto desea probar el empleo de la suavizacin exponencial y la ef ectividad del mtodo en la prediccin del tonelaje descargado. l asume que el pronstic o en el primer trimestre fue de 350 toneladas. Se examinan los dos valores de , = 0,1 y =
Pronstico y Estimacin de Ventas 103 0,5. La siguiente tabla muestra los clculos detallados nicamente para = 0,1: Pronstico redondeado usando = 0,50* 350 355 346 332 341 361 386 373 379 Tonelaje Trimestre Descargado real 1 2 3 4 5 6 7 8 9 360 336 318 350 380 410 360 384 ? Pronstico redondeado usando = 0,10* 350 351=350 + 0.1(360-350) 350=351 + 0.1(336351) 347= 350+ 0.1(318-350) 347=347+ 0.1(350-347) 350=347+ 0.1(380-347) 356=350+ 0.1(410-350) 356=356+0.1(360-356) 359=356+0.1(384-356) *Pronstico redondeado a la tonelada ms cercana Para evaluar la exactitud de cada constante de suavizacin se pueden calcular las desviaciones absolutas y DAM. Tonelaje Pronstico Desviacin Pronstico Desviacin Descargado redondeado Absoluta redo ndeado absoluta Trimestre Real con para con para = 0,10 = 0,10 = 0,50 = 0,50 1 2 3 4 5 6 7 8 360 336 318 350 380 410 360 364 350 351 350 347 347 350 356 356 10 15 32 3 33 60 4 8 350 355 346 332 341 361 386 373 10 19 28 18 39 49 26 9 Suma de desviaciones absolutas: 165 179 20,62 DAM= desviciones 22,37 n obre la base de ste anlisis, una constante de suavizacin = 0,10 se prefiere a = 0, 50 porque su DAM es menor.
104 Pronstico y Estimacin de Ventas 4.5.5.5 Proyecciones con tendencia. Esta tcnica ajusta una lnea de tendencia a una serie de puntos de datos histricos, y despus proyecta la lnea hacia el futuro para pronsticos de un ran go de mediano a largo plazo. Se pueden desarrollar varias lineales. Al desarroll ar una lnea de tendencia mediante un mtodo estadstico preciso, se puede aplicar el mtodo de mnimos cuadrados. Este mtodo da por resultado una lnea recta que minimiza l a suma de los cuadrados de las diferencias verticales entre la lnea y cada una de las observaciones reales. Una lnea de mnimos cuadrados se describe en trminos de s u interseccin- y (la altura a la cual intercepta el eje y) y su pendiente (el ngulo de la lnea). Si se puede calcular la pendiente e interseccin y, es posible expres ar la lnea en la siguiente ecuacin: ecuaciones matemticas con tendencia (por ejempl o, exponenciales y cuadrticas), pero slo desarrollaremos las tendencias y = a + bx Donde: y = Llamada y testada = valor calculado de la variable a predecir (llamada variable dependiente) a = interseccin eje y, b = pendiente de la lnea de regresin (o rango de cambio en y para cambios dados en x) x = la variable indepen diente (que en caso es el tiempo) Profesionales de la Estadstica han desarrollado ecuaciones que pueden ser utilizadas para encontrar los valores de las variable s a y b, en cualquier recta de regresin. La pendiente b se encuentra por: este
Pronstico y Estimacin de Ventas 105 b= Donde: xy nxy x n(x ) 2 2 b = pendiente de la lnea de regresin = signo de sumatoria x = valores de las varia bles independientes y = valores de las variables independientes x = el promedio de los valores de las x y = el promedio de los valores de las y n = el nmero de p untos de datos, eventos observaciones Se puede calcular la interseccin de a con y como sigue: u a = y bx Ejemplo 4-5: La demanda para la energa elctrica en Bogot en el perodo 1999-2005 se m uestra a continuacin, en megawatts. Ajustar una lnea recta con tendencia a estos d atos y pronosticar la demanda de 2007. Ao 1999 2000 2001 2002 2003 2004 2005 Demanda de energa elctrica 296 316 320 360 42 0 572 488 Con una serie de datos en el tiempo, se pueden minimizar los clculos mediante la transformacin de los valores de x (tiempo) a nmeros ms simples. Por lo tanto, en es te caso, se puede asignar a 1999 como ao 1, 2000, como ao 2, y as sucesivamente.
106 Ao 1999 2000 2001 2002 2003 2004 2005 Pronstico y Estimacin de Ventas Demanda de Perodo energa elctrica x2 1 296 1 2 316 4 3 320 9 4 360 16 5 420 25 6 572 36 7 488 49 28 2772 140 xy 296 632 960 1440 2100 3432 3416 12276 x = x = 28 = 4, y = y = 2772 =396 n 7 n 7 b= xy nxy x n( x ) 2 2 = 12276 (7)(4)(396) = 42.43 140 (7)(4) 2 a = y bx = 396- 42.43 (4) = 226.28 En consecuencia, la ecuacin de tendencia de los mnimos cuadrados es y = 226.28+42, 43x Para proyectar la demanda en 2006, primero se denota el ao de 1999 en el nmero 1 nuevo sistema de codificacin como x = 8 (Demanda en 2006) = 226.28 + 42.43 (8) = 565.72, o 566 megawatts Se puede estimar la demanda para 2007= 226.28 + 42.43 (9) = 608 megawatts Para verificar la validacin del modelo, se grafica la demand a histrica y la lnea de tendencia en Figura 4-5. En este caso, se pueden tomar pre cauciones y tratar de entender las oscilaciones en la demanda 1999 2.006.
Pronstico y Estimacin de Ventas 107 Figura 4-5 Demanda Historica y Linea de Tendencia 700 600 Demanda en MW 500 400 300 200 100 0 0 1 2 3 4 5 6 7 8 556 608 9 10 Aos Demanda Real Demanda Pronosticada Coeficiente de Correlacin (r) El coeficiente de correlacin r explica la importanci a relativa de la relacin entre y y x; si signo de r, la direccin de dicha relacin, y el valor absoluto de r, la magnitud de la relacin. r puede asumir cualquier val or entre -1 y +1: el signo de r ser siempre igual al signo de b. Una r negativa i ndica que los valores de y y de x tienden a moverse en direcciones opuestas, y u na r positiva indica que los valores de y y de x se mueven en la misma direccin. A continuacin los significados de varios valores de r: El valor de este coeficien te vara entre 0.0 y 1.0. Entre ms tienda r a 1, es ms fuerte el grado de correlacin. Se pueden destacar los siguientes cuatro niveles de correlacin: 1.00-0.90 Fuerte 0.89-0.70 Buena 0.69-0.45 Mediana 0.44 y menos Dbil
108 Pronstico y Estimacin de Ventas r= n x ( x ) 2 ( n y 2 ( y ) 2 2 n xy x y En donde r es el coeficiente de correlacin y n es el nmero de puntos o datos. Si a plicamos la anterior frmula al ejemplo desarrollado para medir el grado de correl acin del pronstico ente y y x tenemos: Ao 1999 2000 2001 2002 2003 2004 2005 Perodo 1 2 3 4 5 6 7 28 Demanda de energa elctrica 296 316 320 360 420 572 488 2772 x2 1 4 9 16 25 36 49 140 xy 296 632 960 1440 2100 3432 3416 12276 y2 87616 99856 102400 129600 176400 327184 238144 1161200 r= ___________(7)(12276)-(28)(2772)_____ = 0.891 [(7)(140) - (784) ][(7)(116120 0) - (7683984) ] Lo que significa que existe una relacin positiva fuerte entre el consumo anual de energa y el transcurrir del tiempo. Variaciones de informacin estacionales-Descomposicin mediante la regresin de mnimos cuadrados.
Pronstico y Estimacin de Ventas 109 El pronstico de series de tiempo, involucra examinar la tendencia de los datos a travs de una serie de observaciones en el tiempo. Sin embargo, algunas veces, las variaciones recurrentes en ciertas estaciones del ao ejercen, de forma necesaria un ajuste estacional en el pronstico de la lnea de tendencia. Por ejemplo, la dem anda de carbn y petrleo combustible, generalmente tiene puntos mximos durante los f ros meses de invierno. La demanda de vestidos de bao o locin para broncear pueden t ener sus puntos mximos durante el verano. El anlisis de datos en trminos mensuales o trimestrales generalmente facilita a la persona que hace la estadstica sealar lo s patrones estacionales. Los ndices estacionales pueden desarrollarse mediante va rios mtodos comunes. En el Ejemplo 4-5 se ilustra una manera de calcular factores estacionales a partir de datos histricos. Para simplificar el ejemplo, se utiliz aron nicamente dos perodos por cada ndice mensual, por esa causa se ignoraron los cl culos de tendencia. El ejemplo ilustra la manera en que los ndices que se han cal culado pueden ser aplicados para ajustar los pronsticos de lnea de tendencia. A continuacin se muestran las ventas mensuales de Micro computadoras Acer en Bogo t para 2004-2005.
110 Pronstico y Estimacin de Ventas Mes Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviemb re Diciembre Demanda de Ventas 2004 160 150 160 180 230 220 200 180 190 150 150 160 Demanda de Ventas 2005 200 190 180 220 260 240 220 220 190 190 190 160 Demanda Promedio 2004-2005 180 170 170 200 245 230 210 200 190 170 170 160 ndice Estacional Promedio** 0.941 0..888 0.888 1.045 1.281 1.203 1.096 1.045 0.99 3 0.888 0.888 0.837 Demanda Total promedio = 191,25 *Demanda mensual promedio = 22958/12 meses =191, 25 **ndice estacional = Demanda promedio 2004-2005/Demanda mensual promedio. Ahor a calcularemos la demanda desestacionalizada: Mes Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviemb re Diciembre No. 1 2 3 4 5 6 7 8 9 10 11 12 Demanda Desestacionalizada 2004 170 169 180 172 180 183 182 172 191 169 169 191 No. 13 14 15 16 17 18 19 20 21 22 23 24 Demanda Desestacionalizada 2005 213 214 203 210 203 200 201 211 191 214 214 191 Con la demanda desestacionalizada calcularemos los parmetros para lnea de tendenci a por el mtodo de Mnimos cuadrados:
Pronstico y Estimacin de Ventas 111 X 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 300 Meses Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre D iciembre Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre No viembre Diciembre Demanda Y 170 169 180 172 180 183 182 172 191 169 169 191 213 214 203 210 203 200 201 211 191 214 214 191 4593 XY 170 338 540 688 900 1206 1274 1376 1719 1690 1859 2292 2769 2996 3045 3360 3451 3600 3819 4220 4011 4708 4922 4584 59537 X2 1 4 9 16 25 36 49 64 81 100 121 144 169 196 225 256 289 324 361 400 441 484 529 576 4900 b = x y- n x y = 59537-(24)(12,5)(191.37) = 1,85 x2 nx2 4900-(24) (12.5)2 a = y b x =191.37- 1.85 (12.5) = 168.28 Es decir, la ecuacin de la lnea de ajuste nos queda: y = 168.28 +1,85x Ahora Proye ctaremos para el ao 2006 y desestacionalizamos sus datos:
112 Pronstico y Estimacin de Ventas X 25 26 27 28 29 30 31 32 33 34 35 36 Meses Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Novie mbre Diciembre con base Regresin 214 216 218 220 222 224 226 227 229 231 233 235 Factor 0.941 0.888 0.888 1.045 1.281 1.203 1.096 1.045 0.993 0.888 0.888 0.837 Proyeccin xFactor 202 192 194 230 284 269 247 238 228 205 207 197 Ejemplo 4- 7: El gerente de Chocolates de Colombia ha utilizado la regresin en se ries de tiempo para pronosticar la venta de menudeo para los prximos cuatro trime stres. Las ventas estimadas son de $ 100.000.000, $120.000.000, $140.000.000 y $ 160.000.000 para los respectivos trimestres. Los ndices estacionales para los cua tro trimestres son de 1,30; 0,90; 0,70 y 1,15, respectivamente. Para calcular un pronstico estacional o de ventas ajustado, se debe multiplicar cada ndice estacio nal por el pronstico de la tendencia adecuado. Y estacional = (ndice) x (y pronstico de la tendencia) Entonces para: Trimestre I: y1 = (1.30) (100.000.000) = $130.000.000.oo Trimestr e II: y2 = (0.90) (120.000.000) = $108.000.000.oo Trimestre III: y3 = (0.70) (14 0.000.000) = $98.000.000.oo
Pronstico y Estimacin de Ventas 113 Trimestre IV: y4 = (1.15) (160.000.000) = $184.000.000.oo 4.5.5 Mtodo de pronstico causal- anlisis de regresin Los modelos de pronstico causal generalmente consideran algunas variables que estn relacionadas con la variable que se predice. Una vez que estas variables relati vas se han encontrado, se construye y utiliza un modelo estadstico para pronostic ar la variable de inters. Este intento es ms poderoso que los mtodos de serie de ti empo que nicamente utilizan los datos histricos para pronosticar la variable. Se p ueden considerar muchos factores en un anlisis causal. Por ejemplo, las ventas de un producto pueden estar relacionadas con el presupuesto de publicidad de la em presa, los precios de competidores y las estrategias promocinales, o aun las tasa s econmicas y de desempleo. En este caso, las ventas seran llamadas variable depen diente y otras variables seran llamadas variables independientes. El trabajo del administrador es de desarrollar la mejor relacin estadstica entre las ventas y las variables independientes. El modelo de pronstico causal cuantitativo ms comn es el anlisis de regresin lineal. Uso del anlisis de regresin para pronosticar Se puede utilizar el mismo modelo matemtico que se emple en el mtodo de mnimos cuadr ados para proyectar la tendencia, al llevar a cabo el anlisis de regresin lineal. Las variables dependientes que se desean pronosticar seguirn siendo las y. Pero a hora la variable independiente, x, no es el tiempo.
114 Pronstico y Estimacin de Ventas y=a+bx Donde: y = valor de la variable dependiente, en este caso ventas a = interseccin en el eje y b = pendiente de la lnea de regresin x = la variable independiente Eje mplo 4- 8: 4,0 ) 0 0 0 . 0 0 0 3,0 . 0 0 0 x $ n e 2,0 ( la ja v r a C 1,0 e d s a t n e V 0,0 0 1 2 3 NMINA ( 4 5 $ 000 000 000) 6 7 Carvajal suministra oficinas en el territorio colombiano. Al paso del tiempo, la compaa se ha percatado que el volumen en pesos de su trabajo de renovacin es depen diente de la nmina de sus clientes en Colombia. La siguiente tabla enumera ingres os y la cantidad de dinero ganada por los trabajadores asalariados en Colombia d urante los aos 2.004-2005:
Pronstico y Estimacin de Ventas 115 Ventas de Carvajal 2.000.000.000.oo 3.000.000.000.oo 2.500.000.000.oo 2.000.000. 000.oo 2.000.000.000.oo 3.500.000.000.oo Nmina ($000.000.000.000) 1 3 4 2 1 7 La administracin de Carvajal desea establecer una relacin matemtica que ayude a pre decir las ventas. Primero, necesitan determinar si existe una relacin de lnea rect a (lineal) entre la nmina y las ventas, se graficarn los datos. Figura 4-7 . Nomina Vs Ventas de Carvajal Ventas 2000000000 2E+09 1,5E+09 1E+09 500000000 0 0 2 2000000000 2,5E+09 4 2500000000 3E+09 3000000000 3,5E+09 6 3500000000 4E+09 8 Nominax(1000.000.000.000) A partir de los seis puntos de datos se puede apreciar que existe una ligera rel acin positiva entre la variable independiente, la nmina y la variable dependiente: las ventas. Mientras la nmina se incrementa, las ventas de Carvajal tienden a se r mayores.
116 Pronstico y Estimacin de Ventas Se puede encontrar una ecuacin matemtica al utilizar el sistema de regresin por mnim os cuadrados. Ventas, y 2.0 3.0 2.5 2.0 2.0 3.5 = 15.0 Nmina, x 1 3 4 2 1 7 18 x2 1 9 16 4 1 49 80 xy 2.0 9.0 10. 4.0 2.0 24.5 51.5 x= x = 18 = 3 n 6 y= y = 15 = 2.5 n 6 b = x y n x y = 51.5 (6) (3) (2.5) = 0.25 x2 nx2 80 (6) (3)2 a= y- b x = 2.5 (0.25) (3) = 1.75 La ecuacin de regresin estimada , por lo tanto es: y = 1.75 + 0.25x Ventas = 1.75 + 0.25x Si se predice que la nm ina ser de 6.000 millones para el prximo ao, es posible estimar las ventas de Carva jal con la ecuacin de regresin: o o Ventas = 1.75 + 0.25 (6) x ($000.000.000) Vent as = $ 3.250000.000 4.5.6 Ejercicios de repaso y pronsticos de estimacin de ventas 1. Las temperaturas mximas diarias de la ciudad de Barranquilla la semana pasada fueron como sigue: 31, 30, 29, 31,30 y 29 grados (ayer)
Pronstico y Estimacin de Ventas 117 a) Pronosticar la temperatura mxima para hoy, utilizando un promedio mvil de tres das. b) Pronosticar la temperatura mxima para hoy, utilizando un promedio mvil de d os das. c) Calcular la desviacin media absoluta basada en el promedio mvil de dos da s. 3. Para los datos que se dan a continuacin, desarrollar un pronstico de promedi os mviles de tres meses. Meses Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Novie mbre Diciembre Ventas acumuladas para autos 100 105 75 70 65 80 85 90 100 100 105 115 4. Con los datos que se dan a continuacin, desarrollar un pronstico de demanda de promedios mviles de tres aos: Ao 1 2 3 4 Demanda 21 27 27 27 Ao 5 6 7 8 Demanda 39 24 36 39 Ao 9 10 11 Demanda 27 33 21
118 Pronstico y Estimacin de Ventas 5. Los datos recolectados para la demanda de sacos de 50 libras de arroz el Leop ardo se muestra en la siguiente tabla: Desarrollar un promedio mvil de tres aos pa ra pronosticar las ventas. Despus de determinar una vez ms la demanda con un prome dio mvil ponderado en el cual las ventas en el ao ms resientes se les da un peso y las ventas de los otros aos se le dan un peso de 1 a cada una. Cul mtodo cree que se a mejor? Ao 1 2 3 4 5 6 7 8 9 10 11 Demanda de arroz (En miles de sacos de 50 Lbs.) 4 6 4 5 10 8 7 9 12 14 15 5. Utilizar la suavizacin exponencial con una constante de suavizacin de 0,3 para pronosticar la demanda de arroz del problema 4. Asumir que el pronsti co del ltimo perodo para el ao 1 es de 5.000 sacos para iniciar el procedimiento. Pr eferira utilizar el modelo de suavizacin exponencial o el modelo de promedio ponde rado desarrollado en el problema 4? Explique su respuesta. 6. La demanda para ci ruga de trasplante de corazn en la Clnica Shallo ha crecido constantemente en los ao s pasados, como se aprecia en la siguiente tabla:
Pronstico y Estimacin de Ventas Cirugas realizadas de trasplante de corazn 60 65 70 72 75 ? 119 Ao 1 2 3 4 5 6 El director de servicios mdicos predijo hace seis aos que la demanda en el ao 1 sera de 58 cirugas. a) Use la suavizacin exponencial, primero con una constante de sua vizacin de 0,7 y posteriormente con una de 0,9, para desarrollar pronsticos para l os aos 2 a 6. b) Utilice un promedio mvil demandas de los aos 4,5 y 6. c) Use el mto do de proyeccin de tendencia para pronosticar las demandas de los aos 1 a 6. d) Co n DAM como criterio, cul de los cuatro sistemas anteriores de pronstico es el mejor ? 6. Con los siguientes datos, utilice la suavizacin exponencial ( = 0.25 para des arrollar un pronstico de demanda. Asuma que el pronstico para el perodo inicial es de 10. de tres aos para pronosticar las Perodo 1 2 3 4 5 6 Demanda 14 18 10 18 26 12 8. Calcule la DAM para los siguientes pronsticos contra los nmeros de ventas reale s.
120 Pronstico y Estimacin de Ventas Pronstico Real 1000 950 1100 1080 1200 1230 1300 13 00 8. Con los siguientes datos, utilice la regresin por mnimos cuadrados para derivar una ecuacin de pronstico. Cul es su estimado de la demanda para el perodo? Perodo 1 2 3 4 5 6 Demanda 210 270 150 330 300 390 9. Con los siguientes datos, utilice la regresin de mnimos cuadrados para desarrol lar la relacin entre el nmero de partidos jugados con lluvia en invierno y el nmero de juegos perdidos por el equipo de de Ftbol Junior de Barranquilla. Si en el 2. 006 se prevn 16 partidos con lluvia, cuntos partidos se espera perder el Jnior? Ao 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 Partidos con Lluvia en invierno 15 18 10 10 12 16 9 15 10 12 Juegos perdidos Por Junior 5 10 7 6 9 11 6 10 5 8
Pronstico y Estimacin de Ventas 121 10. El gerente comercial de la distribuidora de instrumentos musicales Miche, en Barranquilla cree que la demanda de acordeones puede estar relacionada con el nm ero de apariciones por televisin Telecaribe y Canales Nacionales de los conjuntos vallenatos durante el mes previo. El gerente ha recolectado los datos que se mu estran en la siguiente tabla: Demanda De acordeones Apariciones en televisin de Conjuntos Vallenatos 3 6 7 5 10 8 3 4 7 6 8 5 a) Graficar estos datos para ver si una ecuacin lineal puede describir la relacin entre los show en televisin de los conjuntos vallenatos la venta de acordeones. b ) Utilizar en mtodo de regresin de mnimos cuadrados para derivar una ecuacin del pro nstico. c) Cules sern los estimados de ventas de acordeones si los conjuntos se pres entaran televisin nueve veces durante el prximo mes? 11. La Doctora Blanca de Blan co, es una psicloga barranquillera, se especializa en tratar pacientes que tienen fobias y temores al salir de casa. La siguiente tabla muestra el nmero de pacien tes que ha atendido la doctora Blanca durante los ltimos 10 aos. Tambin relaciona l a tasa de robos y atracos en Barranquilla durante los mismos aos.
