Вам также может понравиться
- Guidelines For Developers: OlumeДокумент157 страницGuidelines For Developers: OlumeconcretemadОценок пока нет
- Newater Supply SingaporeДокумент41 страницаNewater Supply SingaporeBui Quynh NgaОценок пока нет
- PUBOurWaterOurFuture PDFДокумент52 страницыPUBOurWaterOurFuture PDFjossОценок пока нет
- Project of Kajang SustainabilityДокумент36 страницProject of Kajang Sustainabilityalialshock100% (1)
- Task 3Документ6 страницTask 3NAZRULHAKIMIОценок пока нет
- Enhancing the Climate Resilience of Africa's Infrastructure: The Power and Water SectorsОт EverandEnhancing the Climate Resilience of Africa's Infrastructure: The Power and Water SectorsОценок пока нет
- Local Agenda 21Документ6 страницLocal Agenda 21NurfazlinErnyMohdNordinОценок пока нет
- Kajang Sustainable Urban PlanningДокумент38 страницKajang Sustainable Urban PlanningAli87emadОценок пока нет
- Civil and Structural Engineering DesignДокумент4 страницыCivil and Structural Engineering DesignNajibu Auwalu NamadinaОценок пока нет
- Urbanization beyond Municipal Boundaries: Nurturing Metropolitan Economies and Connecting Peri-Urban Areas in IndiaОт EverandUrbanization beyond Municipal Boundaries: Nurturing Metropolitan Economies and Connecting Peri-Urban Areas in IndiaОценок пока нет
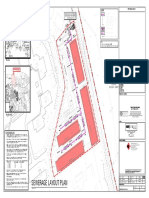
- Iwk KM LayoutДокумент1 страницаIwk KM LayoutArman ManОценок пока нет
- Country Presentation: NepalДокумент22 страницыCountry Presentation: NepalADBI Events100% (2)
- Article Review Bus Rapid TPT633Документ9 страницArticle Review Bus Rapid TPT633Nana MansorОценок пока нет
- SWMM 4 ManualsДокумент720 страницSWMM 4 ManualsFatmah El WardagyОценок пока нет
- NRW Impact To The Service, Environment and FinancialДокумент16 страницNRW Impact To The Service, Environment and FinancialAkmalYahyaОценок пока нет
- Task 7 Urban Renewal (A133762)Документ8 страницTask 7 Urban Renewal (A133762)NAZRULHAKIMIОценок пока нет
- Urban Sector and Water Supply and Sanitation in BangladeshДокумент154 страницыUrban Sector and Water Supply and Sanitation in BangladeshIndependent Evaluation at Asian Development BankОценок пока нет
- Lecture 11 - Water Resources & Water Pollution - 2021Документ62 страницыLecture 11 - Water Resources & Water Pollution - 2021Iseei RoxОценок пока нет
- Water in IndiaДокумент5 страницWater in IndiaIndia-Reports100% (2)
- Automatic Cleaning of Road: Literature ReviewДокумент2 страницыAutomatic Cleaning of Road: Literature ReviewBhanu Pratap YadavОценок пока нет
- Nijhuis Water ConservationДокумент2 страницыNijhuis Water ConservationDaniel PérezОценок пока нет
- Chapter 1B Mat FoundationsДокумент17 страницChapter 1B Mat Foundationsmohamed hassan adenОценок пока нет
- 1-Strength Design For Reinforced Concrete Hydraulic StructuresДокумент64 страницы1-Strength Design For Reinforced Concrete Hydraulic StructuresMoises Guilherme Abreu BarbosaОценок пока нет
- Punitha Silvarajoo. Malaysia - Low Carbon Development - Towards Achieving Green GrowthДокумент45 страницPunitha Silvarajoo. Malaysia - Low Carbon Development - Towards Achieving Green Growthlncguevara100% (1)
- Pharmaceuticals Value PropositionДокумент17 страницPharmaceuticals Value Propositiondoc_abdullahОценок пока нет
- Introduction To Malaysia NRW - Water Supply Dept.Документ32 страницыIntroduction To Malaysia NRW - Water Supply Dept.mssdigitalОценок пока нет
- TASK 9 Kajang Local PlanДокумент30 страницTASK 9 Kajang Local PlanKhairussaadah MisnanОценок пока нет
- WASSER Project Final PresentationДокумент38 страницWASSER Project Final PresentationJowsi Abdul JabbarОценок пока нет
- Conceptual Problems: Sustainable Design (Also CalledДокумент12 страницConceptual Problems: Sustainable Design (Also CalledJaiDomeyegОценок пока нет
- Frost & Sullivan Report On WTPДокумент2 страницыFrost & Sullivan Report On WTPSameer PikleОценок пока нет
- Commercial Banks Behavior and Effect On Profitability in UaeДокумент16 страницCommercial Banks Behavior and Effect On Profitability in UaeAbdelghani RemramОценок пока нет
