Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- OceanofPDF - Com Life Drawing For Artists - Chris LegaspiДокумент237 страницOceanofPDF - Com Life Drawing For Artists - Chris LegaspiBeppe Viola100% (6)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
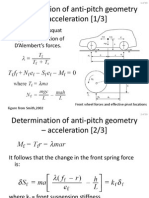
- 16 Suspension 3Документ37 страниц16 Suspension 3Sunilkumar ReddyОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Membranes 2011 Ebook PDFДокумент674 страницыMembranes 2011 Ebook PDFStroiaClaudiuAlexandru100% (1)
- Stamping Design GuidelineДокумент13 страницStamping Design GuidelineVikram Borkhediya100% (1)
- VXmodel - Tutorial 2 - Scan-to-CAD 2 - ENДокумент15 страницVXmodel - Tutorial 2 - Scan-to-CAD 2 - ENshahnawaz875Оценок пока нет
- The Continuous Slope-Area MethodДокумент50 страницThe Continuous Slope-Area MethodAdrian Salcedo PerediaОценок пока нет
- Automobile Body BuildingДокумент4 страницыAutomobile Body BuildingVikram BorkhediyaОценок пока нет
- Guided Linear Motion Components & SystemsДокумент44 страницыGuided Linear Motion Components & SystemsVikram BorkhediyaОценок пока нет
- Owners Manual Activa 5G EnglishДокумент83 страницыOwners Manual Activa 5G EnglishVikram Borkhediya50% (2)
- Uic 505 Rolling StockДокумент122 страницыUic 505 Rolling StockJose Saravia67% (3)
- Desub Mandual TbeltДокумент141 страницаDesub Mandual TbeltVikram BorkhediyaОценок пока нет
- Hero PleasureДокумент4 страницыHero PleasureVikram BorkhediyaОценок пока нет
- 218 ECAB4 D 01Документ114 страниц218 ECAB4 D 01Vikram BorkhediyaОценок пока нет
- Guide To Buying A HouseДокумент57 страницGuide To Buying A HouseVikram BorkhediyaОценок пока нет
- Design Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanyДокумент5 страницDesign Guide For Bent Sheet Metal: Prepared by Gerald Davis D.S.M. Manufacturing CompanyVikram BorkhediyaОценок пока нет
- Patwari 2017 CutoffДокумент66 страницPatwari 2017 CutoffVikram BorkhediyaОценок пока нет
- 2 - Design BasicsДокумент26 страниц2 - Design BasicsVikas TiwariОценок пока нет
- Fundamentals of CastingДокумент18 страницFundamentals of CastingKasinathan JeevaОценок пока нет
- Sheetmetal Design GuidelinesДокумент5 страницSheetmetal Design GuidelinesVikram Borkhediya0% (1)
- Mechanical Engineering SyllabusДокумент3 страницыMechanical Engineering SyllabusVikram BorkhediyaОценок пока нет
- Dr. A. Aziz Bazoune: Mechanical Engineering DepartmentДокумент36 страницDr. A. Aziz Bazoune: Mechanical Engineering DepartmentVikram BorkhediyaОценок пока нет
- Dr. A. Aziz Bazoune: King Fahd University of Petroleum & MineralsДокумент37 страницDr. A. Aziz Bazoune: King Fahd University of Petroleum & MineralsVikram BorkhediyaОценок пока нет
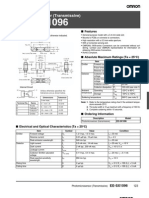
- OMRON Home SensorДокумент4 страницыOMRON Home SensorVikram BorkhediyaОценок пока нет
- Measurement of The Development of Spatial Ability by Mental Cutting TestДокумент6 страницMeasurement of The Development of Spatial Ability by Mental Cutting TestM Lukky FadillahОценок пока нет
- Moving To Alias Studio From Rhino UsersДокумент36 страницMoving To Alias Studio From Rhino UsersTeeravit HanharutaivanОценок пока нет