122 Ao 1 2 3 4 5 6 7 8 9 10 Pronstico y Estimacin de Ventas Nmero de Tasa de crimen(robos) pacientes por 1000 h abitantes 18 29 17 30 20 36 21 38 20 40 28 45 30 50 27 47 29 52 30 58 Usando el mismo anlisis de tendencia. Cuntos pacientes atender la doctora Blanca en los aos 11, 12, y 13. 13. Utilizando los datos de problema 12, aplicar la regresin lineal para estudiar la relacin entre la tasa de crimen y cantidad de pacientes de la doctora Blanco. Si la tasa de robos y crmenes se incrementa a 60 en el ao 11 , cuntos pacientes con fobia atender la doctora Blanca? Si la tasa de crmenes baja a 45, cul es la proyeccin de pacientes? 14. En el rea cercana a la Universidad Autnoma del Caribe un SAI ha vendido en los ltimos 9 das la cantidad de llamadas diarias como se muestra a continuacin Fecha 1 2 3 4 5 6 7 8 9 Llamadas 60 97 91 72 105 85 147 49 100 a) Calcular la prediccin del promedio mvil de tres perodos. b) Calcular la prediccin del promedio mvil ponderado de tres perodos con pesos de 0,4; 0,5 y 0,1. Cul predic cin es mejor? Por qu?
Pronstico y Estimacin de Ventas 123 15. A continuacin se muestran las ventas mensuales de videograbadora SONY en Colo mbia para los aos 2.003 a 2.005. Utilice la suma de tres meses de cada ao respecti vamente para calcular los ndices estacionales y luego determine la demanda trimes tral para el ao 2.006. Demanda Demanda Demanda 2.003 2.004 2.005 Enero 90 120 135 Febrero 85 115 120 Marzo 90 120 130 Abril 105 135 150 Mayo 145 175 185 Junio 13 5 165 175 Julio 120 150 160 Agosto 105 135 150 Septiembre 100 130 135 Octubre 85 115 120 Noviembre 85 115 120 Diciembre 90 120 120 MES 16. El gerente general de una planta de materiales construccin, considera que la demanda de embarques de a glomerados puede estar relacionada con el nmero de permisos de construccin emitido s por Planeacin Municipal durante el ltimo bimestre. Se han recolectado los datos siguientes: Permisos de construccin 15 9 40 20 25 25 15 35 Embarques de aglomerad os 6 4 16 6 13 9 10 16
124 Pronstico y Estimacin de Ventas a) Grafique: embarques vs. permisos b) Determine el grado de correlacin. Opine. c ) Obtenga la lnea de ajuste por Mnimos cuadrados d) Cul ser la estimacin de embarques cuando el nmero de permisos de construccin sea de 30, 25 y 45? 17. Se cree que los viajes en autobus y metro en Medelln, durante el ltimo ao estn vinculados con el nme ro de turistas que visitan la ciudad. Se han obtenido los siguientes datos: Mese s Nmero de turistas(miles) 70 1 20 2 60 3 40 4 140 5 150 6 Viajes (miles) 15 10 1 3 15 25 27 Meses Nmero de turistas(miles) 160 7 120 8 140 9 200 10 150 11 70 12 V iajes (miles) 24 20 27 44 34 17 a) Graficar estos datos y decidir si es razonable un modelo lineal b) Desarrolla r una relacin de regresin c) Cul es la relacin si 1.000 turistas visitan la ciudad en un mes? d) Cul es el coeficiente de correlacin Qu opina ahora?
Pronstico y Estimacin de Ventas 125
Captulo 5 Planeacin
Planeacin 127 La Planeacin es una de las funciones principales de un director o administrador d e operaciones. Los administradores de operaciones intentan determinar la mejor m anera de cumplir con la demanda pronosticada al ajustar tasa de produccin, nivele s de mano de obra, niveles de inventario, trabajo extra, tasas de subcontratacin y otras variables controlables. El objetivo del proceso es el de minimizar los c ostos durante el perodo de planeacin. Otros objetivos pueden ser el de minimizar l a fluctuacin en la fuerza de trabajo o los niveles de inventario, u obtener ciert o estndar en el desempeo del servicio. 5.1 Significado de Planeacin La planeacin es proceso de definicin de la cantidad y cronologa de la produccin sobre un rango de t iempo determinado, ajustando la tasa de produccin, empleo, inventarios, horas ext ras, subcontratacin y otras variables controlables. 5.2 Objetivos de la Planeacin Dentro de los objetivos de la planeacin se contempla el responder a las demandas irregulares del mercado, mediante una utilizacin efe ctiva de los recursos de la organizacin. Por supuesto, las demandas no siempre pu eden satisfacerse y los planeadores deben balancear la variabilidad de la demand a contra la disponibilidad ms estable de capacidad. 5.3 Jerarqua de la Planeacin La jerarqua de la planeacin se enlaza con planes a corto, mediano y largo plazo:
128 Planeacin 5.3.1 Planeacin a corto plazo: definidos a periodos de tres (3) meses y comprende n: Programacin detallada de trabajos y rdenes Centros de trabajo alternativos Prog ramacin de despachos Programacin de horas extras (por administracin de bajo nivel) 5.3.2 Planeacin a mediano plazo: definidos para perodos de mas de tres meses hasta dieciocho meses y comprenden: Establecimiento de los niveles de empleo, inventa rios, planes de horas extras, subcontratacin y menor capacidad de cambio (por adm inistracin de nivel medio) Anlisis de planes de operacin Planeacin de ventas Planeac in y presupuesto de produccin 5.3.3 Planeacin a largo plazo: para perodos de ms de 18 meses a tres aos y comprende n: Adiciones a la capacidad adicional Localizacin Planes de nuevos productos Gast os de capital Expansin de capacidad Proceso de decisiones(por administracin de alt o nivel)
Planeacin 129 5.4 Planeacin Agregada Es el conjunto de tcnicas y estrategias utilizadas para est ablecer las metas de produccin para el futuro. Consiste en utilizar de la mejor m anera los recursos humanos y fsicos. La planeacin es una de las funciones priorita rias de cualquier director de operaciones en una organizacin. La planeacin agregad a se relaciona con la determinacin de la cantidad y el tiempo de la produccin para un horizonte de tiempo inmediato, generalmente de tres a dieciocho meses de ant icipacin a lo sumo. En este caso se busca determinar la mejor forma de cumplir co n los requerimientos de la demanda estimada al ajustarse ya sea las tasas de pro duccin, los niveles de inventario, las asignaciones de mano de obra, el trabajo e n tiempo extra, los niveles de subcontratacin y otras variables controlables. El objetivo es minimizar los costos en la etapa de planeacin. Otro objetivo puede se r el de minimizar las variaciones en la fuerza de trabajo o los niveles de inven tario u obtener un estndar de desempeo de un servicio.
130 EL MERCADO EL MERCADO Y LA DEMANDA Y LA DEMANDA PRONSTICOS DE PRONSTICOS DE DEMAND A DEMANDA Planeacin DECISIONES DECISIONES DEL PRODUCTO DEL PRODUCTO PLANEACIN PLANEACIN Y DECISIONES D EL Y DECISIONES DEL PROCESO PROCESO PLAN AGREGADO PLAN AGREGADO PARA LA PRODUCCIN PARA LA PRODUCCIN PROGRAMA MAESTRO PROGRAMA MAESTRO DE PRODUCCIN DE PRODUCCIN SIST EMA SISTEMA MRP MRP INVESTIGACIN INVESTIGACIN Y TECNOLOGIA Y TECNOLOGIA FUERZA DE FUERZA DE TRABAJO TRABAJO MATERIAS MATERIAS PRIMAS PRIMAS DISPONIBLES DISPONIBLES INVENTARIO INVENTARIO DISPONIBLE DISPONIBLE CAPACIDAD DE CAPACIDAD DE LA PLANTA LA PLANTA CAPACIDAD CAPACIDAD EXTERNA DE EXTERNA DE SUMIINISTROS SUMIINISTROS PLANEACIN Y PROGRAMACIN PLANEACIN Y PROGRAMACIN DE PRIORIDADES DE PRIORIDADES Figura 5-1 Relaciones del plan agregado Figura 5-1 Relaciones del plan agregado La Figura 5-1 muestra que el administrador de operaciones no solo recibe entradas de pronsticos de la demanda del departamento de mercadotecnia, si no que tiene que ver con datos financieros, personal, capacidad y disponibilidad de materia prima tambin. En el entorno de la manufactura el programa maestro de produccin resultante ofrece entrada a los sistemas de planeamiento de requerimien tos de materiales MRP. Estos sistemas programan la adquisicin o produccin de compo nentes necesarios para hacer el producto final. Los programas detallados de trab ajo para la gente y la programacin de prioridades para los productos son resultad o del ltimo paso del sistema de planeacin de produccin.
Planeacin 131 5.4.1 Informacin necesaria Niveles de inventario de producto final (algunas de producto en proceso) Estado de las rdenes pendientes y en proceso Pronsticos d e venta Niveles de fuerza laboral existentes Capacidad de medios de trabajo Disp onibilidad de las materias primas Estndares de manufactura Costos de produccin y p recios de venta
5.4.2 Resultados de la Planeacin Agregada Cantidad a elaborar de cada artculo segn su proceso y en qu perodo. Metas de inventario tanto de producto terminado como en proceso para cada perodo. Niveles de fuerza laboral en cada perodo. Determinacin s ubcontratacin de las horas extras y posibilidades de 5.4.3 Mtodos grficos o prueba y error Las tcnicas de graficado y elaboracin de cartas trabajan con pocas variables a la vez en una base de prueba y error para lograr la demanda pronosticada, o para da r una respuesta modificada a la demanda.
132 Planeacin Ejemplo 5-1 Una empresa ha desarrollado los siguientes pronsticos en unidades par a un artculo que tiene una demanda influida por factores estacionales. Enero Febrero Marzo 440 180 420 Abril Mayo Junio 792 1232 1400 Julio Agosto Septiembre 756 440 400 Octubre Noviembre Diciembre 230 190 520 a) Preprese una carta que muestre los requerimientos de demanda diaria (Nota: das de trabajo disponibles por mes estn dados abajo) . b) Grafique la demanda como un histograma de y como requerimientos acumulados sobre el tiempo. c) Determnese la tasa de produccin necesaria para cubrir la demanda promedio y grafique esto como una lnea punteada en la grfica.
Planeacin 133 (3) (4) Das de (5) Demanda 440 620 1040 1832 3064 4464 5220 5660 6060 6290 6480 7 000 (1) Mes Demanda 440 180 420 792 1232 1400 756 440 400 230 190 520 7000 (2) Das de 22 18 21 22 22 20 21 22 20 23 19 20 248 Demanda/da produccin (1)+(2) 20 10 20 36 28 70 36 20 20 10 10 26 22 40 61 83 105 1 25 146 168 188 211 230 250 Pronosticada Produccin Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiemb re Octubre Noviembre Diciembre Acumulada Acumulada Carta de requerimientos de produccin HISTOGRAMA DE PRONSTICO Y REQUERIMIENTO PROMEDIO Tasa de produccin/dia 80 60 40 20 0 0 25 50 75 100 125 150 175 200 225 250 Dias de Produccin acumulados Figura 5-2
134 Planeacin GRFICA ACUMULADA DE PRONSTICOS Y REQUERIMIENTOS PROMEDIO 8000 7000 Demanda acumulada en unidades 6000 5000 4000 3000 2000 1000 0 0 40 80 120 160 Produccin acumulada en das 200 240 Figura 5-3 El histograma Figura 5-2 y la Grfica acumulada Figura 5-3 muestran como el pronsti co(o respuesta modificada) se desva de los requerimientos promedio. Una estrategi a pura para cubrir la demanda puede consistir en variar el tamao de la fuerza de trabajo contratando y despidiendo como sea requerido. La tasa de produccin debe s eguir entonces exactamente el pronstico de requerimientos, como se muestra con la lnea slida del histograma Figura 5-2.
Planeacin 135 Una estrategia de ajuste de inventarios pude resultar en una tasa estable de pro duccin, como se muestra con la lnea punteada. Un tercer plan puede ser producir a alguna tasa estable, baja y subcontratar el exceso de demanda con otras empresas . Ejemplo 5-2 Use los datos del Ejemplo 5-1 para determinar el balance mensual d e inventarios necesarios para seguir el plan de dejar que el inventario absorba todas las fluctuaciones en la demanda. En este caso se tiene una fuerza de traba jo constante, no hay tiempo ocioso o tiempo extra, no existe retroceso, no se us an subcontrataciones y no hay ajuste e la capacidad. Supngase que la empresa no u sa inventario de seguridad o inventario colchn para cubrir la demanda. La empresa puede satisfacer la demanda produciendo a un requerimiento promedio (28 unidades/da) y acumulando inventarios durante perodos d e demanda floja (perodos bajos de la lnea punteada Figura 5-4) y disminuyndolos dur ante los perodos de demanda fuerte. Descartando cualquier inventario de seguridad , el balance de inventario es: Balance inventario = (Produccin - Demanda) Use la tabla 5-1 siguiente para encontrar la solucin. El patrn de demanda es tal q ue la columna 4 revela un balance negativo mximo de 1132 unidades al final de jul io, por lo que se deben llevar 1132 unidades adicionales en inventario inicial s i la demanda tiene que cubrirse. La columna 5 presenta el balance de inventario resultante requerido.
136 Planeacin Tabla 5-1 (1) MES Produccin a (2) Demanda (3) Cambio en (4) Balance de Inventario final (5) Balance final Con 1132 Ene.1 1308 1632 1800 1624 1008 168 0 176 336 750 1092 1132 28unidades/da Pronosticada Inventarios Enero Febrero Marzo Abril Mayo Junio Julio Agosto Septiembre Octubre Noviembre D iciembre 616 504 588 616 616 560 588 616 560 644 532 560 440 180 420 792 1232 1400 756 440 400 230 190 520 7000 176 324 168 -176 -616 -840 -168 176 160 414 342 40 176 500 668 492 -124 -964 -1132 -956 -796 -382 -40 0 5.4.4 Estrategias bsicas y puras de la Planeacin Agregada Hay varias preguntas que un administrador de operaciones debe contestar cuando genere un Plan Agregado: 1. Deben utilizarse los inventarios para absorber los cambios de la demanda duran te el perodo de planeacin?
Planeacin 137 2. Deben acomodarse los cambios mediante la variacin del tamao de la fuerza de trab ajo? 3. Deben utilizarse los trabajadores de medio tiempo, o deben absorberse las fluctuaciones, el tiempo extra y el tiempo ocioso? 4. Deben ser utilizados los s ubcontratos en las rdenes fluctuantes para mantener la fuerza de trabajo estable? 5. Deben cambiarse los precios u otros factores para influenciar la demanda? Tod as estas son estrategias legtimas de planeacin disponibles para los administradore s. Estas involucran el manejo del inventario, tasa de produccin, niveles de mano de obra, capacidad y otras variables controlables. Incluyen tanto estrategias nic as (puras) como las combinaciones (mezcla de estrategias) de variables de decisin . Estrategias puras: Las estrategias puras utilizadas en manufactura son: Las ci nco primeras se llaman opciones de capacidad por que no intentan cambiar la dema nda, sino absorber las fluctuaciones en ella. Las tres ltimas son las opciones de demanda a travs de las cuales, las empresas intentan influenciar el patrn de dema nda para suavizar sus cambios sobre el periodo de planeacin. Opciones de capacida d Las opciones bsicas de capacidad (oferta) que una empresa puede elegir son: 1. Nivelar los inventarios. Los administradores pueden incrementar el inventario du rante un perodo de baja demanda, para cumplir con la alta demanda en perodos futur os. Si se selecciona nicamente esta estrategia, sin incrementar los costos asocia dos al almacenamiento,
138 Planeacin seguros, manejo, obsolescencia, hurtos y capital invertido; los rangos tpicos de estos costos anualmente son del 15% al 50% del valor del artculo; por otro lado, cuando una empresa entra en un perodo de demanda creciente, la escasez puede prod ucir prdidas en ventas debido a los tiempos de entrega potencialmente mayores y c on deficiente servicio al cliente. 2. Nivelar la fuerza laboral, o mediante una contratacin o despido. Una forma de cumplir la demanda es contratando o despidien do trabajadores de produccin para igualar las tasas de produccin. Pero a menudo lo s nuevos empleados necesitan ser entrenados y la productividad promedio desciend e en forma temporal mientras son absorbidos en la empresa. Los ceses o despidos tienen el inconveniente de bajar la moral de todos los trabajadores y pueden con ducir a una productividad ms baja. 3. Nivelar la tasa de produccin mediante el tie mpo extra o el tiempo ocioso. Es posible mantener algunas veces una fuerza de tr abajo constante, pero variando las horas de trabajo. Cuando la demanda est en asc enso, existe un lmite en el cual el tiempo extra requiere de ms dinero y demasiado tiempo extra puede cansar a los trabajadores al punto que la productividad glob al caiga. El tiempo extra tambin implica el incremento de los gastos fijos asocia dos con el mantenimiento de las instalaciones, que permanecen abiertas fuera del horario normal. Por otro lado, cuando hay un perodo de demanda decreciente, la e mpresa debe absorber, de alguna manera el tiempo ocioso de los trabajadores, eso generalmente es un poco difcil.