- ThesisДокумент111 страницThesisrajneesh1983Оценок пока нет
- Swacch Bharat AbhiyaanДокумент10 страницSwacch Bharat AbhiyaanParesh ShrivastavaОценок пока нет
- (Hydro) Full ReportДокумент21 страница(Hydro) Full ReportAmirah SaharanОценок пока нет
- Higher Education in Rajasthan A Quite Revolution PDFДокумент90 страницHigher Education in Rajasthan A Quite Revolution PDFBala VishnuОценок пока нет
- Innovation in Water-Singapore - Volume 1Документ40 страницInnovation in Water-Singapore - Volume 1VJ GeoОценок пока нет
- Act 655 Water Services Industry Act 2006Документ138 страницAct 655 Water Services Industry Act 2006Adam Haida & CoОценок пока нет
- Framework Assessment For The Promotion of Solar Energy in VietnamДокумент129 страницFramework Assessment For The Promotion of Solar Energy in VietnamVu Anh TuanОценок пока нет
- Subject: Structural Design III Introduction of Subject: Examination SchemeДокумент63 страницыSubject: Structural Design III Introduction of Subject: Examination SchemeKiran BandeОценок пока нет
- Sewage Cleaning Machine SynopsisДокумент7 страницSewage Cleaning Machine Synopsisvidyadhar GОценок пока нет
- Business Plan Metro BusДокумент51 страницаBusiness Plan Metro BusAbeОценок пока нет
- Papum Pare DistrictДокумент199 страницPapum Pare DistrictsajinbrajОценок пока нет
- Epa SWMM TutorialДокумент16 страницEpa SWMM TutorialHassan Abib BasalОценок пока нет
- Amirul Bin Abd Rashid: Faculty of Mechanical Engineering, University Teknologi MARAДокумент85 страницAmirul Bin Abd Rashid: Faculty of Mechanical Engineering, University Teknologi MARAimran hafizОценок пока нет
- Management and Disposal of Municipal Solid Wastes in Abakaliki Metropolis NigeriaДокумент12 страницManagement and Disposal of Municipal Solid Wastes in Abakaliki Metropolis NigeriaQueen Ann JumuadОценок пока нет
- Urban Stormwater Management Manual For MДокумент9 страницUrban Stormwater Management Manual For MDavid_PuenОценок пока нет
- Research Proposal - DraftДокумент16 страницResearch Proposal - DraftJdulia ClaireОценок пока нет
- Sewerage and Sewage Treatment of Panvel, Maharashtra (Presentation) PDFДокумент38 страницSewerage and Sewage Treatment of Panvel, Maharashtra (Presentation) PDFDhruv MudgalОценок пока нет
- WTPSTP 2017Документ13 страницWTPSTP 2017Shivraj SuryawanshiОценок пока нет
- Idp 1 - S4 - G3 New Full ReportДокумент18 страницIdp 1 - S4 - G3 New Full ReportdhazliОценок пока нет
- Project Report On STPДокумент24 страницыProject Report On STPRinku SinghОценок пока нет
- DesignДокумент28 страницDesignA.W. SekandariОценок пока нет
- Singapore WaterДокумент45 страницSingapore WaterkergabОценок пока нет
- Water Resource Systems Planning and Management Daniel P. Loucks & Eelco Van BeekДокумент69 страницWater Resource Systems Planning and Management Daniel P. Loucks & Eelco Van BeekHarkesh KoliОценок пока нет
- UntitledДокумент358 страницUntitledKatharОценок пока нет
- 14 Water BangladeshДокумент14 страниц14 Water BangladeshA S M Hefzul KabirОценок пока нет
- Integrated Plan For Chad's Water Development and Management (SDEA) - (Avril 2003)Документ256 страницIntegrated Plan For Chad's Water Development and Management (SDEA) - (Avril 2003)Kendra MasseyОценок пока нет
- Offshore LandfillsДокумент27 страницOffshore LandfillsJoel MathewОценок пока нет
- Central Water Commission: Water Resources Day-2008 Theme PaperДокумент23 страницыCentral Water Commission: Water Resources Day-2008 Theme Paperpravin963Оценок пока нет
- ZH - 2005 RCДокумент99 страницZH - 2005 RCLTE002Оценок пока нет
- Cal Methodology - Energy Saving - Electrical - HouseholdДокумент15 страницCal Methodology - Energy Saving - Electrical - HouseholdLTE002Оценок пока нет
- Soil WashingДокумент19 страницSoil WashingLTE002Оценок пока нет
- High PerformanceДокумент3 страницыHigh PerformanceLTE002Оценок пока нет
- Biomass To Ethanol ProcessДокумент132 страницыBiomass To Ethanol ProcessLTE002Оценок пока нет
- Trigger Sprayer Dynamic Systems ModelДокумент5 страницTrigger Sprayer Dynamic Systems ModelLTE002Оценок пока нет