- Wadam User ManualДокумент73 страницыWadam User ManualHoàng ThắngОценок пока нет
- SW ROAD V2 Operation Manual July 2020 PDFДокумент74 страницыSW ROAD V2 Operation Manual July 2020 PDFSanju RathodОценок пока нет
- Calculus3 2017 ch3 PDFДокумент190 страницCalculus3 2017 ch3 PDFJumiana VergaraОценок пока нет
- Cross Sections and Solids of RevolutionДокумент12 страницCross Sections and Solids of RevolutionfheraineОценок пока нет
- Chapter 4 Earth WorkДокумент39 страницChapter 4 Earth WorkYitbarek BayieseОценок пока нет
- Safeti Status Note For July 2012Документ7 страницSafeti Status Note For July 2012Steve ForsterОценок пока нет
- Physics Practice Answer - Questions - 2-2Документ24 страницыPhysics Practice Answer - Questions - 2-2Sunil KumarОценок пока нет
- Eagle Point Tutorial - Lab 7Документ19 страницEagle Point Tutorial - Lab 7qadiradnan7177Оценок пока нет
- Catalogo Interessante VigasДокумент12 страницCatalogo Interessante VigasLucas Pereira de JesusОценок пока нет
- SOFiPLUS TutorialДокумент241 страницаSOFiPLUS TutorialMarko VrcaОценок пока нет
- Concentricity: GD&T Symbol: Relative To Datum: Yes MMC or LMC Applicable: No Drawing CalloutДокумент7 страницConcentricity: GD&T Symbol: Relative To Datum: Yes MMC or LMC Applicable: No Drawing CalloutrahulОценок пока нет
- Numerical Analysis of Composite Steel-Concrete Columns of Arbitrary Cross SectionДокумент10 страницNumerical Analysis of Composite Steel-Concrete Columns of Arbitrary Cross SectionNasar KhanОценок пока нет
- Plot 3dec GuideДокумент10 страницPlot 3dec GuideazulОценок пока нет
- Lecture 1 - Review of Statics Analysis of Internal ReactionsДокумент37 страницLecture 1 - Review of Statics Analysis of Internal ReactionsHeiro KeystrifeОценок пока нет
- 107-s38 - Nonlinear Analysis of Cross Sections Under Axial Load and Biaxial BendingДокумент10 страниц107-s38 - Nonlinear Analysis of Cross Sections Under Axial Load and Biaxial BendingbllldОценок пока нет
- Stability Analysis of Columns With Variable Cross-Sections 1st Two Pages Placed LastДокумент12 страницStability Analysis of Columns With Variable Cross-Sections 1st Two Pages Placed LastIntishar RahmanОценок пока нет
- Survey Master User Guide v2.5.01578535106618Документ68 страницSurvey Master User Guide v2.5.01578535106618fragmentos10Оценок пока нет
- Can You Cut It Assessment Answer KeyДокумент2 страницыCan You Cut It Assessment Answer Keyapi-267136654Оценок пока нет
- Jiri Survey Camp Report 2013Документ118 страницJiri Survey Camp Report 2013Anish Pathak100% (1)
- A Poly-Inclusion Approach For The Elastic Modelling of Knitted Fabric CompositesДокумент11 страницA Poly-Inclusion Approach For The Elastic Modelling of Knitted Fabric CompositesFederico LamonОценок пока нет
- Q1 (Normal Stress)Документ6 страницQ1 (Normal Stress)Chi De LeonОценок пока нет
- Analysis of Internal ForcesДокумент2 страницыAnalysis of Internal ForcesBilal Akhundzada100% (3)
- Solid Modeling Project: Reverse Engineering of A Product and Documentation of Its Solid ModelДокумент15 страницSolid Modeling Project: Reverse Engineering of A Product and Documentation of Its Solid ModelYussefRikli100% (1)