Planeacin 139 4. Subcontratando. Una empresa tambin puede adquirir capacidad temporal mediante la subcontratacin de otra empresa para cumplir con el trabajo durante los perodos picos de demanda. La subcontratacin sin embargo, tiene varios peligros. Primero, es costosa; segundo se arriesga abrir la puerta del cliente a la competencia; y tercero a menudo es difcil encontrar el proveedor subcontratista perfecto, no que siempre entregue el producto de calidad a tiempo. 5. Utilizando trabajadores de medio tiempo. Especialmente el sector servicio, los trabajadores de medio tiemp o pueden ocuparse para las necesidades de mano obra no calificada. Esto se obser va en restaurantes de comidas rpidas, las tiendas detallistas y supermercados. Op ciones de demanda Las opciones bsicas de demanda son las siguientes: 1. Influenci ando la demanda. Cuando la demanda es baja, una compaa puede intentar el crecimien to de la demanda a travs de la publicidad, la promocin, aumentando el personal de ventas y con rebaja de precios. Las aerolneas y los hoteles han ofrecido algunas veces descuentos de fin de semana y tasas de temporada baja; las compaas telefnicas cobran menos en la noche; las universidades ofrecen descuentos a estudiantes de edad para llegar a los salones y los aires acondicionados son ms baratos en pocas de fro. Sin embargo, la publicidad especial, las promociones, ventas y precios n o son siempre capaces de balancear la demanda con la capacidad de produccin. 2. rd enes pendientes durante los perodos de demanda alta. Las ordenes pendientes son rd enes para bienes y servicios que acepta una compaa, pero no cuenta con la capacida d necesaria para
140 Planeacin cumplir al momento (ya sea suerte o deliberadamente). Si los clientes estn dispue stos a esperar sin perder su confianza u orden, las rdenes pendientes son una est rategia posible. Muchas distribuidoras de automviles manejan las rdenes pendientes a propsito, pero el sistema es a menudo inaceptable en la venta de muchos bienes de consumo. 3. Mezcla de productos contra estacionales. Una tcnica de suavizacin activa ampliamente utilizada entre los fabricantes es el desarrollo de una mezcl a de productos contra estacionales. Los ejemplos incluyen compaas que hacen tanto calentadores de aguas o calefaccin como aires acondicionados. Por ese motivo las compaas de servicio y tambin en manufacturas sigue este sistema, sin embargo, puede n encontrarse involucrados en servicios o productos ms all de su rea de experiencia o ms all de su objetivo de mercado. Estrategias combinadas: mezcla de opciones pa ra el desarrollo de un plan. Aunque cada una de las opciones de capacidad y las tres opciones de demanda antes descritas, pueden producir un plan agregado efect ivo en costo, a menudo funciona mejor una combinacin de ellas (llamadas estrategi as mixtas). Las estrategias mixtas involucran la combinacin de dos o ms variables controlables para establecer un plan factible de produccin. Por ejemplo, una empr esa puede utilizar una combinacin de tiempo extra, subcontratacin y niveles de inv entario, como su estrategia. Debido a que puede haber una gran combinacin de estr ategias posibles, mezcladas en forma diferente, los administradores encuentran q ue la planeacin agregada es posible. puede ser una tarea relativamente retadora. Encontrar el Plan Agregado "ptimo" no siempre
Planeacin 141 La mezcla de las opciones de estrategias ser diferente para las empresas de servi cio, ya que ellas no pueden almacenar inventario. La subcontratacin, segn se obser v anteriormente, es peligrosa porque puede permitir al subcontratista "robarse" e l cliente. En consecuencia, las empresas de servicio generalmente marcan la plan eacin agregada por medio de cambios en el personal. El entrenamiento cruzado y la rotacin de personal, el cambio en los programas de trabajo y la contratacin de pe rsonal de medio tiempo son algunas tcticas utilizadas. Mtodo Grfico y de Diagramas de Planeacin Agregada Ejemplo 5-3: Un fabricante para techos de asbestos-cemento ha desarrollado pronsticos mensuales destinados a un importante producto y presen t el perodo de enero a junio as: MES Enero Febrero Marzo Abril Mayo Junio DEMANDA ESPERADA 45000 35000 40000 60000 75000 55000 310000 DAS DE PRODUCCIN 21 18 22 21 22 20 124 DEMANDA POR DA (CALCULADA) 2143 1944 1818 2857 3409 2750 Generaremos primero la grfica de demanda pronosticada y demanda promedio pronosti cada, colocando que en el eje-x el nmero de das laborales de cada mes y en el ejey la tasa de produccin/das de trabajo. La empresa por ejemplo, puede tomar persona l para generar una tasa de produccin que cumpla con la demanda promedio o puede a una tasa estable de por ejemplo, de 30 unidades y despus subcontratar la
142 tercer plan puede ser Planeacin demanda excedente a otros proveedores de abastos para techos. Un combinar el tie mpo extra con alguna subcontratacin para absorber la demanda. Se pueden proponer los planes agregados siguientes: PLAN-1: mantener una fuerza de trabajo constant e, a travs del perodo de seis meses. Informacin de Costos Costo de manejar el inventario Costo de subcontratacin ( costo marginal por unida d) sobre el costo de manufacturarse en la planta propia. Tasa promedio de pago T asa de pago por tiempo extra Horas de mano de obra para producir una unidad Cost o de incrementar la tasa de produccin ( entrenamiento contratacin) Costo de dismin uir la tasa de produccin (despidos) $ 5.000.oo/Unidad/mes $10.000.oo/Unidad $5.000.oo/hora($40/da) $7.000.oo/hora(sob re 8 horas) 1,6 horas por unidad $10.000.oo/Unidad $15.000.oo/Unidad PLAN-2: mantener una fuerza de trabajo constante a un nivel necesario para el me s de la demanda ms baja (marzo) y cumplir la demanda sobre el nivel por subcontra tacin. PLAN-3: contratar y despedir trabajadores segn sea necesario para producir exacta mente los requerimientos mensuales. PLAN-4: se desea considerar an un cuarto Plan o estrategia de planeacin. Este mant iene una fuerza de trabajo constante de cuatrocientas (400) personas y considera utilizar el tiempo extra
Planeacin 143 cumplir con la demanda. cuando sea necesario para Supondremos que los inventarios inicial y final son iguales a cero. PLAN-5: la e mpresa desea mantener una fuerza de trabajo constante de cuatrocientas (450) per sonas y pagar tiempo extra para cumplir con la demanda. Es preferible este plan?. PLAN-6: la empresa fabricante de techos tiene todava un sexto plan. Se seleccion a una fuerza de trabajo constante de trescientas cincuenta (350) personas y el r esto de la demanda se llena por subcontratacin. SOLUCION: Grfica 5-1 GRAFICA DE LA DEMANDA PRONOSTICADA Y DEMANDA PROMEDIO PRONOSTICADA 3000 2000 1000 0 0 20 40 60 80 100 120 Numero de Dias Laborables La lnea punteada a travs de la Grfica 5-1 representa la tasa de produccin que se req uiere para satisfacer la demanda promedio, y se calcula as:
144 Demanda Produccin Promedio Planeacin Demanda Total promedio/numero das de = 310.000/124 = 2500 unidades /da Desarrollo PLAN-1: Mantener una fuerza de traba jo constante, a travs del perodo de seis meses MES Enero Febrero Marzo Abril Mayo Junio TOTAL DEMANDA PRODUCCIN VARIACIN INVENTARI O (pronosticada) (2500 unid/da) INVENTARIO ACU MULADO 45000 35000 40000 60000 75000 55000 310000 52500 45000 55000 52500 55000 50000 3 10000 7500 10000 15000 -7500 -20000 -5000 7500 17500 32500 25000 5000 0 87500 Vemos en la tabla anterior que el acumulado de inventario del periodo de seis me ses es de 90.000 unidades. La fuerza de trabajo requerida para producir 2500 uni dades diarias es de 500 trabajadores ya que cada uno puede producir 5 unidades/da (8 hora diarias/1.6 horas/unidad). El costo de este Plan-1 se calcula as: Costo de mano de obra normal $1550.000.000.oo (310.000unidx$5000/unid.) Costo de Mantener inventarios (87.500unidx$5000/unid) $437.500.000.oo $ 1987.500.000.oo
Planeacin 145 Desarrollo PLAN -2: mantener una fuerza de trabajo constante a un nivel necesari o para el mes de la demanda ms baja (marzo) y cumplir la demanda sobre el nivel p or subcontratacin. MES Enero Febrero Marzo Abril Mayo Junio TOTAL DEMANDA (pronosticada) 45000 35000 40000 60000 75000 55000 310000 PRODUCCIN (1818 unid/da) 38178 32724 39996 38178 39996 36360 225432 VARIACIN INVENTARIO -6822 -2276 -4 -21822 -35004 -18640 84568 SUBCONTRATACIN 6822 2276 4 21822 35004 18640 84568 Costo del Plan-2: Costo de mano de obra normal (225.432unidx$5000/unid.) $1127160.000.oo $845.680.000.oo $ 1972.840.000.oo Costo de subcontratacin (84.568unidx$10000/unid) Desarrollo plan-3: MES DEMANDA (pronosticada) 45000 35000 40000 60000 75000 55000 310000 PRODUCCIN 4 5000 35000 40000 60000 75000 55000 310000 CONTRATAR 0 0 5000 20000 15000 0 40000 DESPEDIR 0 10000 0 0 0 20000 30000 Enero Febrero Marzo Abril Mayo Junio TOTAL Costo del Plan-3:
146 Costo de mano de obra normal (310.000unidx$5000/unid.) Planeacin $1150.000.000.oo $400.000.000.oo $450.000.000.oo $ 2.000.000.000.oo Costo de contratar (40.000unidx$10000/unid) Costo de despedir (30.000x$15000/unid) Desarrollo plan: 4 MES Enero Febrero Marzo Abril Mayo Junio TOTAL DEMANDA (Pronosticada) 45000 35000 40000 60000 75000 55000 310000 PRODUCCIN (2000 Unid/da) 42000 36000 44000 42000 44000 40000 248000 VARIAC. INVENT. -3000 1000 4000 -18000 -31000 -15000 INV. ACUM: 0 1000 5000 0 0 0 6000 TIEMPO EXTRA 3000 0 0 13000 31000 15000 62000 Costo del Plan-4: Costo de mano de obra normal (248.000unidx$5000/unid.) $1240.000.000.oo $30.000.000.oo $694.400.000.oo $ 1.964.400.000.oo Costo de mtto. inventario (6.000unidx$5000/unid) Costo mano de obra extra. (62.000x$11200/unid) Desarrollo plan-5: MES Enero Febrero Marzo Abril Mayo Junio TOTAL DEMANDA (Pronostico) 45000 35000 40000 60000 75000 55000 310000 PRODUC. 47250 40500 49500 47250 49500 45000 279000 VARIACIN INVENTARIO 2250 5500 9500 -12750 -25500 -10000 INVENT. ACUMUL. 2250 7750 17250 4500 0 0 67000 TIEMPO EXTRA 0 0 21000 10000 31000
Planeacin 147 Costo del Plan-5: Costo de mano de gbra normal (279.000unidx$5000/unid.) $1395.000.000.oo $335.000.000,oo Costo de mtto. inventario (67.000unidx$5000/unid) Costo mano de obra extra. (31.000x$11200/unid) $347.200.000.oo $ 2.077.200.000.oo Desarrollo plan-6 MES DEMANDA (Pronostico) 45000 35000 40000 60000 75000 55000 310000 PRODUC. 3675 0 31500 38500 47250 49500 45000 248500 VARIACIN INVENTARIO -8250 -3500 -1500 -127 50 -25500 -10000 SUBCONTRATACIN 8250 3500 1500 12750 25500 10000 61500 Enero Febrero Marzo Abril Mayo Junio TOTAL Costo del Plan-6: Costo de mano de obra normal $1242.500.000.oo (248.500unidx$5000/unid.) Costo de subcontratacin (61.500unidx$15000/unid) $922.500.000.oo $ 2.165.000.000.oo 5.4.5 Mtodo de Transporte de Programacin Lineal Cuando un problema de planeacin agr egada est referido a la asignacin de capacidad de operacin para cumplir la demanda del pronstico, este se puede formular en formato de programacin lineal. El
148 Planeacin mtodo de transporte de Programacin lineal no es un mtodo de prueba y error como el mtodo grfico, sino que produce un plan ptimo para minimizar los costos. Tambin cuenta con la flexibilidad necesaria para especificar la produ ccin regular y el tiempo extra en cada perodo de tiempo, el nmero de unidades que s e deben subcontratar, los turnos extras y el movimiento de inventario de perodo a perodo. En el siguiente ejemplo, el abasto consiste en el inventario disponible y las unidades producidas durante el tiempo regular, extras y la subcontratacin. Los costos que se encuentran en la esquina superior de derecha de cada celda de la matriz, se relacionan con las unidades producidas en un perodo dado o las unid ades llevadas en inventario desde un perodo anterior. Ejemplo 5-4: una empresa ma nufacturera ha recopilado los datos que relacionan la produccin, la demanda, capa cidad y costos para preparar su plan agregado para el perodo Marzo a Mayo. Datos de demanda y costos Demanda Capacidad: Regular Tiempo Extra Subcontratacin Inventario Inicial Costos Tiempo regular Tiempo extra Subcontratacin Costo de Transporte Perodo de Ventas Marzo Abril Mayo 1600 2000 1500 1400 100 300 200 unidades 1400 1 00 300 1400 100 260 $8.000/unidad $10.000/unidad $14.000lunidad $400/unidad/mes
Planeacin 149 La Tabla 5.-2 que se muestra a continuacin ilustra la tabla de transporte y soluc in factible inicial aplicando el mtodo de la Esquina Noroeste DEMANDA PARA Perodo 1 (Marzo) 200 1400 10000 100 14000 100 8000 1400 10000 100 14000 300 8000 1400 10000 100 1 4000 1600 2000 Tabla 5-2 1500 260 460 0 0 14000 200 0 0 10200 0 8200 0 14000 140 00 0 10400 10800 0 0 8000 . ABASTO DE Inventario Inicial Tiempo regular Perodo 1 Tiempo extra Subcontratacin Tiempo regu lar Perodo 2 Tiempo extra Subcontratacin Tiempo regular Perodo 3 Tiempo extra Subco ntratacin Perodo 2 (Abril) 400 8200 Perodo 3 (Mayo) 800 8400 Capacidad CAPACIDAD TOTAL no Utilizada DISPONIBLE (OFERTA) (Colchn) 0 0 200 1400 100 300 1400 100 300 1400 100 260 5560 DEMANDA TOTAL Se debe observar lo siguiente: 1. Los costos de transporte son de 400 pesos por unidad por mes. Debido a que el costo de mantenimiento incrementa a 400 pesos en dos meses. 2. Los problemas de transporte requieren que la oferta sea igual a l a demanda. Por lo tanto, se ha aadido una columna colchn llamada "capacidad no uti lizada" .Los costos de no utilizar la capacidad son cero. es lineal, ste se
150 Planeacin 3. Las cantidades en cada columna son los niveles de inventario necesarios para cumplir los requerimientos de la demanda. Se observa que la demanda de 1600 unid ades en marzo es cumplida mediante la utilizacin de 200 unidades y a partir del i nventario inicial y 1400 unidades elaboradas en tiempo regular. El problema de t ransporte de Programacin Lineal formulado aqu funciona adecuadamente para analizar los efectos de mantener inventarios, utilizar tiempo extra y subcontratar; no e s conveniente su aplicacin si se incluyen ms variables. As cuando se introducen otr os parmetros como las contrataciones y despidos, se debe utilizar el mtodo Simplex ms general de programacin lineal. Por ltimo calculemos el costo total del plan agr egado: Marzo: 1400x8000+ 100x10400 +100x14000 = 13.640.000.oo Abril: 1400x8000 + 100x10000 +300x14000 = 16.400.000.oo Mayo: 1400x8000+ 100x10000= 12.200.000.oo $ 42.240.000.oo 5.4.6 Aplicacin de la planeacin Agregada. Ejercicios Propuestos 1. U na pequea compaa textil fabrica varios tipos de suteres. Por supuesto, la demanda ti ene un alto grado de estacionalidad como lo muestran las siguientes estimaciones de la demanda trimestral. La demanda se estima en trminos de horas estndar de pro duccin requeridas. Pronstico Trimestre I 10.000 Trimestre II 15.000 Trimestre III 8.000 Trimestre IV 5.000 Una hora de tiempo normal le cuestan a la compaa $ 2500. A los empleados se les pa gan $3400 por hora de tiempo extra y se puede
Planeacin 151 subcontratar mano de obra externa a $4500 la hora. Se dispone de un mximo de 1.00 0 horas de tiempo extra en cualquier mes dado. Un cambio en el nivel normal de p roduccin (ya sea incremento o disminucin) hace que se incurra en un costo de $4000 por hora para aadir o sustraer una hora de mano de obra. Cuesta el 2% al mes man tener una hora de mano de obra en inventario. Los costos de materiales y los cos tos indirectos en los inventarios son iguales a los costos de mano de obra direc ta. Al principio de trimestre de otoo, existen 5.000 horas estndar en inventario y el nivel de fuerza de trabajo equivale a 10.000 horas estndar. a) Suponga que la gerencia establece el nivel de trabajadores normales para el ao en un equivalent e de la demanda promedio y subcontrata el resto. Cul es costo de esta estrategia? b) Cul es el costo de una estrategia de adaptacin a la demanda? c) Calclese el costo de utilizar un mximo de tiempo extra durante los 2 perodos de mayor demanda. 2. U n gran molino en Soledad prepara un plan agregado para seis meses mediante el pr onstico de demanda en costales de 50 libras de alimento para ganado de la siguien te manera: enero 1.000 costales; febrero 1.200; marzo 1.250; mayo 1.400; y junio 1.400. El molino pretende empezar el ao sin inventario sobrante del ao anterior. Se proyecta que la capacidad de produccin (durante las horas regulares) permanece r constante en 800 costales de alimento hasta el final de abril y despus se increm entar a 1.100 costales mensuales cuando se complete la expansin planeada para el p rimer da de mayo. La capacidad del por mes hasta la tiempo extra qued establecida 300 costales expansin, tiempo en el cual se incrementara a 400 costales por mes. Un competidor en Malambo, tambin est disponible como una fuente de
152 Planeacin respaldo para cumplir con la demanda pero existe un contrato en firme y nicamente puede ofrecer 500 costales totales durante el perodo de seis meses. Los datos de costo son como sigue: Costo del tiempo regular por costal (hasta el 30 de abril) Costo del tiempo regular por costal (despus del 1 de Mayo) Coto del tiempo extra por costal (durante todo el perodo) Costo de adquisicin externa por costal Costo p or mes de inventario por costal molino. 3. Bacanes Fashion, fabricante de chaque tas de cuero prepar el pronstico de demanda siguiente: Meses 1 2 3 4 5 6 Unidades 2.800 3.200 4.500 3.800 3.000 3.200 Se necesitan 1,5 horas para fabricar cada ch aqueta. En tiempo regular, una hora de trabajo cuesta $2.500; el valor de una ho ra extra equivale a 1,35 veces el de la tasa regular. Contratar y despedir traba jadores cuesta $ 700.000 y $900.000 por empleado. El costo de inventario son $ 6 00 por cada chaqueta por mes. Normalmente cuenta con 25 empleados, y el inventar io inicial consta de 500 chaquetas. Se supone que cada empleado dispone de 170 h oras en el mes. a) Desarrolle dos planes agregados uno que emplee una estrategia de adaptacin y otro que utilice una estrategia mixta. b) Calcular y comparar los costos de produccin $1.200 $1.100 $1.600 $1.850 $100 Desarrolle un Plan Agregado de produccin de seis meses para el
Planeacin 153 c) Se supone que ante la escasez de trabajadores calificados, Bacanes Fashion no puede encontrar empleados adicionales; as mismo se supone que el tiempo extra es t limitado a 20% del tiempo regular y la compaa puede encontrar un subcontratista q ue cobra $ 5.000 por chaqueta. Desarrollar un plan factible produccin. SOFASA, fa brica camionetas. Los vehculos son distribuidos regionalmente., con fluctuaciones en las ventas de temporada. Se han reunido los datos siguientes para planear la s operaciones de produccin: Abril Septiembre DEMANDA DAS LABORABLES y calcular el costo de Mayo Junio Julio Agosto 200 21 300 600 1200 800 400 21 22 20 20 22 Horas de mano de obra requerida por vehculo = 30 Salario Estndar = $ 5 dlares por hora por jornada de 8 horas Costo de Almacena je = $ 15 dlares por mes y por vehculo Costo marginal de agotamiento de existencias = $ 30 dlares/ mes/unidad Costo marg inal de subcontratar = $ 120 dlares ms que un vehculo producido a la tarifa estndar de salario. (los materiales los proporciona SOFASA ) Costo de contratacin y capacitacin = $ 300 dlares por trabajador Costo de despido = $ 400 dlares por trabajador Compare los tres planes de produccin que se describen, los cuales no tienen inven tario inicial ni fijan lmite al nmero de vehculos subcontratados. PLAN 1: produccin e xacta con una fuerza de trabajo variable. A principio de Abril el nmero de trabaj adores = 54 d
154 Planeacin PLAN 2: fuerza de trabajo constante con inventario variable y agotamiento de exis tencias, sin subcontratacin. Fuerza de trabajo constante = 120. PLAN 3: fuerza de trabajo limitada constante., con subcontratacin e inventario variable. Fuerza de trabajo constante = 60. 6. FABRITEL esta produciendo videotelfonos para el merca do de los hogares. La calidad no es tan buena como podra ser en este punto, pero el precio de venta es bajo y FABRITEL puede estudiar la respuesta del mercado mi entras gasta ms tiempo en I & D. En esta etapa sin embargo, FABRITEL necesita des arrollar un Plan Agregado de Produccin para los seis meses de enero a junio venid eros. Con lo que podr suponer usted, ha sido comisionado para crear el plan. La s iguiente informacin podr ayudarlo: Demanda y das de trabajo Enero Totales Proyeccin de demanda 4.250 Das trabajo 125 500 22 Febrero 600 19 Costos Costo de mantenimie nto del inventario unidad Costo de agotamiento de existencias /mes Costo de subc ontratacin 1.000/unidad Costo de contratacin y capacitacin trabajador Costo de desp ido trabajador $ 1.000/ 100/unidad $ $ 500/ Marzo 650 21 Abril 800 21 Mayo 900 2 2 Junio 800 20 $ 1.000/
Planeacin 155 4 horas $ 125/ $187,5/ inicial Horas de trabajo requeridas /unidad Costo mano de obra ordinaria (primeras 8 hor as) hora Costo de tiempo extra hora Inventario 200 unidades Cul es el costo de cada una de las siguientes estrategias de produccin? 1) Producir exactamente para satisfacer la demanda; variar la fuerza laboral (suponiendo un a fuerza laboral inicial igual a los requerimientos del primer mes) 2) Fuerza la boral constante; variar el inventario y permitir faltantes solamente ( suponiend o una fuerza laboral inicial de 10) 3) Fuerza laboral constante de 10; utilizar la subcontratacin. 7. La compaa TOY produce varios tipos de juguetes con demanda es tacional. El pronstico de los prximos seis meses en miles de pesos es el siguiente : MESES Julio Agosto Septiembre Octubre Noviembre Diciembre Pronstico 10000 15000 20000 18000 15000 10000 Valores en Miles de pesos Un empleado normal puede producir $100.000 en juguetes al mes y la compaa tiene 80 trabajadores normales al final de junio. Los empleados normales reciben un suel do de $1'500.000 a la semana (incluyendo prestaciones. Con tiempo extra los empl eados producen a la misma velocidad que en el tiempo normal, pero se les paga el 150% del salario normal. Puede utilizarse hasta el 20% del tiempo extra en cual quier mes. Se puede contratar a un trabajador por $1'000.000 y cuesta $2'000.000 .oo despedirlo. El costo de mantener inventarios es del
156 Planeacin 30% al ao. La compaa desea terminar el ao con 80 empleados. El inventario inicial de juguetes es de $900'000.000.oo. a) Calcule el costo de una estrategia de adapta cin a la demanda. b) Cul es el costo de una estrategia de nivelacin de la produccin? c) Determine el efecto de la estrategia de adaptarse a la demanda de la parte al cambiar el costo de contratacin, de $1500.000, $2'000.000 y a $2'500.000. 8. Dado s los datos siguientes de oferta, demanda, costo e inventarios para una empresa que tiene una fuerza de trabajo constante y desea satisfacer toda la demanda, di stribyase la capacidad de produccin para cubrir la demanda a un costo mnimo. Capaci dad de Oferta (unidades) Periodo 1 2 3 4 Tiempo Regular 60 50 60 65 Tiempo Extra 18 15 18 20 Subcontratacin 1000 1000 1000 1000 Demanda Pronosticada Unidades 100 50 70 80 Datos adicionales Inventario Inicial = 20 Final = 25 Datos de costo Tiempo regular costo/unidad = $100 (Mano de obra = 50% del costo) Tiempo extra costo/unidad = $125 Subcontrata cin costo/ unidad = $130 Mantener inventarios costo/unidad =$2 12. Valery Ski de Colombia, productores de la famosa marca de Ski Soles y tienen u n costo de produccin de $ 60.000 por par durante el tiempo regular y $70.000 por tiempo extra. La capacidad de produccin de la empresa y las demandas trimestrales pronosticadas se muestran en la tabla de adelante. El inventario inicial es de 200
Planeacin 157 despedir, subcontratar o pares y el inventario se mantiene con $ 5000 por trimestre. La demanda se cubre sin contratar, reprocesado. El tiempo regular no empleado tiene un costo de $20. 000 por par. a) Desarrolle el plan preferido y presntese en forma de matriz resue lta. b) Cul es el costo mnimo total del plan? Oferta, desde unidades Primer Demanda unidades para Segundo Tercer Cuarto Cap. no Capacidad Total Trimestre Trimestre Trimestre Trimestre Utilizada Disponible Inventario Inicial Tiempo regular 1 Tiempo extra Tiempo regular 2 Tiempo extra Tiempo regular 3 Tie mpo extra Tiempo regular 4 Tiempo extra Demanda 900 500 200 1900 700 200 700 300 700 300 700 300 700 300 4200 10. Una planta en Malambo ha desarrollado los datos relativos a oferta, demanda, costo e inventario. La empresa tiene una fuerza de trabajo constante y cumple t odas sus demandas. Asignar la capacidad de produccin para satisfacer la demanda a un costo mnimo. Cul es el costo de este plan?