- Simulation of High-Speed FillingДокумент13 страницSimulation of High-Speed FillingLTE002Оценок пока нет
- 49 Structure Porosity of Flocculated ADДокумент8 страниц49 Structure Porosity of Flocculated ADLTE002Оценок пока нет
- Paper - 84 Magnetic FormingДокумент8 страницPaper - 84 Magnetic FormingLTE002Оценок пока нет
- Paper - 5 Noise MinimizationДокумент5 страницPaper - 5 Noise MinimizationLTE002Оценок пока нет
- TR 541 2Документ78 страницTR 541 2Omar Marghani SalmaОценок пока нет
- Layanan Dan Pelayanan Perpustakaan: Menjawab Tantangan Era Teknologi InformasiДокумент6 страницLayanan Dan Pelayanan Perpustakaan: Menjawab Tantangan Era Teknologi InformasiLailatur RahmiОценок пока нет
- C-Zone SDN BHD: Price List Effective 10 AUG 2019Документ2 страницыC-Zone SDN BHD: Price List Effective 10 AUG 2019Cikgu AlОценок пока нет
- Cleaning and Vacuum Test of Refrigerant PipesДокумент8 страницCleaning and Vacuum Test of Refrigerant PipesachusanachuОценок пока нет
- 023 POL902.00 CB1Q3934en 01 ModBusДокумент4 страницы023 POL902.00 CB1Q3934en 01 ModBusEvandroRodriguesОценок пока нет
- PT Tekniko Indonesia Inspection and Test Plan Procedure Field Density Test With Sandcone TestДокумент1 страницаPT Tekniko Indonesia Inspection and Test Plan Procedure Field Density Test With Sandcone TestRangga GautamaОценок пока нет
- Hycox 20171116-A Yangzhou Hycox Industrial Co.,Ltd - BoliviaДокумент3 страницыHycox 20171116-A Yangzhou Hycox Industrial Co.,Ltd - BoliviaCristian Sahonero MuñozОценок пока нет
- Congratulations On The Purchase of Your New Antari Z Series Fog MachineДокумент20 страницCongratulations On The Purchase of Your New Antari Z Series Fog MachineWalter SeidlОценок пока нет
- Lesson Plan - Revit Intro Lesson OverviewДокумент56 страницLesson Plan - Revit Intro Lesson Overviewlingga123Оценок пока нет
- Quadrature Amplitude ModulationДокумент10 страницQuadrature Amplitude ModulationSafirinaFebryantiОценок пока нет
- Seepage CSM8 User ManualДокумент24 страницыSeepage CSM8 User ManualimamgantengsekaliОценок пока нет
- ELEG 270 Electronics: Dr. Ali BostaniДокумент25 страницELEG 270 Electronics: Dr. Ali BostanigigiОценок пока нет
- Assessment of Rotational Capacity Test Procedure FINALДокумент21 страницаAssessment of Rotational Capacity Test Procedure FINALzaheerahmed77Оценок пока нет
- Waste To Energy: A Possibility For Puerto Rico, 5-2007Документ57 страницWaste To Energy: A Possibility For Puerto Rico, 5-2007Detlef LoyОценок пока нет
- AcetophenoneДокумент1 страницаAcetophenoneDinda Melissa ArdiОценок пока нет
- Simple DistillationДокумент2 страницыSimple DistillationHarvey A. JuicoОценок пока нет
- Plsed309005en (Web)Документ174 страницыPlsed309005en (Web)Arifin SaniОценок пока нет
- Ch12 - Peter NolanДокумент22 страницыCh12 - Peter Nolanjohnb2bОценок пока нет
- 02 04 16 BPZ Transclinic 16i 4 Sprachen PRINTДокумент144 страницы02 04 16 BPZ Transclinic 16i 4 Sprachen PRINTjuanОценок пока нет
- PTWДокумент3 страницыPTWAngel Silva VicenteОценок пока нет
- Carbon Nanotube: Properties and ApplicationsДокумент22 страницыCarbon Nanotube: Properties and ApplicationsmanuОценок пока нет
- 5 Axis Generic PostДокумент68 страниц5 Axis Generic Postwidya90% (10)
- Tetrathiafulvalene - The Advent of Organic MetalsДокумент3 страницыTetrathiafulvalene - The Advent of Organic MetalsEduardo SilvaОценок пока нет
- TRM34 Preparation of Calculations Rev5Документ5 страницTRM34 Preparation of Calculations Rev5TuanОценок пока нет
- Design of Well FoundationДокумент31 страницаDesign of Well FoundationAshish Karki97% (32)
- Cibse - AДокумент5 страницCibse - AMayil Vahn40% (5)
- Mycom TecnicaДокумент21 страницаMycom TecnicaTeuku Mukhriza100% (1)
- IT Dashboard Dec2013Документ870 страницIT Dashboard Dec2013Dolly SinghОценок пока нет
- Microsoft PowerPoint - ASEP - NSCP 2015 Chapter6 - WOODДокумент75 страницMicrosoft PowerPoint - ASEP - NSCP 2015 Chapter6 - WOODRay Ramilo67% (9)
- GERMAN Embassy ContractДокумент79 страницGERMAN Embassy ContractVE.03 QELОценок пока нет