158 Planeacin Capacidad de oferta disponible (en unidades) Perodo Tiempo Regular Tiempo Extra S ubcontrato 1 300 50 200 2 400 50 200 3 450 50 200 Pronstico de la demanda Perodo D emanda(unidades) 1 450 2 550 3 750 Otros datos Inventario Inicial 50 unidades Costo por unidad de tiempo regular $5 0 Costo por unidad de tiempo extra $65 Costo por unidad de subcontratacin $80 Cos to por unidad en un perodo por manejo $1 5.5 PMP- Programacin Maestra de Produccin 5.5.1 Disgregacin Como salida del proceso de Planeacin Agregada tenemos generalmente un programa de produccin para agrupar a los productos por familia. L e indica a un fabricante de camisas cuantas fabricar, pero no cuantas deben ser talla S, Cuantas Talla M, Cuantas Talla L o XL, o son blanca, de color azul o ro jo. Le dice a un fabricante de acero cuantas toneladas de cero producir pero no discrimina entre cual fabricar, si el acero es en rollo o laminado. Como acabamo s de notar anteriormente, los detalles y parmetros que resultan de un plan incluy en el personal, la subcontratacin, la acumulacin de inventario y los cambios de ni veles de produccin semanal o mensual. Pero aunque esta es una informacin important e, la
Planeacin 159 empresa necesita ms informacin para operar y atender la demanda con fluidez. Lo qu e necesita es un plan que maneje productos particulares y especficos. Qu cantidad d e cada uno se deben producir, y para qu fecha? El proceso de romper el Plan Agreg ado en mayor detalle se llama disgregacin. La disgregacin da como resultado un Pro grama Maestro de Produccin PMP. 5.5.2 Objetivos del PMP El PMP formaliza el Plan de Produccin y lo convierte en requerimientos especficos de materias primas y capa cidad. Entonces deben ser evaluadas las necesidades de mano de obra, materia pri ma y equipo para cada trabajo. Por esto, el PMP maneja la produccin entera y el s istema de inventarios estableciendo metas de produccin especficas y respondiendo a la retroalimentacin de todo el flujo de operaciones. 5.5.3 Funciones del PMP Alg unas funciones claves del PMP se listan a continuacin: 1. Convierte los planes ag regados en artculos finales especficos 2. Evala alternativas de programacin 3. Gener a requerimientos de materiales 4. Genera requerimientos de capacidad 5. Facilita el procesamiento de la informacin 6. Mantiene las prioridades vlidas en los progr amas de produccin
160 Planeacin 7. Utiliza la capacidad con efectividad 5.5.4 Lineamientos de la Programacin Maes tra de Produccin El proceso de programacin generalmente consiste en consolidar los requerimientos brutos, restndolos del inventario disponible, y agrupar los reque rimientos netos en rdenes planeadas de tamao de pedidos apropiados. Los pedidos en tonces se convierten en informes de cargas de los centros o puestos de trabajo c laves, y los requerimientos completos de materia prima y capacidad se revisan pa ra la factibilidad. Lineamientos de Programacin Maestra de Produccin 1. Trabajar en un Plan de Program acin Globalizado 2. Programar Mdulos comunes si es posible 3. Cargar las instalaci ones en trminos reales de capacidad 4. Entregar de pedidos de acuerdo a lo progra mada 5. Hacer seguimiento de cerca a los niveles de inventario 6. Reprogramar si se requiere 5.5.5 Horizontes del PMP Para el PMP el horizonte de tiempo que se cubre depende del tipo de producto, el volumen de produccin y la variabilidad de los tiempos de entrega. Este tiempo puede presentarse en semanas, meses o alguna combinacin, las compras incluidos. pero la programacin debemos extenderla lo sufi cientemente hacia delante para que los tiempos de entrega de todas y los compone ntes armados sean adecuadamente
Planeacin 161 El PMP tiene porciones fijas y flexibles(o tentativas). El trmino porcin fija incl uye el mnimo tiempo de entrega necesario y no est abierto al cambio. 5.5.6 Mtodo de Programacin Maestra El ejemplo siguiente ilustra un mtodo de programacin maestra q ue incorpora la demanda de los productos y los pedidos. Ntese que el nmero de unid ades que sern producidas durante cada ciclo de produccin se especifica como la amp litud de cada corrida econmica (Lote econmico). Ejemplo 5-4 Lo que se presenta aba jo en las Tablas 5-3 y 5-4 son las demandas esperadas para los subensambles A y B, las cuales tienen inventarios inciales de 100 y 40 unidades, respectivamente. La amplitud de corrida econmica para A es de 200 unidades y para B, de 80 unidade s. El artculo B tiene una demanda variable e incierta, por lo que la empresa trat a de mantener 30 unidades de inventario extra (seguridad) para asegurar un buen servicio. Desarrllese un PMP tentativo para A y B. Tabla 5-3 Subensamble A Inventario Inicial = 100 CPE= 200 Semana 1 2 3 4 5 6 7 8 9 10 10 60 80 100 80 100 100 100 100 Pronstico de ventas 10 10 10 Necesidades otras pl antas 80 80 60 20 20 10 Pedidos de clientes 30 20 10 Pedidos de sucursales
162 Planeacin Tabla 5-4 Subensamble B Inventario Inicial = 40 CPE= 80 Semana 1 2 3 4 5 6 7 8 9 10 Pronstico de ventas Necesidades otras plantas Pedidos de clientes 20 30 Pedidos d e sucursales 10 10 20 10 10 20 20 30 20 10 20 20 20 20 5 10 10 Los requerimientos de nivel de servicio hacen necesario que el inventario final de B no sea menor de 30 unidades. Los requerimientos consolidados se determinan sumando los datos de pronstico y pedidos. Para A: Semana 1 = 80 + 30=110 Semana 2 = 10 + 80 + 20 =110 La produccin requerida se determina por: Produccin = Inventar io Inicial - Requerimientos Consolidados Tabla 5-5 Subensamble A Inventario Inicial =100 CPE= 200 Requerimientos Inventario Inicial Produccin requ erida Inventario Final Semana 1 2 3 4 5 6 7 8 9 10 110 110 130 110 120 100 100 100 110 100 100 190 80 150 40 120 20 120 20 110 200 200 200 200 200 190 80 150 40 120 20 120 20 110 10 Para A: Semana 1= 100+200-110=190 (se necesita produccin nueva, CPE =200 ya los r equerimientos son mayores que las existencias) Semana 2= 190-110=80 EL inventari o final se determina por:
Planeacin 163 Inicial + Produccin Inventario Requerimientos Final = Inventario Tabla 5-6 Subensamble B Inventario Inicial =40 CPE= 80, IS=30 Semana 1 2 3 4 5 6 7 8 9 10 Requerimientos 20 40 50 40 Inventario Inicial 40 100 60 90 Produccin Requerida 80 80 Inventario Final 100 60 90 50 35 20 20 40 30 20 50 95 75 55 95 65 80 80 95 75 55 95 65 45 En este caso, debemos tener en cuenta el inventario de seguridad para el Subensa mble B: 40-20 = 20 pero es inferior al inventario de seguridad de 30 por tanto d ebemos producir el CEP de 80, luego 40+80-20 = 100. Los renglones de produccin re querida muestran las cantidades de la programacin maestra tentativa Tabla 5-7 Tabla 5-7 Programa Maestro de Produccin Semana Nmero 1 2 3 4 5 6 7 8 9 10 Subensamble A 200 200 200 200 200 Subensamble B 80 80 80 80 5.5.7 Aplicaciones del PMP 1. La tabla mostrada adelante presenta la demanda esp erada de un artculo terminado, el cual tiene un inventario inicial de 90 unidades . El tamao del lote de produccin es de 200 unidades, y la empresa mantiene de segu ridad 30 unidades.
164 1 15 Planeacin Tabla 5-8 Requerimientos Inventario Inicial Produccin Requerida Inventario Final 2 15 15 Semana Nmero 3 4 5 6 15 30 15 15 60 60 90 75 30 60 7 30 90 8 15 120 Complete el Programa Maestro para determinar los requerimientos de produccin el i nventario inicial, la produccin requerida y el inventario final de cada perodo. 2. Siemens S.A. comercializa dos equipos para Electrocardiogramas de ultrasonido e n los Mercados Internacionales MACROMlLK- 130 y FULLTACK-50. La demanda anticipa da de los prximos seis perodos se indican en la Tabla 5-9. Tabla 5-9 Demanda esperada durante el Perodo 1 2 3 4 5 6 Pedidos Nacionales MACROMILK-130 3 0 30 25 20 15 15 FULLTACK-50 45 30 30 30 20 Pedidos Internacionales MACROMILK-13 0 FULLTACK-50 Pronstico MACROMILK-130 FULLTACK-50 Datos adicionales: Inventario T amao Inventario Inicial de lote de seguridad MACROMILK-130 74 50 20 FULLTACK-50 6 0 70 30 18 22 15 16 15 13 15 14 17 20 15 15 30 20 40 20 12 40 40
Planeacin 165 Desarrolle un PMP tentativo basado en los datos suministrados. 3. Una planta man ufacturera desea actualizar su Programa maestro de Produccin para sus productos. Se tiene como poltica producir con base en existencias. A continuacin se presenta en la siguiente tabla la demanda del producto para las siguientes seis semanas. SEMANAS 3 4 350 250 200 250 TIPO DE DEMANDA Clientes(pronost.pedidos) Almacenes sucursales Investigacin Merca do Investigacin Producto 1 350 100 5 2 600 50 25 5 200 100 20 6 600 50 Se ha establecido un nivel de existencias seguridad, un tamao mnimo de lote y un n ivel de inventario inicial para este producto a saber: Tamao mnimo de lote 1000 Ex istencia de seguridad 250 Inventario inicial 750 Elabore el PMP de seis semanas para este producto. 4. Complete el Programa Maest ro de Produccin del Material W presentado en tabla mostrada adelante. Ntese que es te artculo tiene una demanda independiente que necesita que se mantenga un invent ario de seguridad de 80 unidades. CPE =140 Tiempo de espera =4 semanas IS = 80 SEMANAS 1 40 2 40 140 3 50 4 40 5 40 6 50 7 40 8 40 9 60 10 50 11 50 12 50 Requerimientos Recepciones Disponibilidad 130 final Ordenes Planeadas
166 Planeacin 5.6 PRM-Planeacin de Requerimiento de Materiales 5.6.1 Objetivos del PRM La Plane acin de Requerimientos de Materiales PRM es una tcnica para determinar la cantidad y periodicidad para la adquisicin de artculos dependientes de la demanda necesari os para satisfacer los requerimientos de la Programacin Maestra. Por una definicin precisa de qu, cunto y cundo se necesitan los componentes, los sistemas de PRM son capaces de 1) reducir los costos de los inventarios,2) mejorar la efectividad d e la programacin, y 3) responder rpidamente a los cambios del mercado. 5.6.2 Terminologa PRM. Tcnica para determinar la cantidad y periodicidad de artculo s con demanda dependiente. Artculos componentes y originales. Un origen es un arm ado hecho de piezas bsicas o componentes. El origen de un subgrupo puede ser part e de un origen de nivel ms alto. Demanda dependiente. Demanda por componentes der ivada de la demanda de otros artculos. Tamao de lote. Cantidad de artculos requerid os en una orden. La orden puede ser comprada a un proveedor o producida internam ente. La determinacin de lotes es un proceso para especificar el tamao de la orden .
Planeacin 167 Tiempo de preparacin. Perodo usado para planear el PRM; generalmente, una semana. Necesidades proyectadas de materias primas, Requerimientos. componentes, subensambles o artculos terminados. Los requerimientos brutos son la s necesidades totales de todos los recursos, mientras que los requerimientos net os se encuentran despus de usar el inventario disponible. Explosin de requerimient os. Descomposicin (explosin) de los artculos originales en sus partes componentes, que pueden ser planeadas y programadas por separado. Lista de todos los componen tes Lista de materialesLDM. (subensambles y materiales) que se requieren para armar un artculo. Frecuentement e incluye nmeros de piezas y cantidades necesarias por ensamble. Recepcin programa da. Materiales ya solicitados a un proveedor o generados internamente. El PRM mu estra la cantidad y el tiempo proyectados de recepcin. Recepcin Planeada. Material es que sern ordenados a un proveedor o generados internamente por otro lado, es s imilar a una recepcin programada. Orden planeada. Plan (esto es, cantidad y fecha ) para iniciar la compra o manufactura con el fin que los materiales sean recibi dos despus de compensar el tiempo de espera.
168 5.6.3 Planeacin Entradas y salidas del PRM Como se indica en la Figura 5-4, las entradas y salidas del PRM son: Entradas PMP de artculos finales requeridos Salidas Datos de programacin de ordenes de PRC para perfiles de carga Registros de estado del inventario Ordenes de compra y disponible, y artculos en proceso, tamao produccin interna de lotes, tiempos de entrega, etc. Registro de es tructura del producto (LDM) de qu componentes y subensambles van Reprogramacin de PMP en cada producto final. Reportes administrativos y actualizacin del inventari o
Planeacin 169 Pr ons c os ti rdenes PL ANG LOBAL PRO GRAMACIN MAESTRA E st ado de I nvent ar i o BO M BA R egi st r o i nt er no d er ut a E st ado de l os cent r os de t r baj oC T , apaci dad a c de equi po, capa ci a d d d ep er sona l R PM R eq uer m i ent o de m at er al es i i R PC R eque r m en t de m no de i i o a obr a y m qui nar i a a R gi st o de e r pr oye cci n de car ga s Es adec uada a l cap aci ad ? d R pr ogr am ac n e i de or den es NO O r denes pl ane adas SI Son a decua dos l os m t r al es? a e i SI R pr ogr am aci n de o r enes e d SI R vi a r P M e s P NO SI R gi st o de ca r ad e t ab aj e r g r o AC TIVIDAD ES DE CO NTR OL DE PRO DU CCI N Co trol n d pri ri a e o d d Con l tro d c a cid e pa ad Fi ura 5-4 Diag g ram a d Fluj de a pl nea i e o l a c n d ma e terial s y de a c a e l pacidad
170 5.6.4 Lista de materiales Planeacin Una Lista de Materiales -LDM- es una relacin de todos los materiales, componentes y subensambles necesarios para obtener una unidad de produccin final. Dos mtodos comunes de descripcin de una LDM son un rbol de estructura del producto y una LDM desglosada: ambos muestran las relaciones origen- componente en una base jerrquic a, lo cual revela qu componentes son necesarios para cada ensamble a un nivel sup erior. La Figura 5-5 muestra la estructura dependiente de la LDM e incluye infor macin codificada del nivel. El nivel cero (0) es el ms alto y el nivel tres (3) es el ms bajo de esta LDM. Ntese que el ensamble de barras (102) constituye un suben samble que es combinado con dos barras de aluminio (201) y dos agarres de neopre no (202).El ensamble de Llantas (104) est conformado por dos ejes (202), dos cone xiones (203), mas una rueda (204) a su vez la rueda est constituida por una llant a (301).
Planeacin 171 W075 CARRETILL A 101 CAJA (1) 102 Ensamble d b 103 Ensamble d Ll t 104 Pintura (1) 202 Barra (2) 203 Agarre (2) 204 Eje (2) 205 Conexin (2) 206 Rueda (1) 301 Llanta (1) Figura 5-5 rbol de Estructura del Producto Carretilla LISTA DE MATERIALES LDM Pieza No. W075 CARRETILLA Nivel 0 Parte No. 101 102 201 202 104 202 203 204 301 205 Descripcin Caja : Tamao profundo, aluminio Ensamble de barra Barras de Aluminio Agarraderas: neopreno Ensamble de Llanta Eje Conexin Ru eda Llanta Pintura azul Cantidad/Ensamble 1 1 2 2 1 1 2 1 1 1 Unidades La misma La misma La misma La misma La misma La misma La misma La misma La misma Pintar N ivel 1 1 2 2 1 2 2 2 3 1 Figura 5-6 Lista de Materiales LDM Carretilla
172 Planeacin Ejemplo 5-5: Determnense las cantidades de 101, 102, 103, 104, 202, 203, 204 y 30 1 necesarias para terminar 50 carretillas W075 Primero determine los requerimien tos para un soporte, como se muestra en la Tabla 5-10, y entonces multiplquese po r 50. Ntese que las partes de C y E son utilizadas en dos diferentes subensambles , por lo que las cantidades separadas deben ser sumadas. Para los 50 soportes, c ada uno de los requerimientos debe ser multiplicado por 50 para obtener los requ erimientos totales. Tabla 5-10 COMPONENTES 101 Caja(1) 102 Ensamble de Barra(1) 103 Ensamble de Llanta(1) 104 P intura(1) 201 Barra (2) 202 Agarre(2) 203 Eje(2) 204 Conexin (2) 205 Rueda(1) 301 Llanta(1) EFECTO DE DEPENDENCIA REQUERIMIENTOS Una 101 para W075 1 Una 102 para W075 1 Un 103 para W075 1 Una Pintura para W075 1 Dos 201 para 102 2 Dos 202 para 102 2 Do s 203 para 103 2 Dos 204 para 103 2 Una 205 para 103 2 Una 301 para 205 1 Para las 50 Carretillas cada uno de los requerimientos debe ser multiplicado por 50 para obtener los requerimientos totales. 5.6.5 Lgica del PRM La Programacin Maestra de Produccin dicta los requerimientos br utos o proyectados para los productos finales del sistema PRM. Los requerimiento s brutos no toman en cuenta cualquier inventario disponible o en proceso. El pro grama PRM separa las demandas de los productos finales en requerimientos para su bensambles, componentes y materiales,
Planeacin 173 procesando todas Las listas relevantes de materiales en una base de nivel por ni vel. Los requerimientos netos son calculados ajustndolos de acuerdo con el invent ario existente y los artculos ordenados, como se registra en el estado de inventa rio. Requerimientos netos =requerimientos brutos-(inventario disponible + recepc iones programadas) La programacin de rdenes es planeada por los componentes en la forma de fases de tiempo (usando datos de tiempo de espera de los registros de i nventario) para que los materiales lleguen precisamente cuando son necesitados. En esta etapa el material es referido a una planeacin de recepcin de rdenes. Cuando las rdenes son realmente enviadas a los proveedores o producidas internamente, l a recepcin planeada se convierte tcnicamente en una programacin de recepcin. Algunos formatos de PRM mantienen lneas separadas para la recepcin planeada y programada, mientras que otros las combinan con un solo encabezado de recepciones. Ejemplo 5-6: La Industria que produce las carretillas del ejemplo anterior esper a entregar 40 en la semana 1; 60 en la semana 4; 60 en la semana 6 y 50 en la se mana 8. Entre los requerimientos para cada carretilla fueron dados en la tabla 5 -1, se agrega el tamao de los lotes de produccin, el tiempo de espera, el inventar io disponible al principio del perodo
174 Tamao del Lote 100 120 150 Global 300 200 300 250 100 100 Planeacin PIEZA Caja Ensamble de Barras Ensamble de Llantas Pintura Barras Agarre Eje Cone xin Rueda Llanta TIEMPO DE ESPERA 2 semanas 3 semanas 2 semanas 3 semanas 1 semana 2 semanas 2 se manas 2 semanas 1 semana 2 semanas INVENTARIO DISPONIBLE 100 120 100 150 10 50 80 120 120 120 *Son necesarios 90 ensambles de llantas en el perodo 5 para un embarque de tracto res de jardn. Complete el plan de requerimiento de todos los componentes de la carretilla y mu estre que cantidades de ordenes deben ser programadas y cuando debe hacerse esto para satisfacer el PRM. Programacin Maestra de artculo final: carretilla. Semana N Requerimientos 1 40 2 3 4 60 5 6 60 7 8 50 Plan de materiales componentes: Cajas Cantidad ordenada = 100 Tiempo de espera = 2 semanas 1 Requerimientos proyectado s 40 Recepciones Disponible al final del perodo 100 60 rdenes planeadas 2 3 4 60 0 0 100 5 6 60 100 40 100 7 8 50 140 90 60 60 0 40
Planeacin 175 Plan de materiales componentes: ensamble de Barras Cantidad ordenada = 120 Tiempo de espera = 3 semanas Requerimientos proyectados Recepciones Disponible al final del perodo 120 80 Orden planeada 80 80 120 20 20 80 80 30 1 40 2 3 4 60 5 6 60 120 7 8 50 .Plan de materiales componentes: ensamble de llanta Cantidad ordenada =150 Tiempo de espera = 2 semanas Requerimientos proyectados R ecepciones Disponible al final del perodo Orden planeada 1 40 2 3 4 60 5 90 150 1 00 60 60 60 150 0 60 0 150 0 6 60 7 8 50 150 100 .Plan de materiales componentes: Pintura global Cantidad ordenada =150 Tiempo de espera = 3 Semanas Requerimientos proyectados R ecepciones Disponible al final del perodo Orden planeada 1 40 2 3 4 60 5 6 60 150 7 8 50 150 110 110 110 50 150 50 140 140 90
176 Cantidad Ordenada = 300 Tiempo de espera = 1 semana Requerimientos proyectados R ecepciones Disponible al final del perodo 10 Orden planeada Planeacin Plan de materiales subcomponentes: Barras para el ensamble de Barras 1 2 3 240 300 70 4 5 6 7 8 10 10 300 70 70 70 70 70 Plan de materiales subcomponentes: Agarre para el ensamble de Barras Cantidad Ordenada = 200 Tiempo de espera =2 semanas Requerimientos proyectados R ecepciones Disponible al final del perodo 50 Orden planeada 1 2 3 240 200 10 4 5 6 7 8 50 200 50 10 10 10 10 10 Plan de materiales subcomponentes: Eje para el ensamble de Llantas Cantidad Ordenada = 300 Tiempo de espera =2 semanas Requerimientos proyectados R ecepciones Disponible al final del perodo 80 Orden planeada 1 2 3 300 300 80 4 5 6 300 300 80 7 8 80 300 80 80 300 80 80 80 Plan de materiales subcomponentes: Conexin para el ensamble de Llantas
Cantidad Ordenada = 250 Tiempo de espera =2 semanas Requerimientos proyectados R ecepciones Disponible al final del perodo 120 Orden planeada 1 2 3 300 250 70 4 5 6 300 250 20 7 8 120 250 120 70 250 70 20 20
Planeacin 177 Plan de materiales subcomponentes: Rueda para el ensamble de Llantas Cantidad Or denada = 100 Tiempo de espera =1 semana Requerimientos proyectados Recepciones D isponible al final del perodo 120 Orden planeada 1 2 3 4 150 100 5 6 7 150 100 8 120 120 70 70 70 100 100 20 20 20 Plan de materiales subcomponentes: Llanta para Rueda Cantidad Ordenada = 100 Tie mpo de espera =2 semanas 1 2 3 4 5 6 7 8 Requerimientos proyectados 100 100 Rece pciones 100 Disponible al final del perodo 120 20 20 20 20 20 20 20 120 Orden pla neada 100 Figura No. 5-7 Programacin Maestra de PRM y planes componentes La Figur a No.5-7 muestra la programacin maestra y la de partes componentes. Ntese que debi do a que cada vehculo requiere dos barras los requerimientos proyectados de mater iales para las barras son el doble del nmero del producto final. Los requerimient os proyectados de 40 Cajas en el perodo 1 son adecuadamente satisfechos con las 1 00 unidades disponibles al principio del perodo 1, dejando 60 disponibles al fina l del perodo 1. El resto de Programas de Requerimientos de Materiales para los co mponentes restantes que conforman la carretilla se desarrollan de igual forma, n o olvidando que: Disponibles al final del perodo = disponibles al final del perodo anterior + recep ciones - requerimientos proyectados
178 Planeacin En el perodo 4 los requerimientos de cajas son de 60 que se cubren con el inventa rio disponible, pero en el sexto perodo se requieren otras 60 cajas, habra que ant iciparse dos semanas para producir el lote econmico de 100 previstos, quedndonos 4 0 unidades en inventario final. Los factores clave de los sistemas PRM son: 1. La generacin de requerimientos de bajo nivel 2. La fijacin de fases para esos requerimientos 3. La programacin de rde nes planeadas que se originan de esos requerimientos. Ntese particularmente que l as rdenes planeadas de artculos origen generan requerimientos proyectados en el ni vel de componentes. 5.6.6 Aplicaciones del PRM. 1. Una lmpara de bateras es armada a partir de tres su bensambles principales; montaje de la cabeza, dos bateras y el cuerpo. El ensambl e de la cabeza consiste en una parte de plstico, una lente, un subensamble de foc o (colocando el foco en un soporte), y un reflector. El armado de cuerpo consta de un resorte y un ensamble de coraza, el cual a su vez est compuesto por un apag ador (interruptor), dos barras conectoras y una coraza plstica. El apagador es ar mado con un botn y dos placas metlicas. La cabeza plstica es hecha de una unidad co lor naranja, y la coraza es armada con tres unidades de plstico naranja.
Planeacin 179 Desarrllese un rbol de estructura de producto de la lmpara e inclyase la codificacin de nivel para cada componente. 2. Disese un desglose de materiales para la lmpara d el problema 2 (Nota: asgnense nmeros adecuados de cuatro dgitos a los componentes). 3. La compaa que produce las lmparas en el problema 3 tiene una orden por 100 artcu los finales (lmparas); se tienen disponibles 10 ensambles de cabeza, 10 lentes, 3 0 resortes y 10 apagadores. Clcense los requerimientos brutos y los requerimiento s netos para satisfacer la orden. 4. Una planta industrial fabrica los productos Y y X, los cuales tienen las demandas, existencias de seguridad, y los niveles de estructura de productos que se muestra en la figura. Los inventarios disponib les son los que siguen X =200, Y = 60, A =140, B = 0, C = 400, y D =1600. El tam ao de lote para A es 500, y para D es 2000(o mltiplos de esas cantidades); todas l as dems partidas son especificadas con base lote por lote (LPL) (esto es, las can tidades son iguales a los requerimientos netos). La nica recepcin programada son 5 00 unidades de X hecha en el perodo 2. Determnense las cantidades que se ordenarn y la programacin de rdenes de todos los requerimientos usando un formato de PRM.
180 Planeacin PRODUCTO X Y SS 100 60 1 2 Demanda en el perodo 3 4 5 6 600 400 7 800 8 500 5. Un telfono se compone de un auricular y una base. El auricular a su vez se ens ambla con un mango y un cordn; y la base se ensambla con una caja, una tarjeta de circuito y una placa frontal: una lista de materiales, junto con el nmero de par tes disponibles y los tiempos de espera se muestran adelante. Producto/Partes Telfono Auricular Manija Cordn Base Caja X LT = 2 Disponibles 200 300 200 75 250 200 Semanas de espera 1 1 2 2 1 2 Y LT = 3 A (1) LT = 3 B (2) LT = 2 C (1) LT = 1 D (1) LT = 2 C (1) LT = 1 D (4) LT = 2 Tarjeta de Circuito Placa Frontal 150 300 1 2 Elabore el rbol de estructura del Producto, elabore un PRM para el telfono y sus p artes para determinar cuantos telfonos se pueden fabricar con las partes disponib les.
Planeacin 181 6. Una lmpara consiste en el ensamble de un soporte y una pantalla. El soporte es ta compuesto de un cuello, un socket y una base, las cuales se ensamblan de part es compradas. La pantalla se agrega al ensamble del soporte con el objeto de fin alizar la lmpara. El nmero de partes disponibles, las partes programadas para lleg ar y los tiempos de espera para obtener mas partes se indican adelante. Producto/Piezas Lmpara Soporte Cuello Socket Base Pantalla Disponibles 200 100 0 300 200 400 Semanas de espera 1 2 3 2 3 3 a) Elabore el rbol de estructura del Producto. b) Suponga que se requieren 100 lmp aras en la semana 7 y 1500 en la semana 8; elabore un Programa completo de Reque rimiento de Materiales para la lmpara y sus componentes. Tiene alguna observacin al respecto? 7. Una compaa de tijeras fabrica unas tijeras comunes y corrientes que consisten en tres partes: el lado izquierdo, el lado derecho y el tornillo que l as une. En la actualidad, la compaa tiene las siguientes cantidades de partes disp onibles y bajo pedido. Los tiempos de espera para el reorden de cada parte se da n junto con la lista de materiales. Disponible 100 50 75 300 Semanas de espera 1 2 2 1 Recepciones programadas 100 en la semana 2 200 en la semana 2 200 en la s emana 1 Tijeras Lado izquierdo Lado derecho Tornillo
182 producto Planeacin a) Dibuje el rbol de estructura del producto y un esquema del b) Suponga que el P rograma Maestro exige 300 tijeras a ser embarcadas en la semana 4 y 400 en 5; el abore un plan completo de materiales. c) Supngase que el proveedor del lado derec ho de las tijeras llama para avisar que las entregas de 200 partes bajo pedido l legarn una semana tarde. Qu efecto tendra esto sobre el plan de materiales? 8. Un fabricante de sillas se basa en la lista de materiales mostrada, adems se tienen los inventarios de partes y los tiempos de espera. Semanas de esp era Sillas 100 1 Ensamble patas (1) 50 2 Travesao (4) 100 1 Patas (4) 150 1 Ensam ble respaldo (1) 25 1 Cubierta (1) 30 2 Eje (4) 80 2 Asiento (1) 40 3 A la compaa le gustara producir 500 sillas en la semana 5 y 3 sillas en la semana 6. 1. Dibuj e el rbol de estructura del producto y un esquema del producto b) Desarrolle un P lan de Materiales para todas las partes c) Qu accin debe tomar ahora? d) Cul es el ef ecto de cambiar el Programa Maestro de 300 sillas en la semana 5 y 400 sillas en la semana 6? Disponible
Planeacin 183 5.7 Planeacin de Requerimiento de Capacidad Para estar a tono con las circunstanc ias actuales, como no son otras que la nueva ola de la globalizacin y el TLC que implican para nuestro pas un mayor y mejor desarrollo de las organizaciones produ ctivas para la liberacin de fronteras y la constitucin de bloques y frentes mancom unados de trabajo, se requiere un anlisis detallado de los recursos productivos c on que cuenta una organizacin sea pblica o privada. Sea donde sea el punto de part ida, es inevitable llegar al establecimiento de la capacidad tcnica y real de los sitios de trabajo de las empresas, fbricas o factoras. Hace pocos hace trabajada con niveles por debajo de las potencialidades de las instalaciones. Situacin debi da a que la actividad econmica se basaba en el principio proteccionista de puerta s cerradas, hoy en da adems de dar un mayor nfasis a la calidad del producto, graci as a la introduccin de mejores tecnologas, se hace ms importante saber dimensionar la capacidad de trabajo de las organizaciones como respuesta a los requerimiento s del mercado. 5.7.1 Anlisis de capacidad Se debe entender la capacidad como el potencial de tra bajo con que se cuenta, medidas para los diferentes sitios de trabajo. Estos med ios de trabajo pueden ser mquinas, instalaciones, puestos de trabajo y en fin, to dos aquellos lugares donde se desarrollan tareas
184 Planeacin
plenamente establecidas y que contribuyen a la elaboracin de los bienes o la pres tacin de servicios. Se distinguen cinco tipos de capacidad. 1. Capacidad Tcnica CT 2. Capacidad Instalada CI 3. Capacidad disponible CD 4. Capacidad necesaria CN 5. Capacidad utilizada CU Estas capacidades pueden ser expresadas en distintos t ipos de unidades dimensionales, entre las cuales tenemos: Unidades de tiempo (ho ras/ao) Unidades energticas (kilowatios/ao) Unidades econmicas o monetarias ($/ao) idades fsicas (unidades/ao)
Planeacin Figura 5-8 Tipos de Capacidad 185 Sin embargo y aunque la escogencia entre una u otra capacidad dimensional depend e del fin que se tenga, tomaremos para nuestro caso las unidades de tiempo, ya q ue son estas las de mayor aplicacin en las organizaciones productivas. Adicionalm ente, se elige un ao como aquel perodo base del estudio, por ser este el mas comn p arte este tipo de anlisis, no sin antes dejar en clareo que cualquier otro lapso puede ser considerado, dependiendo nuevamente del uso que le d el encargado de ha cer este estudio. 5.7.2 Definiciones y modelos matemticos Capacidad terica Como su nombre lo indica, es la capacidad mxima de produccin y que est prevista desde la c onstruccin y/o conformacin de los sitios de
186 fronteras de anlisis. Planeacin trabajo; este nivel de capacidad nunca se trabaja y solo sirve para CTi = 365(da/ao) x 24(horas/da) x ni Donde: CTi: Es la capacidad terica del sitio de trabajo ni : Es el nmero de sitios de trabajo del tipo i La capacidad terica de t oda la organizacin ser: n n CT = CTi = 365x24xni I=1 i=1 Para n sitios de trabajo distintos Capacidad instalada Es la mxima capacidad real de trabajo y considera las disminuciones de tiempo previstas para el mantenimie nto preventivo de los medios de trabajo. Estas prdidas son generalmente recomenda das por los fabricantes de los medios de trabajo (mquinas, herramientas), por los de departamentos de mantenimiento o en el peor de los casos deben ser 5 dados c on el mejor criterio por parte de los jefes de produccin. CIi = (Ddas/ao) x horas/da - gihoras/ao) x ni. Donde: Cli: Es la capacidad instalada del sitio de trabajo i ni: Es el nmero de sitio de trabajo del tipo i gi: Son las prdidas por mantenimie nto preventivo de una unidad de sitio de trabajo i expresadas en horas/ao La capa cidad instalada es: n n CI =CIi = (365x24-gi) I=1 i=1
Planeacin 187 Para n sitios de trabajo distintos Capacidad disponible Esta capacidad es con la que realmente trabaja una empresa ya que reconoce las deficiencias con que normalmente labora la organizacin. Adici onalmente se establecen las condiciones de produccin que dependen de la poltica in terna y de la administracin de recursos de manufactura, as como las normas de trab ajo y la jurisprudencia en que se circunscribe. CDi = (dhdia/aoxni turno /diaxdti horas/turnoxni G1 (G2+G3+G4) Nxni Donde: CDi: Es la capacidad disponible del sit io de trabajo i. dh: Son los das hbiles que labora la empresa en el ao. nti: Nmero d e turnos diarios que se trabaja en el sitio de trabajo i. dti. Duracin de los tur nos, estos pueden variar de un sitio de trabajo a otro. ni: Es el nmero de sitios de trabajo tipo i. G1: Son las prdidas totales por mantenimiento de todos los si tios de trabajo. G2: Son la prdidas por no existencia del personal productivo exp resada en horas/ao. En este rubro se incluye la inasistencia justificada o no y s e pueden obtener de las estadsticas. G3: Son las prdidas por factores organizacion ales; es decir, las prdidas causadas por una mala o deficiente gestin de la produc cin.
188 Planeacin G4: Son las prdidas por factores aleatorios no previsibles; incluyen disminucione s causadas por factores naturales, polticos, sociales, econmicos, etc. La capacida d disponible es: n n CD = DCi = (dhxntixdti-gi) xni-(G1+G3+G4) i= 1 i=1 Para n s itios de trabajo distintos Capacidad necesaria Es la capacidad que se requiere p ara cumplir con un programa o plan de produccin determinado. Este plan normalment e se trabaja con los pronsticos de ventas. p CNi= Qpj (unidades/ao) xtpij (horas/u nidad) j=1 Donde: CNi: Es la capacidad necesaria del sitio de trabajo i Qpj: Es la cantidad planeada de producto tipo ji existirn P, tipos distintos de productos . Esta cantidad planeada ser anual, aunque puede abarcar otro periodo diferente. Tpji: Es el tiempo planeado de ejecucin de una unidad de producto tipo j en el si tio de trabajo i. Este tiempo es el que comnmente se conoce como tiempo estndar de manufactura o tiempo tipo. La capacidad necesaria total es: n nn CN = CNi = Qpjx tpij j=1 i=1 j=1 Para n sitios de trabajo distintos y p tipos diferentes de prod uctos. Capacidad utilizada
Planeacin 189 Es la capacidad que realmente se consumi en la elaboracin en la produccin. Se calcu la despus del ejercicio contable y sirve como medida de efectividad y control. p CUi = Qrj (Unidades/ao) xtrij (horas/unidad) j =1 Donde: Cui. Es la capacidad u tilizada en el sitio de trabajo i Qrj: Es la cantidad realmente elaborada de pro ducto tipo j en el perodo de tiempo considerado. trij: Es el tiempo realmente gas tado en los distintos sitios de trabajo in para la manufactura del producto j. L a capacidad utilizada es: n n p CU = Cui = Qrjxtrij i=1 j=1 i=1 Para n sitios de t rabajo distintos y P tipos diferentes de productos. 5.7.3 Diseo y capacidad del sistema El diseo de una instalacin puede afectar la ubi cacin y estas su vez, afecta la capacidad. Las capacidades deben ser establecidas en unidades fsicas, tiempo de servicio, u horas de trabajo, mas que un volumen d e ventas en dinero. La capacidad de diseo de una instalacin es la tasa de salida d e productos estandarizados en condiciones de operacin normales. Esto se basa en e l conocimiento de la demanda de los consumidores y del establecimiento de una po ltica para satisfacer la demanda.
190 Planeacin Una compaa de seguros para automviles procesa las plizas secuencialmente mediante cu atro centros (A, B, C y D), los cuales manejan las actividades de bsqueda y regis tro. Las capacidades de cada centro de trabajo individual y el promedio real de plizas procesadas por da es el que se indica. Encuntrese a) La capacidad del sistem a b) Su eficiencia. Procesado real 18 A 24 B 30 C 22 D 40 a) Capacidad del sistema= capacidad del componente mas limitado en la lnea = 22 pl izas/da b) Eficiencia (Es)= ______Procesado real___=18 = 0.82 =82% Capacidad del Sistema 22 Clculo de los requerimientos de equipos Si la produccin real es especificada, la cantidad o el tamao del equipo que se req uiere para cubrir esa produccin pueden ser mejor determinados para incluir prdidas e ineficiencias del sistema. Ejemplo: Un proveedor de equipo para automviles des ea instalar un nmero suficiente de hornos para producir 400.000 moldes por ao. La operacin de horneado requiere 2 minutos por molde, pero la produccin del horno tie ne regularmente 6% de defectuosos. Cuntos hornos se necesitan si uno est disponible durante 1800 horas (de capacidad por ao) Capacidad que requiere el sistema= Prod uccin (buena) real Es =400.000=425.532 Unidades/ao 0.94 Convirtiendo a unidades/hr :
Planeacin 191 425.532unidades/ao=236 unidades/hr. 1800 hr/ao Capacidad de cada horno = 60 min./h r = 30 unidades /Horno hr. 2 min. /unidad Numero de hornos requeridos= 236 unida des/hr. =7.9 (8) hornos 30unidasdes/horno-hr. Balanceo de lnea de las distribuciones por producto El balanceo de lnea es una distribucin de las actividades secuenciales de trabajo en los centros laborales para lograr el mximo aprovechamiento de la mano de obra y del equipo y de ese modo reducir o eliminar el tiempo ocioso. Las actividades que son compatibles entre s, se combinan en grupos de tiempos aproximadamente igu ales que no violan la precedencia de las relaciones. La duracin del tiempo de tra bajo (o de operacin) que cada componente de un centro de trabajo tiene disponible , es el tiempo de ciclo, CT. TD____ CT = Tiempo disponible/periodo_____________ = Produccin de unidades requeridas/Periodo Produccin En la igualdad anterior, se p uede concluir que CT es tambin el intervalo que transcurre para que los terminado s dejen la lnea de produccin. Si el tiempo requerido en cualquier estacin excede de l disponible para un trabajador, tienen que agregarse trabajadores. El nmero teric o (ideal) de trabajadores que se requiere en la lnea de montaje es el resultado d e multiplicar el tiempo que necesita un trabajador para terminar una unidad por nmero de unidades necesarias, dividido entre el tiempo disponible. Nmero mnimo terico de trabajadores = (Tiempo trabajador/unidad)(Unidades producidas /periodo) = t Tiempo disponible/periodo CT
192 Planeacin EJEMPLO: El diagrama de precedencia indica las actividades de ensamble de un pro ducto desde la estacin A a G y las relaciones de requerimiento de tiempos en minu tos. La lnea trabaja 8 horas por da y se desea una produccin de 800 unidades por da. Determine: a) El tiempo de ciclo, b) El nmero mnimo de trabajadores que se requie ren. D 0.10 A 0.50 B 0.30 C 0.22 E 0.50 F 0.25 G 0.23 CT = Tiempo disponible/periodo Nmero de unidades produc.req./periodo = 8 horas/da) (60min. Hora) = 480 = 0.60 min./unidad 800 unidades/da 800 Mnimo terico = t CT t= 0.50+0.30+0.22+0.10+0.50+0.25+0.23 = 2.10 Mnimo terico = t = 2.10 = 3.50 trabajadores (Terico no real) CT 0.60 El procedimient o para analizar los problemas de balanceo de lnea implica: a) determinar el nmero de estaciones y el tiempo disponible en cada estacin, b) agrupar las tareas indiv iduales en cantidades de trabajo por estacin, y c) evaluar la eficiencia del agru pamiento. Un balanceo eficiente reducir al mnimo posible la cantidad de tiempo oci oso. La eficiencia del Balance (EFB) puede ser calculada de dos maneras: EFB = Nm ero de veces que se realiza una actividad = Cantidad de insumos proporcionados p ara realizarla EFB = Nmero terico de trabajadores Nmero real de trabajadores t CT
Planeacin 193 a) Agrpense las tareas en la lnea de ensamble en el nmero adecuado de estaciones de trabajo y b) Calcule la eficiencia del Balanceo. El CT de 0.60 minutos signific a que 0.60 minutos estn disponibles en cada puesto de trabajo. La unidad requiere 0.50 de los 0.60 minutos disponibles en la primera estacin de trabajo, para la s iguiente (B) es demasiado grande para combinarse con A. La otra C y D se pueden combinar, sin embargo para ellas el total es 0.52 minutos, de igual modo D y E y F y G. D 0.10 A 0.50 B 0.30 C 0.22 E 0.50 F 0.28 G 0.23 Estacin No.1 Estacin No. 2 Estacin No. 3 Estacin No.4 EFB=t= 2.10 = Ciclo/Estacin 2.10 = 87,5% donde: n= Nmero de estaciones y CT= CTn (0.60)(4) 2.4 EFB=Nmero terico de trabajadores =3,5 = 87,5%. Nmero Total de Trabajadores 4 Suponga que las actividades mostradas en la figura anterior se agrupan solo en t res (3) estaciones para fines de ensamble a) Cul es el ciclo neto?, b) Cul es el agr upamiento en actividades que da lugar a la mayor produccin? c) Qu produccin se obten dr en 8 horas por da? CTm= t =2.10 =0.70 min./estacin n 3 b) La mayor produccin resul tar del CT ms pequeo a)
194 Planeacin INTENTO ESTACIN No.1 ESTACIN No.2 1 2 3 0.50 0.50 0.50+0.30 =0.80 0.30+0.22=0.52 0.22+0.50=0.72 ESTACON No.3 0.10+0.50+0.25+0.23 0.10+0.25+0.23=0.58 CT 1.08 0.80 0.30+0.22+0.10=0.62 0.50+0.25+0.30= 1.05 1.05 El agrupamiento que la mayor produccin es la del CT menor o sea 0.80 es decir, la s estaciones quedaran as: No.1: A y B; No.2: C y E; No. 3: D, FyG c) Produccin = 8 h/da x60min./h = 480 = 600 Unidades/da 0.80 min. /unidad 0.80 5.7.4 Entradas y Sa lidas del PRC La capacidad es una medida de la posibilidad productiva de una ins talacin por unidad de tiempo. En trminos de horizonte de tiempo relevante, las dec isiones administrativas acerca de la capacidad estn relacionadas con lo siguiente : 1. Largo Plazo: planeacin de recursos de capital, equipo y humanos. 2. Mediano Plazo: planeacin de requerimientos de mano de obra y equipo para cumplir las nece sidades del PRM. 3. Corto Plazo: control de flujo (entrada y salida) y secuencia cin de operaciones La planeacin de requerimiento de capacidad (PRC) se aplica prim ariamente a actividades de mediano plazo. Como se muestra Figura 5-9, el sistema PRC recibe rdenes planeadas y programadas del sistema de planeacin de requerimien to de materiales, e intenta desarrollar cargas para los centros de trabajo de la empresa que estn balanceadas con las capacidades de los centros de trabajo . Com o el
Planeacin 195 PRM, el PRC es un proceso interactivo que incluye planeacin, revisin de la capacid ad (o revisin del plan maestro), y replantacin hasta que es desarrollado un buen p erfil de cargas de trabajo razonables. ENTRADAS Planeacin y programacin de rdenes del sistema PRM Capacidad de carga de los centros de trabajo Datos de ruteo Cambios que modifiquen capacidad, dadas, rutas altern ativas, o alteren rdenes planeadas SALIDAS Reportes de cargas de rdenes planeadas y programadas en los centros de trabajo cl ave. Verificacin de reportes del sistema PRM Datos de modificacin de capacidades R eprogramacin de datos a PMP
196 PLAN GLOBAL Planeacin PLANEACIN DE RECURSOS PLANEACIN DE CAPACIDAD BRUTA PMP Registro de rutas internas Ordenes planeadas y REVISAR Registro estado de los centros trabajo del de MODIFICACIN DE CAPACIDAD PRM PRC (rdenes convertidas en cargas) Reporte de proyeccin de cargas (cargas infinita s para centro de trabajo) SI Es Factible la modificacin de capacidad? N O rdenes planeadas y ordenes programadas SI Es Adecuada la capacidad? NO SI Registro de cargas de trabajo (cargas finitas para centro de trabajo) rdenes ( trabajos) internas rdenes (pedidos) proveedores Control de Entradas/salidas Figura 5-9 Diagrama de flujo del proceso PRC
Planeacin 197 5.7.5 Actividades de PRC: Cargas infinitas y finitas Antes de definir los concep tos de cargas infinitas e infinitas es conveniente conocer el concepto de centro de trabajo de produccin. Un centro de trabajo es el rea de una empresa en la cual los recursos productivos se organizan y el trabajo se lleva a cabo. Un centro d e trabajo puede ser una sola mquina, un grupo de mquinas o un rea donde se realiza un determinado tipo de trabajo. Los centros de trabajo pueden organizarse de acu erdo con la funcin en una configuracin de taller de trabajo; o por producto (TG). La carga infinita se presenta cuando la tarea ha sido asignada a un centro de tr abajo basada simplemente en lo que se necesita con el tiempo. No se considera el hecho de si existe la capacidad suficiente de los recursos requeridos para comp letar el trabajo, como tampoco si la secuencia real del mismo se realiza con cad a recurso en el centro de trabajo considerado. Con frecuencia se hace una simple revisin de los recursos clave para ver si estn sobrecargados en sentido global. C uando se utiliza un sistema de carga infinita, el plazo se calcula tomando un mlt iplo del tiempo de operacin previsto (preparacin y tiempo de funcionamiento) mas u na demora en la cola prevista causada por el movimiento del material y la espera del orden en que se va a trabajar. El enfoque de carga finita programa realment e en detalle cada recurso utilizando el tiempo de preparacin y de funcionamiento requerido para en una configuracin de flujo, lnea de ensamble o clula de tecnologa d e grupo
198 Planeacin cada pedido. En esencia, el sistema determina con exactitud que har cada recurso en cada momento durante el da de trabajo. En el caso que una operacin se demore de bido a escasez de las partes, el pedido entrar a una cola y esperar hasta que la p arte est disponible de una operacin anterior. 5.7.6 Un ejemplo de aplicacin del PRC y otros ejercicios de aplicacin para cargas infini tas y finitas 1. Un centro de trabajo opera 6 das por semana con base en dos turnos por da (8 ho ras por turno) y tiene cuatro mquinas con la misma capacidad: Si las mquinas son u tilizadas 75% del tiempo con una eficiencia de 90% Cul es la tasa de produccin en h oras estndar por semana? Tasa de capacidad = (Nmero de Mquinas)(Horas Mq.) (% de Utiliz.)(Eficien. del sistema) = (4) (8x6x2) (0 .75)(0.90) = 259 horas estndar por semana 2. Una empresa manufacturera utiliza el sistema PRM y planea ajustar su capacidad cuando la desviacin acumulada exceda la mitad del promedio p ronosticado por semana. Han calculado los requerimientos de capacidad por semana para sus pruebas de laboratorio sobre las 8 semanas siguientes, como se muestra en la tabla siguiente: SEMANA 1 2 3 4 HORAS 400 380 210 53 SEMANA 5 6 7 8 HORAS 420 410 500 350
Planeacin 199 a) Formlese el plan de requerimiento de capacidad mostrando la necesidad promedio con una lnea punteada. b) Supngase que los requerimientos reales para las primera s cinco semanas fueron 390, 460, 280, 510 y 550, y calclese la desviacin acumulada de horas (real - planeada). c) Necesitan ajustes estos tipos de requerimientos? 3. Un fabricante de muebles de oficina tiene un centro de trabajo con tres prens as metlicas. Las cuales operan cada una con 7,5 horas por turno en tres turnos po r da, 6 das por semana. Las prensas son asignadas a la fabricacin de muebles 80% de l tiempo, con el resto reservado para trabajos especiales. Si la eficiencia de l a mquina es de 95% cul es la tasa de produccin de muebles en horas estndar por semana ?
200 Planeacin
Programacin y Control de las Actividades de Produccin 201 Captulo 6 Programacin y Control de las Actividades de Produccin
202 Programacin y Control de las Actividades de Produccin 6.1 Prioridad y Control de la Capacidad El Control de las Actividades de Producc in (CAP) son tcnicas administrativas de prioridad y capacidad usadas para programa r y controlar las operaciones de produccin. El control de la prioridad asegura qu e las actividades de produccin sigan un plan de prioridad (Ejemplo, el plan de re querimientos de materiales) controlando Las rdenes a los proveedores y la producc in interna. El control de la capacidad ayuda monitoreando los centros de trabajo para asegurarse de que estn proporcionando la cantidad de mano de obra y tiempo d e equipo que es necesario (y fue planeado) para realizar el trabajo programado. PLANEACIN DE PRIORIDAD SI OK? SI CONTROL DE PRIORIDAD (Materiales y trabajo) Programacin de rdenes Despacho Control de avance Figura 6-1 Revisar programacin maestra PLANEACIN DE CAPACIDAD (PRC) SI OK? SI NO Revisar Programacin Maestra CONTROL DE CAPACIDAD (Tiempo) Control de tiempo de entrega Balanceo Control entr adas y salidas La Figura 6-1 identifica las principales funciones de CAP. El sistema de control de prioridad est centrado en el estado y secuencia de las tare as en los centros de trabajo; las actividades incluyen liberacin de rdenes, despac ho(o programacin del
Programacin y Control de las Actividades de Produccin 203 trabajo), y control del avance. Como las rdenes, las fechas y las cantidades camb ian, el sistema de control de prioridad debe reflejar constantemente las priorid ades vlidas, ya sean mayores o menores que las planeadas previamente. El sistema de control de capacidad esta centrado en las cargas (en horas estndar) en las ins talaciones productivas. Las actividades de control de capacidad incluyen control de tiempo y de entrega, balanceo de cargas de trabajo, y control de las entrada s y salidas. Controlando la carga en los centros de trabajo, los tiempos de entr ega de produccin pueden ser controlados y las capacidades pueden ser mejor utiliz adas. Trminos del CAP 1. Control ( relacionado con el tipo de sistema) Flujo. Control de operaciones c ontinuas estableciendo tasas de produccin de la tasa. Orden. Control de operacion es intermitentes monitoreando el progreso de cada orden mediante operaciones suc esivas en el ciclo de produccin. 2. Control .( relacionados con los trabajos y el tiempo) Prioridad. Control sobre el avance de los trabajos y actividades especi ficando el orden en el cual los materiales o tareas se asignan a los centros de trabajo. Capacidad. Control sobre la mano de obra y el tiempo de mquinas usado pa ra trabajos y actividades planeando y comunes para todos los artculos, trabajo de alimentacin dentro el sistema a una tasa especfica, y monitoreo
204 Programacin y Control de las Actividades de Produccin monitoreando los requerimientos de tiempo de los centros de trabajo clave. 3. Ra zn critica. Tcnica de programacin dinmica. Los ndices de prioridad se calculan jerarq uizando los trabajos de acuerdo con su urgencia de tiempo de trabajo para que lo s pedidos puedan ser despachados a tiempo. 4. Despacho. Seleccin y programacin de trabajos para que sean enviados a los centros de trabajo y realmente autorizar o asignar para que aquel sea hecho. La lista de despacho es el principal medio de control de prioridad. 5. Expedicin. Encontrar la discrepancia entre el trabajo p laneado y el realizado, y corregirla intentando acelerar el proceso en menos del tiempo normal de entrega. 6. Control de entradas. Control sobre el trabajo envi ado a las instalaciones, ya sea para produccin interna o a un proveedor externo. 7. Tiempo de entrega. Perodo entre la decisin de programar una orden y la terminac in de las primeras unidades. Incluye tiempo de espera, movimiento, arranque, cola s y corridas. 8. Lnea de balance. Tcnica grfica que usa tiempos de entrega y secuen cia de ensamble para comparar los componentes planeados con los realmente termin ados. 9. Cargas. Asignacin de las horas de trabajo a los centros de acuerdo con l a capacidad disponible. 10. Control de salidas. Despacho, expedicin y cualquier o bra tcnica de seguimiento necesaria para obtener trabajo programado de un centro de trabajo o proveedor.
Programacin y Control de las Actividades de Produccin 205 11. Reglas de decisin de prioridad. Reglas usadas para un despachador para determ inar la secuencia en la que deben realizarse los trabajos. 12. Ruteo. Determinar cuales mquinas o centros de trabajo sern usados para producir un artculo. El ruteo se especifica en una hoja de ruta, que identifica las operaciones que se realiz arn, su secuencia y los posibles materiales, tolerancias, herramientas y consider aciones de tiempo. 13. Programacin. Establecer las fechas de inicio de operacione s de los trabajos, para que sean terminados en su fecha debida. Programacin hacia adelante. Comienza con una fecha de inicio conocida y procede de la primera ope racin a la ltima para determinar la fecha de terminacin. Programacin hacia atrs. Comi enza con una fecha de entrega y trabajando hacia atrs se determina la fecha reque rida de inicio. 14. Tiempo de arranque. Tiempo requerido para ajustar una mquina y proporcionar las herramientas adecuadas para hacer un producto. 15. Orden inte rna (orden de produccin). Documento que concede la autoridad para producir una ca ntidad especfica de un artculo dado. Puede tambin mostrar los materiales y mquinas q ue se usarn, la secuencia de operaciones y las fechas de entrega que han sido asi gnadas por el programador. 16. Centro de trabajo. rea donde se realiza una tarea especfica. 6.2 Objetivos del CAP y Datos Requeridos El sistema CAP debe proporcionar inform acin segura sobre:
206 Programacin y Control de las Actividades de Produccin 1. El estado actual de los trabajos (ejemplo, qu rdenes estn en proceso y dnde). 2. Trabajos pendientes. 3. La adecuacin de materiales y capacidad. 4. Utilizacin de e quipo y mano de obra. 5. Progreso, eficiencia y los trabajos. El uso de un siste ma CAP requiere informacin realista, comprensible y oportuna. La tabla mostrada s eguidamente resume algunos de los requerimientos de datos para un sistema CAP. A dems, son usados registros de ruteo para especificar que se esta haciendo (centro s de trabajo, y cuanto tiempo va a tardar hacerlo (tiempo estndar). Los sistemas de computacin en lnea dan a los planeadores la flexibilidad adicional de replantea r fcil y rpido y hacer modificaciones de ltimo minuto en la programacin, lo cual los capacita para trabajar con rdenes reales (si estn disponibles), ms que con datos p ronosticados.
Programacin y Control de las Actividades de Produccin Tabla 6-1: Planeacin y control de datos para CAP 207 DATOS DE PRIORIDAD de planeacin Nmero de artculos y descripcin Tamao de lote y tiempo de entrega de prod uccin Cantidad disponible, asignada a un proceso Nmero de rdenes internas Informacin de control Prioridad y fecha de entrega Cantidad ordenada y balance Cantidad te rminada, desechada y gastada. Informacin DATOS DE CAPACIDAD Nmero y capacidad de centros de trabajo(CT) Centros de trabajo alternativos Efici encia y tiempos de espera Nmero de operaciones Tiempo corrida Fecha por entregar y tiempo de entrega disponible de arranque y 6.3 Estrategias y Lineamientos de Programacin Aunque la programacin realmente comi enza con la planeacin agregada y la programacin maestra de produccin, las actividad es de control de prioridad de programacin de rdenes y asignacin de trabajo que se r ealizar (despachos) son tambin conocidas generalmente como programacin. El tipo y n ivel de detalle en programacin depende grandemente del tipo de sistema de producc in, como se resumen en la tabla mostrada adelante. Los Sistemas continuos produce n una clase limitada de productos a tasas fijas en lneas de ensamble que generalm ente sigue patrones fijos de produccin. Los problemas de liberacin de rdenes, despa cho y
208 Programacin y Control de las Actividades de Produccin monitoreo del trabajo son menos complejos que en los sistemas intermitentes. Los sistemas intermitentes, y por pedido producen lotes o una gran variedad de prod uctos en las mismas instalaciones. Cada orden puede ser circulada en su combinac in nica de centros de trabajo. Los patrones variables de flujo de trabajo y tiempo s de proceso generan colas e inventarios de artculos en proceso, lo cual requiere mayores controles de las actividades de produccin. Las estrategias de programacin difieren ampliamente entre las empresas y van desde programacin muy detallada ha sta ninguna programacin. La programacin detallada de trabajo en equipos en tiempos muy a futuro es generalmente imprctica. Una programacin acumulada de las cargas d e trabajo totales es til para planeacin a largo plazo de las necesidades aproximad as de capacidad. Para sistemas continuos, las tasas de produccin pueden ser estab lecidas al implantarse la programacin maestra. En algunos casos los productos fin ales especficos necesitan slo un disco de ensamble, de materiales unas pocas horas antes de que se realice la produccin. Algunos sistemas flexibles de produccin pue den responder casi instantneamente a los requerimientos individuales. En el caso de los intermitentes, la programacin puede ser planeada con base en la mano de ob ra y el equipo estimado (horas estndar) por semana en los centros de trabajo clav e. Si es deseable una programacin detallada, la capacidad debe ser distribuida a trabajos especficos al final de la semana, o pocos das antes de que el trabajo
Programacin y Control de las Actividades de Produccin 209 sea realizado. Si embargo, la programacin detallada no siempre es necesaria. Adems de los mtodos acumulados y de combinacin detallada acumulada, una tercera estrate gia implica el uso de reglas de decisin de prioridad. Las reglas de decisin de pri oridad son lineamientos heursticos, tales como el primero que entra es el primero en atenderse; lo cual da alternativas para planeacin ms detallada de la capacidad . Sin embargo, las reglas de prioridad son tambin usadas en conjunto con mtodos de programacin detallada y acumulada. Tabla 6-2: Caractersticas de los Sistemas de Programacin VOLUMEN ALTO Tipo de sistema de produccin Continuo (Operaciones de flujo) Equipo especializado. Igual secuencia de operaciones, a menos que este guiada por micro procesador es y/o por robots. Balanceo de lnea. Tiempo y costo de cambio VOLUMEN INTERMEDIO Intermitente (operaciones de flujo por lotes) Trabajo interno ( por l otes o trabajos nicos) Equipo de propsito general. Secuencia nica para cada trabajo . Balance hombremquina. Utilizacin de la capacidad VOLUMEN BAJO Proyecto (Trabajos nicos) Caractersticas clave Mezcla de equipos. Secuencia similar para cada lote Balanceo de lnea y hombre Mqui na. Tiempo y costo de Cambios Problemas de material y Equipos. Costos de arranqu e y Tamao de corrida. Acumulacin de inventario (tiempo de rotacin) Mezcla de equipo. Secuencia y localizacin nica para cada trabajo. Intereses en el diseo Asignacin de recursos para tiempo y costo Intereses de operacin Escasez de Material. Averas del Equipo. Problemas de Calidad. Mezcla volumen de p roductos Secuencia de Trabajo. Carga de centros de trabajo Cumplir tiempo programado. Cumplir costos presupuestados. Utilizacin de recursos
210 Programacin y Control de las Actividades de Produccin La Tabla 6-3 mostrada adelante, lista algunos lineamientos generales para progra macin de trabajos y cargas en instalaciones. Realizar todos los trabajos disponib les (nmero 4) en el orden en que van llegando es una causa comn del incremento de los tiempos de entrega de produccin y del exceso de trabajo en proceso. Los bueno s sistemas de programacin realizarn el trabajo a una tasa razonable que eliminar la acumulacin innecesaria y reducir el tiempo de entrega a los clientes. En los sist emas de servicios, la programacin y trabajos es ms difcil debido a que la recepcin s on rdenes (clientes) y los tiempos de servicio generalmente son ms variables que e n los bienes producidos. Tabla 6-3: Lineamientos de programacin y carga 1. Proporcionar una programacin realista 2. Considerar tiempos adecuados para las operaciones 3. Considerar tiempos adecuados antes, entre y despus de las operaci ones 4. No programar todos los trabajos internamente 5. No programar toda la cap acidad disponible 6. Cargar slo centros de trabajos seleccionados 7. Hacer cambio s ordenadamente cuando sea necesario 8. Responsabilizarse por la programacin 6.4 Programacin hacia adelante vs Programacin hacia atrs. La programacin hacia adela nte consiste en programar todos los trabajos disponibles para que comiencen tan pronto como los requerimientos sean conocidos. Esta realizacin inmediata puede re sultar en una terminacin temprana del trabajo a costa de ms trabajos en proceso y mayores costos de llevar ms inventario del
Programacin y Control de las Actividades de Produccin 211 necesario. La programacin hacia atrs utiliza la misma lgica e eliminar tiempo de es pera de PRM. Los componentes son entregados " cuando se necesitan" ms que " tan p ronto como sea posible". ROGRAMACIN Comenzar por la HACIA programacin de materia prima y ADELANTE Obtener M ateria Prima Opera c. N 1 Operacin 2 Ensamble final Fecha requerid de entrega Perodos 1 2 3 4 5 6 7 8 9 10 11 12 Obtener Materia Prima Opera c. N 1 Operacin 2 Fecha de hoy Tiempo de operacin Tiempo en espera Ensambl e final PROGRAMACI Comenzar por la programcin de fecha HACIA ATRS de entreg a requerida y Comenzar por la PROGRAMACIN HACIA ADELANTE Y HACIA ATRS Ejemplo 6.1: Un trabajo programado al final del perodo 12 requiere dos lapsos de
espera para la adquisicin del material, un perodo de produccin para la operacin 1; d os para la operacin 2, y uno para el armado final. Se considera un perodo de trnsit o entre cada operacin. Ilstrese la programacin completa bajo enfoques de programacin a) hacia delante y b) hacia atrs. 6.5 Cartas y Grficas de Programacin Las grficas d e Gannt y las de barras muestran la programacin del trabajo y las cargas en las i nstalaciones sobre un horizonte de tiempo. Las cartas de programacin (o avance) m uestran las actividades de trabajo secuenciales necesarias para terminar un trab ajo. Las cartas de carga muestran las horas de trabajo asignadas a un grupo de t rabajadores o mquinas.
212 Programacin y Control de las Actividades de Produccin 6.6 Reglas de Decisin de Prioridad Son varias las herramientas y tcnicas de progra macin que pueden utilizarse en las empresas en el sector de servicio y de manufac tura. Por supuesto que la utilidad de una herramienta o una tcnica varan de una em presa a otra, dependiendo del proceso de operacin y de las estrategias competitiv as que se planteen. 6.6.1 Reglas de prioridad: n trabajos, un centro de trabajo Las reglas de decisin de prioridad para n trabajos en un solo centro de trabajo son lineamientos simpli ficados (heursticos) para determinar la secuencia en la cual estn hechos los traba jos. Las reglas simplemente asignan trabajos con base en un slo criterio, tal com o primero que entra primero que sale (PEPS); fecha primera de Vencimiento (FPV); mnima holgura (o tiempo programado, menos tiempo de proceso) (MH); mayor tiempo de proceso (MATP), menor tiempo de Proceso (METP) y rdenes de clientes preferente s (OCP): la mayora de las reglas son estticas, pues no incorporan actualizacin. Eje mplo 6-2: En la tabla mostrada a continuacin se relacionan los tiempos disponible s (nmero de das hasta la programacin) y trabajo existente (nmero de das) para cinco t rabajos a los cuales fueron asignados letras conforme fueron llegando: hgase una secuencia de trabajos usando reglas de prioridad a) PEPS, b) FPP, c) MH, d) METP e) MATP.
Programacin y Control de las Actividades de Produccin 213 TRABAJO A B C D E Nmero de das hasta la entrega 10 5 9 11 8 Nmero disponible de das de trabajo 9 6 7 4 8 1 2 3 4 5 PEPS A B C D E FPV B(5) E(8) C(9) A(10) D(11) MH B(-1) E(0) A(1) C(2) D(7) MEPT D(4) B(6) C(7) E(8) A(9) MAPT A(9) E(8) C(7) B(6) D(4) Para cada una de estas reglas debemos calcular ciertos parmetros que nos ayudarn a definir de acuerdo a las polticas de la empresa a seleccionar la regla de priori dad ms ventajosa o equitativa entre nuestro cliente y nuestros intereses empresar iales. Veamos como es esto: REGLA DE PRIORIDAD PEPS- Primero en Entrar, Primero en Salir SECUENCIA TIEMPO PROCESO FECHA VENCIMIENTO TIEMPO FLUJO RETRASO A B C D E 9 6 7 4 8 10 5 9 11 8 9 15 22 26 34 0 10 13 15 26 Tiempo total del flujo = 9+15+22+26+34 = 106 das Tiempo medio de flujo = 106/5 = 21,2 das Retraso promedio por tarea = (0+10+13+15+26)/5 =12,8 das
214 Programacin y Control de las Actividades de Produccin REGLA DE PRIORIDAD FPV: Fecha Primera de Vencimiento TIEMPO PROCESO FECHA VENCIMIENTO TIEMPO FLUJO SECUENCIA RETRASO B E C A D 6 8 7 9 4 5 8 9 10 11 6 14 21 30 34 1 6 12 20 23 Tiempo total del flujo = 6+14+21+30+34 = 105 das Tiempo medio de flujo = 105/5= 2 1 das Retraso promedio por tarea = (1+6+12+20+23) /5 =12, 4 das REGLA DE PRIORIDAD MH: Mnima Holgura SECUENCIA TIEMPO PROCESO FECHA VENCIMIENTO TIEMPO FLUJO RETRASO B(-1) E(0) A(1) C(2) D(7) 6 8 9 7 4 5 8 10 9 11 6 14 23 30 34 1 6 13 21 23 Tiempo total del flujo = 6+14+23+30+34 =107 das Tiempo medio de flujo = 107/5= 21 ,4 das Retraso promedio por tarea = (1+6+13+21+23) /5 =12,8das REGLA DE PRIORIDAD MATP: Mayor Tiempo de Proceso SECUENCIA TIEMPO PROCESO FECHA VENCIMIENTO TIEMPO FLUJO RETRASO A E C B D 9 8 7 6 4 10 8 9 5 11 9 17 24 30 34 0 9 15 25 23
Programacin y Control de las Actividades de Produccin 215 Tiempo total del Flujo = 9+17+24+30+34 = 114 das Tiempo medio de Flujo = 114/5= 2 2,8 das Retraso Promedio por Tarea = (0+9+15+25+23)/5 =14,4 das REGLA DE PRIORIDAD METP: Menor Tiempo de Proceso SECUENCIA TIEMPO PROCESO FECHA VENCIMIENTO TIEMPO FLUJO RETRASO D B C E A 4 6 7 8 9 11 5 9 8 10 4 10 17 25 34 0 5 8 17 24 Tiempo total de flujo = 4+10+17+25+34 = 90 das Tiempo medio de flujo = 90/5= 18 da s Retraso promedio por tarea = (0+5+8+17+24)/5 =10,8 das
RESUMEN REGLAS DE PRIORIDAD REGLA PEPS FPV MH MATP METP TIEMPO TOTAL DE FLUJO 10 6 das 105 das 107 das 114 das 90 das TIEMPO PROMEDIO DE FLUJO 21, 2 das 21 das 21,4 d 22,8 das 18 das RETRASO PROMEDIO 12,8 das 12,4 das 12,8 das 14,4 das 10,8 das Notamos que en este caso la regla de prioridad Menor Tiempo de Proceso METP gener a el menor tiempo de flujo total y promedio as como la menor espera promedio de l os trabajos, por tanto ser la regla recomendada. Esto no quiere decir que siempre resulta ser la mejor.
216 Programacin y Control de las Actividades de Produccin 6.6.2 Regla de Johnson, n Trabajos, dos centros de trabajo La regla de Johnson e s una heurstica simple que proporciona un tiempo de procesado mnimo para secuencia r n trabajos mediante dos mquinas o centros de trabajo donde la misma secuencia d e proceso debe ser seguida por todos los trabajos. Los trabajos con menores tiem pos de proceso son colocados al principio si el tiempo de procesado es en la pri mera mquina, y al final si es en la segunda mquina. Este procedimiento maximiza el tiempo de operacin de ambos centros de trabajo. Ejemplo 6-4: Industrias Metlicas "ABC" tiene rdenes de cinco trabajos especficos (A, B, C, D y E) que deben ser pro cesados secuencialmente a travs de dos centros de trabajo (horneado y decorado). La cantidad de tiempo (en horas) requerido para los trabajo es mostrada en la ta bla inferior. Determnese la secuencia de programacin que minimiza el tiempo total para los cinco trabajos y presntese en la forma de una grfica de Gannt. Centros de trabajo 1 Torneado 2 Pintura Tiempo que requiere el trabajo (h) A B C D E 8 7 11 10 9 6 12 5 7 13 La regla de Johnson dice cmo identificar el tiempo de procesado ms corto. Si esto es en el primer centro de trabajo, colquese tan al final como sea posible. Elimnes e ese trabajo para consideraciones posteriores y aplquese la regla de decisin a lo s trabajos restantes. Rmpase cualquier empate entre trabajos secuenciando el trab ajo en el primer centro tempranamente y en el segundo centro al ltimo. Los
Programacin y Control de las Actividades de Produccin 217 trabajos que tienen el mismo tiempo en ambos centros de trabajo pueden ser asign ados al final de la secuencia. a) El menor tiempo es para C en el centro 2 (2 ho ras). Colquese la C al final. C b) El siguiente menor es A en el centro 2. Colquese A tan tarde como sea posible. A C c) El siguiente es un empate entre B y D. Secunciese el trabajo en el primer cent ro (trabajo B) tan pronto como sea posible. B A C d) El siguiente es D en el centro 2. Colquese tan tarde como sea posible. B D A C e) Colquese el trabajo B en el cuadro restante. B E D A C Los tiempos secuenciales son los siguientes: Centro 1 Centro 2 B 4 9 E 8 10 D 7 4 A 5 3 C 8 2
218 Programacin y Control de las Actividades de Produccin Figura 6.2 Grfica Regla de Johnson nx2 4 13 23 27 30 32 CT-2 CT-1 B 4 B E 12 E D 19 D A 24 A C C 32 6.6.3 Regla de Johnson: n Trabajos, tres centros de trabajo El siguiente ejemplo muestra cmo se procede en este caso, para programar los cinco trabajos segn la re gla de Johnson a travs de res centros secuenciales de trabajo. Centros de trabajo 1 Horneado 2 Pulido y acabado 3 Pintura Tiempo que requiere e l trabajo (h) A B C D E 4 5 5 6 7 1 3 1 4 1 6 8 8 7 6 El Primer paso consiste en combinar los tiempos de procesamiento a dos centros o seudo centros de trabajo 1 y 2. El primer seudo centro tendr un tiempo que corre sponde a la suma de los tiempos para cada trabajo en los centros 1+2; el seudo c entro dos tendr los tiempos de trabajos para los centros 2+3, veamos como queda: SEUDO CENTRO 1 SEUDO CENTRO 2 A 5 7 B 8 11 C 6 9 D 10 11 E 8 7 Al combinar los tiempos de procesamiento., el problema se convirti a dos centros de trabajo, y podemos proceder como en el caso visto anteriormente.
Programacin y Control de las Actividades de Produccin 219 Obtenemos al aplicar el procedimiento de la Regla de Johnson; sta ltima tabla de s ecuenciacin con sus tiempos respectivos. CENTROS DE TRABAJO 1 Horneado 2 Pulido y acabado 3 Pintura A 4 1 6 C 5 1 8 B 5 3 8 D 6 4 7 E 7 1 6 CT-3 CT-2 CT-1 A 4 5 A A C C B B 9 10 11 14 B D D 17 19 20 21 D E E C E 27 28 34 40 Tiempos de espera de los trabajos Figura 6-.3 Grfica Regla de Johnson nx3 6.6.4 Regla prioridad Dinmica: la razn crtica (RC). La Razn Crtica (RC) es una regla dinmica que proporciona un ndice de prioridad que expresa la tasa tiempo disponibl e/trabajo restante. Puede ser constantemente actualizado (generalmente diario) c on una computadora para prever control muy cercano: Si la RC es menor que 1,0, e l trabajo debe ser programado primero; si la RC =1,0 el trabajo est a tiempo; y s i la RC es mayor que 1,0, el trabajo tiene cierta holgura. RC = Tiempo Disponibl e = TD Trabajo Restante TR
220 Programacin y Control de las Actividades de Produccin Donde TD= fecha programada - fecha actual = DD- DN TR= tiempo de entrega (trabaj o) restante Ejemplo 6-4: Hoy es 12 en el calendario de control de produccin, y se tienen cuatro trabajos, en lista, como se muestra. Determnese la razn critica par a cada trabajo, y asgnese prioridades. Trabajo A B C D Fecha programada 18 16 14 20 Da de trabajo restante 7 1 1 11 Trabajo A B C D Trabajo Disponible (DD-DN) 18 12 = 6 16 12 = 4 14 - 12 = 2 20 - 12 = 8 Tiempo Restante TR 7 1 1 11 RC= DD-DN TR 0,86 4,00 2,00 0,73 Prioridad Secuencia 2 4 3 1 Con las razones criticas, los trabajos pueden ser asignados en el orden D, A, C y B. Los trabajos B y C tienen holgura. Los trabajos A y D tienen razones crticas menores que 1, lo que significa que las rdenes no podrn ser enviadas a tiempo a m enos que sean aceleradas.
Programacin y Control de las Actividades de Produccin 221 6.6.5 Herramienta de propsito general aplicada a la Programacin El Mtodo de Asignacin Si se cumplen las siguientes condiciones, la programacin lineal puede aplicarse p ara determinar la carga de los centros de trabajo y estudiar el orden de los tra bajos. Cada combinacin Centro de trabajo-trabajo tiene un costo o tiempo asociado , los cuales son conocidos en cada caso, constantes e independientes de secuenci a de la secuencia de trabajo. Todos los trabajos tiene igual prioridad La meta e s encontrar la serie de combinaciones ptimas centro de trabajotrabajo; es decir la serie que minimice la suma de combinaciones centro de trabajotrabajo (o maximice las utilidades). Con un ejemplo se mostrar la aplicacin mtodo de asignacin Ejemplo 6-5: Un programador tiene cuatro pedidos o trabajos que pueden realizarse en cua lquiera de cuatro mquinas, se tienen los respectivos tiempos en minutos, segn la t abla 6-1. Se requiere determinar la asignacin de los pedidos a las mquinas de tal manera que el tiempo total para los trabajos sea mnimo.
222 Programacin y Control de las Actividades de Produccin TRABAJO T-1 T-2 T-3 T-4 M-1 10 20 20 16 MQUINAS M-2 M-3 12 16 24 22 16 26 14 8 M-4 14 14 12 6 La aplicacin del mtodo de asignacin sugiere los siguientes pasos: 1. Restar el meno r nmero de todos los dems en cada fila y con los resultados formar una matriz. 2. Utilizando la nueva matriz, restar el menor nmero de los otros en cada columna. F orma otra nueva matriz. 3. Verificar si existe un cero en cada fila y columna; d ibujar el mnimo nmero de lneas necesarias para cubrir todos los ceros en la matriz. 4. Si el numero requerido de lneas es menor que el de las filas modifique la mat riz, sumando en la lnea de interseccin el numero mas pequeo sin cubrir (sin haber s ido cruzado con la lnea) y restndolo de cada nmero no cubierto, incluyendo al propi o nmero. Dejar sin cambio los nmeros restantes ya cubiertos. 5. Verifique de nuevo la matriz a travs de lneas que cubran los ceros, y continuar la modificacin (paso 3) hasta obtener la asignacin ptima. Veamos como se dan los cinco pasos descritos, para el ejemplo de aplicacin:
Programacin y Control de las Actividades de Produccin 223 1. Resta de fila TRABAJO T-1 T-2 T-3 T-4 MQUINAS M-1 0 6 8 10 M-2 2 10 4 8 M-3 6 8 14 2 M-4 4 0 0 0 2. Resta de Columnas TRABAJO T-1 T-2 T-3 T-4 M-1 0 6 8 10 MQUINAS M-2 M-3 0 4 8 6 2 12 6 0 M-4 4 0 0 0 3. Cubrir los ceros TRABAJO T-1 T-2 T-3 T-4 M-1 0 6 8 10 MQUINAS M-2 M-3 0 4 8 6 2 12 6 0 M-4 4 0 0 0
Programacin y Control de las Actividades de Produccin 224 4. Modificacin de Matriz TRABAJO T-1 T-2 T-3 T-4 M-1 0 4 6 10 MAQUINAS M-2 M-3 0 4 6 4 0 10 6 0 M-4 6 0 0 2 5. Cubrir de nuevo los ceros TRABAJO T-1 T-2 T-3 T-4 M-1 0 4 6 10 MAQUINAS M-2 M-3 0 4 6 4 10 0 6 0 M-4 6 0 0 2 Asignaciones ptimas: Trabajo T-1 a Maquina M-1 con 10 minutos Trabajo T-2 a Maqui na M-4 con 14 minutos Trabajo T-3 a Maquina M-2 con 16 minutos Trabajo T-4 a Maq uina M-3 con 8 minutos Con esta asignacin el tiempo total para ejecutar los cinco trabajos se minimiza a 48 minutos. Cuando el nmero de puestos de trabajo ya sean filas o columnas no sean iguales a los pedidos o trabajos se debe aadir una fila o columna (segn el caso) de todas maneras la matriz ha de ser cuadrada. Cuando t ratamos un caso de maximizacin, debemos primero convertir los valores de la matri z a costos (segn lo que se maximice) relativos restando a todos los valores el nme ro mayor de la matriz. Hecho lo anterior, procedemos segn los pasos del caso de m inimizacin. Para hacer la asignacin final debemos remitirlos a la matriz original de costos, pero atendiendo los lugares asignados previamente.
Bibliografa 225 6.7. Aplicacin para la programacin y control de las actividades de produccin 1. Big Boys Inc., es un gran contratista en Soledad tiene seis trabajos pendientes par a procesar. Los tiempos de proceso y sus fechas requeridas se encuentran a conti nuacin .Supngase que los trabajos llegan en el orden en que se muestra. Establecer la secuencia de procesamiento de acuerdo a Primero que entra Primero que Sale(P EPS); Menor Tiempo de Proceso (MTP); Tiempo de Proceso Mas Largo (TPML), Fecha d e Terminacin Mas Temprana (FTMT).A los trabajos se les asign una letra en el orden en que llegaron. Cual es preferible? Por qu? Trabajo A B C D E F Tiempo de procesa miento del trabajo en das 8 14 16 4 10 4 Fecha de entrega requerida(das) 24 16 32 20 27 36 2. Los siguientes trabajos estn esperando para ser procesados en el centro de mqui nas de Industrias Buenavista. Hoy es el da 255. Fecha de recepcin del trabajo 220 225 230 245 255 Das de produccin necesarios 35 25 45 55 25 Fecha de entrega requer ida 265 295 305 325 345 Trabajo 1 2 3 4 5
226 Programacin y Control de las Actividades de Produccin Usando la regla de programacin de la Razn Crtica, En que secuencia sern procesados lo s trabajos? 3. Los siguientes trabajos estn esperando a ser procesados en el mism o centro de mquinas. Los trabajos estn registrados segn su llegada: TRABAJO A B C D E FECHA REQUERDA 315 314 327 316 316 DURACIN (DIAS) 10 18 42 7 5 En que secuencia seran colocados los trabajos de acuerdo con Las siguientes reglas de decisin: a) Primero en Entrar Primero en SalirPEPS, b) Fecha Primera de Proce so -FPP, c) Mayor Tiempo de ProcesoMTP, d)Menor Tiempo de Proceso - MTP. Todas L as fechas estn especificadas como das de calendario de manufactura. Suponga que to dos los trabajos llegan el da 277 Qu decisin es mejor y por qu? Suponga que hoy es el da 302 del calendario de planeacin y no se ha empezado ninguno de los trabajos. En qu secuencia programara usted los trabajos? 3. Las rdenes mostradas en la tabla fu eron recibidas en una fabrica donde la programacin se hace por reglas de decisin d e prioridad Trabajo No. 550 551 552 553 554 Calendario fechas de ordenes Recibid a Entregada 315 366 317 372 318 352 324 371 331 344 Das de produccin requeridos 18 28 8 23 13
Bibliografa 227 En que secuencia deben ordenarse los trabajos de acuerdo con lasa siguientes reg las de decisin: a) Fecha Primera de Entrega; b) Tiempo Menor de Proceso; c) Holgu ra Mnima; d) Primero en Llagar primero en Salir 5. Una empresa de investigacin de mercados tiene siete rdenes que deben ser procesadas secuencialmente a travs de do s actividades 1) Compilacin de datos y 2) Anlisis. Los tiempos estimados (en horas ) son los mostrados en la tabla: A 7 6 B 9 11 C 4 9 D 2 4 E 10 4 F 5 11 G 18 7 1. Compilacin de datos 2. Anlisis a) Utilice la regla de Johonson para desarrollar una programacin que permita que todos los trabajos se terminen en el menor tiempo posible. b) cual es el tiempo t otal requerido para procesar los siete trabajos? 6. Una industria Local utiliza un proceso de tres etapas para producir toallas para playa. Los cinco pedidos si guientes deben programarse mediante la regla de Johnson Tiempo de procesamiento en minutos PEDIDOS Centro trabajo 1 Centro trabajo 2 Centro trabajo 3 A 7 4 9 B 8 6 11 C 8 4 11 D 9 7 10 E 10 4 9 Elabore el Diagrama de Gantt, determine el tie mpo mnimo para los cinco pedidos, marque y especifique los tiempos de espera por centro de
228 Programacin y Control de las Actividades de Produccin trabajo y diga si hay inventario de productos en proceso, para cual pedido y en que momento. 7. Una fbrica tiene ocho rdenes internas que deben ser procesadas sec uencial mente a travs de tres centros de trabajos. Cada trabajo debe ser terminad o en la misma secuencia en la que fue comenzado. Los tiempos en horas requeridos en los diferentes centros de trabajo son los que se muestran en tabla dada. a) Utilice la regla de Johnson para desarrollar la secuencia de trabajo que minimic e el tiempo de terminacin de todas las rdenes. TRABAJO N A B C D E F G TIEMPO CT.1 3 7 4 8 2 8 5 TIEMPO CT.2 5 3 6 1 3 4 2 TIEMPO CT.3 7 6 8 6 8 8 6 b) Determine l os tiempos ociosos de cada mquina; c) Cual es el tiempo menor de procesamiento? 8. Utilizar la regla de Jonson para encontrar la secuencia optima para el proceso de los trabajos que se muestran a continuacin a travs de tres centros de trabajo, los tiempos de cada centro para ejecutar cada orden estn en minutos. Trabajo Centro de Trabajo 1 Centro de trabajo 2 Centro de trabajo 3 Orden-1 6 2 8 Orden-2 7 5 10 Orden-3 7 3 10 Orden-4 8 6 9 Orden-5 9 3 8 Ilustrar los tiempos de procesos y tiempos ociosos en los tres centros de trabajo del problema resue lto.
Bibliografa 229 9. Una industria Metal-Mecnica Local tiene cuatro trabajos que ejecutar en un per iodo de 8 semanas (40 horas semanales). Tambin tiene 4 diseadores, cada uno de los cuales ha registrado el tiempo para hacer cada trabajo. El programador ha recog ido las estimaciones mostradas en la tabla. a) Utilice el mtodo de asignacin para determinar cmo deben ser asignados los trabajos para reducir el tiempo al mnimo, b ) Suponiendo que los clculos son correctos, pueden ser terminados los trabajos en un perodo de 8 semanas sin planear tiempo extra?,c) Suponiendo un diseador por tra bajo y sin tiempo extra Pueden ser terminados los trabajos sin tiempo extra en 5 semanas? d) En 3 semanas? Diseadores A B C D Horas para completar el trabajo T-1 T -2 T-3 T-4 100 140 280 70 130 160 200 60 80 130 300 90 150 110 250 50 10. El proveedor de una pequea planta localizada en Montelibano tiene seis trabaj os que se pueden procesar en cualquiera de seis mquinas, con sus tiempos respecti vos (en horas) mostrados a continuacin. Determine la asignacin de los trabajos a l as mquinas con el objetivo de minimizar el tiempo. TRABAJO A-52 A-53 A-56 A-59 A60 A-61 MAQUINA N3 N4 34 42 16 32 58 28 28 46 25 15 57 30 N1 60 22 29 42 30 50 N2 22 52 16 32 18 48 N5 30 18 22 15 45 44 N6 60 48 55 30 42 60
230 Programacin y Control de las Actividades de Produccin
Bibliografa 231 Bibliografa AON HIGN, D. y MAJN ANTOLN, M. (2008). Aportacin de la Inversin en I + D a las Mejoras en la Productividad. Internacionalizacin y Resultados Empresariales, 373, 15-22, Espaa. BERECHET, C., HUERTA, E. y SAN MIGUEL, F. (2006).Innovacin y Productividad en la Economa de Navarra. Posicionamiento frente a las regiones europeas ms avanz adas. Centro para la Competitividad de Navarra, Espaa. CUADRADO, J.R y MAROTO, A. (2006). La productividad y los servicios. La necesaria revisin de la imagen tradi cional, Informacin Comercial Espaola, 830, 67-91, Espaa. CHASE, AQUILANO, JACOB, (20 00) Administracin de Produccin y Operaciones, Santa Fe de Bogot, Editorial Mc Graw Hi ll Interamericana, 2.000. ESTRADA, A y PONS, A. (2006). La productividad de la e conoma espaola: una perspectiva internacional. Productividad y Competitividad de l a Economa Espaola, ICE N 829, Espaa. FERNANDEZ SALIDO, J. (2003).Efectos del tamao de las explotaciones sobre productividad del trabajo agrario en varias regiones de l sur de la unin Europea. Revista de estudios regionales del sur de la Unin Europe a, Europa. GAITHER, 1.999. GUERRERO, A y RIVERA, C. (2009): Mxico: Cambio en la p roductividad total de los principales puertos de contenedores. Revista CEPAL 99, Mxico. Norman-GREG, Frazier, (1999) Administracin de produccin y operaciones, Mxico, Internacional Thompson Editores,
232 Programacin y Control de las Actividades de Produccin LOTERO CONTRERAS, J. y RESTREPO OCHOA, S. (2004). Desarrollo regional y productiv idad de la industria Colombiana. Revista de estudios regionales N 70, 173-201, Col ombia. PALAZUELOS, E. y FERNNDEZ, R. (2009): Demanda y Productividad en las Economa s Europeas. Importancia de los servicios, 373, 123-140. Departamento de Economa A plicada. Universidad Complutense, Madrid. PAREDES, E y URBINA, N. (2005). Gestin de informacin para medir la productividad cientfica de la facultad de ciencias de la universidad central de Venezuela, Venezuela. RENDER, Barry, HEIZER, JAY,(1996 ) Principios de Administracin de Operaciones, Mxico, Editorial Prentice Hispanoamrica , S.A. RODRIGUEZ PRADA, G. (2004). Productividad y utilizacin del trabajo: Europa versus Estados Unidos. Boletn Econmico de ICE N 2828, Madrid. SCHROEDER, Roger;(19 92) Administracin de Operaciones- Toma de decisiones en la funcin de operaciones, Mxi co, Editorial Mc Graw Hill. TAUFIK, Louis-CHAUVEL, Alain,(1984) Administracin de l a Produccin, Mxico. Nueva Editorial Interamericana. S.A., 1.984. VILASECA, J y TORR ENT, J. (2005). TIC, conocimiento y crecimiento econmico. Un anlisis emprico agrega do e internacional sobre las fuentes de la productividad. Estudios de Economa y E mpresa e Instituto Interdisciplinario de Internet (IN3), Universitat Oberta de C atalunya.
Вам также может понравиться
- Libro de Admon de Operaciones Enviado Eumed 21 Marzo 2011-With-cover-page-V2Документ245 страницLibro de Admon de Operaciones Enviado Eumed 21 Marzo 2011-With-cover-page-V2Rafael Hernan Rojas GualdronОценок пока нет
- Procesos de gestión de departamentos del área de alojamiento. HOTA0208От EverandProcesos de gestión de departamentos del área de alojamiento. HOTA0208Оценок пока нет
- Gestion de La Produccion y Operaciones - VillalobosДокумент59 страницGestion de La Produccion y Operaciones - VillalobosedgarhectormoraleshuayhuaОценок пока нет
- Gestión de La Producción y OperacionesДокумент244 страницыGestión de La Producción y Operacionescova560973% (11)
- Planificación y gestión de la demanda. COML0210От EverandPlanificación y gestión de la demanda. COML0210Рейтинг: 5 из 5 звезд5/5 (1)
- Admón de La Producción y OperacionesДокумент245 страницAdmón de La Producción y OperacionesIshel LunaОценок пока нет
- Libro de Admon de Operaciones Enviado Eumed 21 Marzo 2011Документ244 страницыLibro de Admon de Operaciones Enviado Eumed 21 Marzo 2011Giancarlo David Tomás HuapayaОценок пока нет
- Material ProduccionДокумент139 страницMaterial Produccionjoya2Оценок пока нет
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaОт EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaРейтинг: 4 из 5 звезд4/5 (3)
- Chocolate Con Leche de Burra, Univ Lima 2016Документ107 страницChocolate Con Leche de Burra, Univ Lima 2016Emmanuel A. Sessarego DávilaОценок пока нет
- UF1125 - Técnicas de programación en fabricación mecánicaОт EverandUF1125 - Técnicas de programación en fabricación mecánicaОценок пока нет
- Optimizacion de La ProduccionДокумент68 страницOptimizacion de La ProduccionPriscilla AguilarОценок пока нет
- Planificación de operaciones de manufactura y serviciosОт EverandPlanificación de operaciones de manufactura y serviciosРейтинг: 3 из 5 звезд3/5 (3)
- Proyecto TomatodoДокумент131 страницаProyecto Tomatodoemanuel100% (2)
- El cuadro de mando integral: Mejore su reflexión estratégicaОт EverandEl cuadro de mando integral: Mejore su reflexión estratégicaРейтинг: 4.5 из 5 звезд4.5/5 (11)
- Chocolate Con Leche de Burra WilkaДокумент107 страницChocolate Con Leche de Burra WilkaLuis HerreraОценок пока нет
- Mejora de La Productividad en La Empresa Fabricadora de Estructuras Metalicas para MototaxiДокумент200 страницMejora de La Productividad en La Empresa Fabricadora de Estructuras Metalicas para MototaxiJosé L. FailocОценок пока нет
- Aplicaciones informáticas de hojas de cálculo. ADGG0208От EverandAplicaciones informáticas de hojas de cálculo. ADGG0208Оценок пока нет
- Risk MNGT CaseДокумент160 страницRisk MNGT Casekire_7Оценок пока нет
- Dirección de la actividad empresarial de pequeños negocios o microempresas. ADGD0210 (((2023)))От EverandDirección de la actividad empresarial de pequeños negocios o microempresas. ADGD0210 (((2023)))Оценок пока нет
- Optimización de CapacidadДокумент124 страницыOptimización de CapacidadCRISTIAN FERNANDO RIOS TAPIEROОценок пока нет
- Análisis y control de la desviación presupuestaria del producto gráfico. ARGN0109От EverandAnálisis y control de la desviación presupuestaria del producto gráfico. ARGN0109Оценок пока нет
- Material Didactico de Planes de Negocio 2019 PDFДокумент111 страницMaterial Didactico de Planes de Negocio 2019 PDFjackelin santos100% (1)
- UF1126 - Control de la producción en fabricación mecánicaОт EverandUF1126 - Control de la producción en fabricación mecánicaОценок пока нет
- Proyecto Unidad IVДокумент25 страницProyecto Unidad IVMichelle CázarezОценок пока нет
- Resumen de Leading Manufacturing Excellence de Patricia E. MoodyОт EverandResumen de Leading Manufacturing Excellence de Patricia E. MoodyОценок пока нет
- TEMA5 Revista EspecializadaДокумент17 страницTEMA5 Revista EspecializadaJoel EscalanteОценок пока нет
- Aplicaciones informáticas de hojas de cálculo. ADGN0210От EverandAplicaciones informáticas de hojas de cálculo. ADGN0210Оценок пока нет
- Grupo 1 Nectar de Sabila Con Chia Informe Final 1Документ99 страницGrupo 1 Nectar de Sabila Con Chia Informe Final 1vanessaОценок пока нет
- 2020 Matp-Are 17-1 04 TДокумент169 страниц2020 Matp-Are 17-1 04 TMichael Quispe CcunoОценок пока нет
- Instrumentos de Presupuestación Empresarial: ObjetivoДокумент12 страницInstrumentos de Presupuestación Empresarial: ObjetivoDIEGO ALBERTO GAYTAN GUTIERREZОценок пока нет
- Course 102 - PM V8.2-Sin Web Access Version 1Документ256 страницCourse 102 - PM V8.2-Sin Web Access Version 1gentpo100% (1)
- Auditoria Administracion FinanzasДокумент128 страницAuditoria Administracion FinanzasangieОценок пока нет
- ABA-spa-2017-Plan de Negocios Charcutería BlueДокумент108 страницABA-spa-2017-Plan de Negocios Charcutería BlueJuan DavidMurillasОценок пока нет
- Value Stream MappingДокумент82 страницыValue Stream MappingLupita OchoaОценок пока нет
- Metodos CuantitativosДокумент136 страницMetodos CuantitativosEstherОценок пока нет
- Instrumento de Evaluacion Conocimiento Ciclo de Vida Del ProductoДокумент4 страницыInstrumento de Evaluacion Conocimiento Ciclo de Vida Del ProductoAngie Paola Morales GomezОценок пока нет
- Apunte Controldegest M3Документ27 страницApunte Controldegest M3Osvaldo Alberto Esparza AntimanОценок пока нет
- Grupo 1 - Nectar de Sabila Con Chia - Informe FinalДокумент113 страницGrupo 1 - Nectar de Sabila Con Chia - Informe FinalAnonymous j0GN3jebZ50% (4)
- Diagnóstico Preliminar Incolproy Ltda.Документ203 страницыDiagnóstico Preliminar Incolproy Ltda.Luz Angela QuinteroОценок пока нет
- Analisis Gestion Riesgo InmobiliarioДокумент28 страницAnalisis Gestion Riesgo InmobiliarioAvaluos PereiraОценок пока нет
- Electiva Profesional Ii - Control OrganizacionalДокумент32 страницыElectiva Profesional Ii - Control OrganizacionalNauris ManotasОценок пока нет
- Metodologia WyckoffДокумент227 страницMetodologia WyckoffZiggs []0% (1)
- Planta Bentonita Estudio de FactibilidadДокумент177 страницPlanta Bentonita Estudio de Factibilidadkemaa sg fernandezОценок пока нет
- Proyecto 1.0Документ117 страницProyecto 1.0Cristina HidalgoОценок пока нет
- Sistemas de SupervisionДокумент88 страницSistemas de SupervisionJuan Carlos Adan Sanchez GonzalesОценок пока нет
- TesisДокумент94 страницыTesisRodrigo Ortiz FallasОценок пока нет
- 1S-2022 - A - Icofi - APUNTE CURSO ICOFI.Документ278 страниц1S-2022 - A - Icofi - APUNTE CURSO ICOFI.Constanza MoralesОценок пока нет
- Recursos Archivos 87526 87526 901 Manual-De-Procedimientos-Aca-2022Документ119 страницRecursos Archivos 87526 87526 901 Manual-De-Procedimientos-Aca-2022juanОценок пока нет
- Orientación Al Mercado y Estrategia Empresarial en La Industria de Productos y Bebidas Autor Lorenza López MorenoДокумент586 страницOrientación Al Mercado y Estrategia Empresarial en La Industria de Productos y Bebidas Autor Lorenza López MorenoFelipe Caceres DiazОценок пока нет
- Contabilidad IndustrialДокумент138 страницContabilidad IndustrialcathygianellaОценок пока нет
- Indicadores de Gestión - CineplanetДокумент11 страницIndicadores de Gestión - CineplanetLuis Sialer0% (1)
- Comercializadora Internacional de Galletas LightДокумент105 страницComercializadora Internacional de Galletas LightmariaelenfranckОценок пока нет
- Cadena de SuministroДокумент6 страницCadena de SuministroJuan Antonio Hernández CéspedesОценок пока нет
- Seguridad en BodegasДокумент36 страницSeguridad en BodegasJuan Antonio Hernández CéspedesОценок пока нет
- Automatizacion de ProcesosДокумент45 страницAutomatizacion de Procesosapi-3851191100% (5)
- Ingeniería de Métodos y Medición Del TrabajoДокумент7 страницIngeniería de Métodos y Medición Del TrabajoJuan José G.Оценок пока нет
- Introduccion Al Estudio Del TrabajoДокумент540 страницIntroduccion Al Estudio Del Trabajogeod198483% (12)
- Gestion Del Mantenimiento Industrial PDFДокумент45 страницGestion Del Mantenimiento Industrial PDFa_rimo171582100% (2)
- Almacenamiento GeneralidadesДокумент41 страницаAlmacenamiento GeneralidadesgeorgevandykeОценок пока нет
- MantenimientoДокумент26 страницMantenimientoSaraОценок пока нет
- 10 Ejercicios - ProductividadДокумент8 страниц10 Ejercicios - ProductividadCristian Alexander100% (3)
- Medio AmbienteДокумент24 страницыMedio AmbienteJuan Antonio Hernández CéspedesОценок пока нет
- Guia 3 Ordenamiento Ambiental (Desarrollo Sostenible)Документ4 страницыGuia 3 Ordenamiento Ambiental (Desarrollo Sostenible)Juan Antonio Hernández CéspedesОценок пока нет
- Automatizacion de ProcesosДокумент45 страницAutomatizacion de Procesosapi-3851191100% (5)
- Manual de Procedimientos AdministrativosДокумент76 страницManual de Procedimientos AdministrativosAdam Nary50% (2)
- Guia 1 Ordenamiento Ambiental (Ecologia)Документ4 страницыGuia 1 Ordenamiento Ambiental (Ecologia)Juan Antonio Hernández CéspedesОценок пока нет
- Resumen de Fibras Ventajas y DesventajasДокумент11 страницResumen de Fibras Ventajas y DesventajasLaura Páez100% (3)
- Productividad Estudio TrabajoДокумент42 страницыProductividad Estudio TrabajoJose VelozoОценок пока нет
- Enfoque Por ProcesosДокумент68 страницEnfoque Por ProcesosJuan Antonio Hernández CéspedesОценок пока нет
- La Ing. Industrial y Sus DimensionesДокумент4 страницыLa Ing. Industrial y Sus DimensionesArquimedes Eduardo100% (1)
- Ensayo Introduccion Al A IngenieriaДокумент2 страницыEnsayo Introduccion Al A IngenieriaJuan Antonio Hernández CéspedesОценок пока нет
- Herramientas de PDN Emp de Clase MundialДокумент33 страницыHerramientas de PDN Emp de Clase MundialJuan Antonio Hernández CéspedesОценок пока нет
- Diseño Sistema de ProduccionДокумент9 страницDiseño Sistema de ProduccionJuan Antonio Hernández CéspedesОценок пока нет
- Manual de Procedimientos AdministrativosДокумент76 страницManual de Procedimientos AdministrativosAdam Nary50% (2)
- Proceso Productivo de Camara FriaДокумент18 страницProceso Productivo de Camara FriaJuan Antonio Hernández CéspedesОценок пока нет
- Metodos y PlantaДокумент14 страницMetodos y PlantaJuan Antonio Hernández CéspedesОценок пока нет
- Aplicación Del Balance Score Card para El Control Operativo AcmaДокумент11 страницAplicación Del Balance Score Card para El Control Operativo AcmaJuan Antonio Hernández CéspedesОценок пока нет
- AutomatizacionДокумент19 страницAutomatizacionAlan Burruel Romualdo100% (1)
- Conceptos y Aplicaciones de ProduccionДокумент69 страницConceptos y Aplicaciones de ProduccionJuan Antonio Hernández CéspedesОценок пока нет
- Conceptos y Aplicaciones de ProduccionДокумент69 страницConceptos y Aplicaciones de ProduccionJuan Antonio Hernández CéspedesОценок пока нет
- El Secreto de La Gestion Del Tiempo David Valois PDFДокумент205 страницEl Secreto de La Gestion Del Tiempo David Valois PDFFran Stone Rocanrol100% (9)
- Resolución 0127 de 2001Документ3 страницыResolución 0127 de 2001Karent MurilloОценок пока нет
- Problemas Resueltos de TrabajoДокумент4 страницыProblemas Resueltos de TrabajoCarlos Rivera MelendezОценок пока нет
- Plan de Capacitacion Sobre Brigadas Entre HospitalesДокумент76 страницPlan de Capacitacion Sobre Brigadas Entre HospitalesFreddy Mosqueira GuillenОценок пока нет
- Sistemas de Inferencia Basados en Lógica BorrosaДокумент14 страницSistemas de Inferencia Basados en Lógica Borrosafabro08Оценок пока нет
- Tomave PDMДокумент9 страницTomave PDMSergio Aramayo67% (3)
- Diseño Pavimentos Vias UrbanasДокумент44 страницыDiseño Pavimentos Vias UrbanaswilderОценок пока нет
- Grafoanalisis y Pericia Caligráfica PDFДокумент74 страницыGrafoanalisis y Pericia Caligráfica PDFmarcelocentralcleanОценок пока нет
- Reglamento Interno Padres 2024Документ43 страницыReglamento Interno Padres 2024Kelvin PalaciosОценок пока нет
- Instalacion MandrivaДокумент44 страницыInstalacion MandrivaKike CarrilloОценок пока нет
- Informetim 01Документ3 страницыInformetim 01JAKELINEОценок пока нет
- Desarrollo Plan MantenimientoДокумент28 страницDesarrollo Plan MantenimientoErickson Brayner MarBerОценок пока нет
- CENTRO JOHAN KEPLER Taller PreparatorioДокумент4 страницыCENTRO JOHAN KEPLER Taller PreparatorioztyvenОценок пока нет
- Control de Un Motor de CD Mediante El Uso de Control InteligenteДокумент136 страницControl de Un Motor de CD Mediante El Uso de Control InteligenteMarco CastilloОценок пока нет
- Jacquier, Maria de La Paz y Pereira G (..) (2010) - El Rol Del Cuerpo en El Aprendizaje Del Lenguaje Musical. Reflexiones Acerca Del Aport (..)Документ7 страницJacquier, Maria de La Paz y Pereira G (..) (2010) - El Rol Del Cuerpo en El Aprendizaje Del Lenguaje Musical. Reflexiones Acerca Del Aport (..)PensieroОценок пока нет
- Un Generador de Vapor VaporizaДокумент4 страницыUn Generador de Vapor VaporizaDaniel'Cisneros67% (3)
- Guia 11° de Dibujo Tecnico Segundo PeriodoДокумент9 страницGuia 11° de Dibujo Tecnico Segundo PeriodoMaría De Los Ángeles Flórez CuelloОценок пока нет
- La Experiencia de La Pérdida-Sección 02-Equipo 1-1Документ29 страницLa Experiencia de La Pérdida-Sección 02-Equipo 1-1AndreaОценок пока нет
- Rúbrica Regiones de ChileДокумент2 страницыRúbrica Regiones de ChileJOCELINE PAOLA RIVEROS MENDEZОценок пока нет
- Fabricación de Cadenas de Oro y PlataДокумент11 страницFabricación de Cadenas de Oro y Platarestrepo732100% (1)
- Módulo 7 - Redes Bayesianas PDFДокумент34 страницыMódulo 7 - Redes Bayesianas PDFlookingfor1deaОценок пока нет
- E 2 TALLER Unidad 2Документ6 страницE 2 TALLER Unidad 2Daily CamachoОценок пока нет
- TRABAJO INTEGRADOR Segundo AñoДокумент11 страницTRABAJO INTEGRADOR Segundo AñoTamara AilénОценок пока нет
- Pendulo SimpleДокумент9 страницPendulo SimpleAngie AparicioОценок пока нет
- Problemas Resueltos Sobre El Ciclo Otto y El Ciclo DieselДокумент7 страницProblemas Resueltos Sobre El Ciclo Otto y El Ciclo Dieselandres179100% (1)
- Actividad Práctica Unidad 4 - MPyS 2Документ4 страницыActividad Práctica Unidad 4 - MPyS 2Facundo VasquezОценок пока нет
- Introducción Al Diseño de Instalaciones de Manufactura y Manejo de MaterialesДокумент9 страницIntroducción Al Diseño de Instalaciones de Manufactura y Manejo de MaterialesJuan Carlos De la Rosa Solís100% (1)
- Informe de TKДокумент59 страницInforme de TKKlaus Tovar Villanueva100% (1)
- XHTML1Документ27 страницXHTML1Juan ArteagaОценок пока нет
- Modelado de Mi Cuerpo Con PlastilinaДокумент5 страницModelado de Mi Cuerpo Con Plastilinaleo ruizОценок пока нет
- Tornillos TuercasДокумент22 страницыTornillos Tuercasfranlossan0% (1)