Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Daraz Profit CalculatorДокумент16 страницDaraz Profit Calculatorasif100% (1)
- Daraz Profit CalculatorДокумент16 страницDaraz Profit Calculatorasif100% (1)
- Daraz Profit CalculatorДокумент16 страницDaraz Profit Calculatorasif100% (1)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Edexcel Igcse ICT Revision GuideДокумент10 страницEdexcel Igcse ICT Revision Guidedarsan979750% (6)
- Center Distance Gauge CalculationДокумент2 страницыCenter Distance Gauge CalculationasifОценок пока нет
- Light Seeking Robot ReportДокумент40 страницLight Seeking Robot ReportvishnuОценок пока нет
- IBM Letter Dated 11 March 2010 To TurboHercules SASДокумент10 страницIBM Letter Dated 11 March 2010 To TurboHercules SASflorian_mueller_de82319100% (2)
- Materials in Metal FormingДокумент42 страницыMaterials in Metal Formingasif100% (1)
- A.W ResumeДокумент1 страницаA.W ResumeasifОценок пока нет
- Cash Book Ddtech 01 01 23 To09 06 23Документ13 страницCash Book Ddtech 01 01 23 To09 06 23asifОценок пока нет
- DG Operation: 1 Shift 2 ShiftДокумент1 страницаDG Operation: 1 Shift 2 ShiftasifОценок пока нет
- Project Scheduling and Monitoring ToolДокумент13 страницProject Scheduling and Monitoring ToolAnderson PangestiajiОценок пока нет
- My CV 2Документ1 страницаMy CV 2asifОценок пока нет
- Sheet Metal Forming ProcessesДокумент15 страницSheet Metal Forming ProcessesasifОценок пока нет
- Heidenhain Data InterfacesДокумент102 страницыHeidenhain Data Interfacesvicjavi100% (1)
- Metals: Modelling and Simulation of Sheet Metal Forming ProcessesДокумент5 страницMetals: Modelling and Simulation of Sheet Metal Forming ProcessesasifОценок пока нет
- Workholding Work Supports English Metric E215eДокумент9 страницWorkholding Work Supports English Metric E215easifОценок пока нет
- 188 - Formability Limits by Wrinkling in Sheet Metal Forming PDFДокумент12 страниц188 - Formability Limits by Wrinkling in Sheet Metal Forming PDFasifОценок пока нет
- Metals 09 01058Документ16 страницMetals 09 01058asifОценок пока нет
- PTCL ApplicationДокумент1 страницаPTCL ApplicationasifОценок пока нет
- Product Family Cat. Grade1 Grade2 Thick. (MM) Width (MM) Weight (KG)Документ8 страницProduct Family Cat. Grade1 Grade2 Thick. (MM) Width (MM) Weight (KG)asifОценок пока нет
- Energy Management - Performing An AuditДокумент36 страницEnergy Management - Performing An AuditasifОценок пока нет
- CNC Project MIME2650 Summer 2020Документ4 страницыCNC Project MIME2650 Summer 2020asifОценок пока нет
- User Manual: Casting Simulation SoftwareДокумент51 страницаUser Manual: Casting Simulation SoftwareasifОценок пока нет
- Sample Quoting SheetДокумент4 страницыSample Quoting SheetasifОценок пока нет
- Low Pressure Casting Machine Model Selection InstructionДокумент13 страницLow Pressure Casting Machine Model Selection InstructionasifОценок пока нет
- Clamping With Compressed Air Vacuum en ExcerptДокумент8 страницClamping With Compressed Air Vacuum en ExcerptThea Marie SantarinОценок пока нет
- Part 6: Surface MillingДокумент23 страницыPart 6: Surface MillingasifОценок пока нет
- Job Costing SampleДокумент53 страницыJob Costing SampleasifОценок пока нет
- Adjustable Base 20"X24": Assembly Instruction SheetДокумент1 страницаAdjustable Base 20"X24": Assembly Instruction SheetasifОценок пока нет
- 125mm Collet Chuck Assy DrawingsДокумент3 страницы125mm Collet Chuck Assy DrawingsasifОценок пока нет
- Plug-Snap Gauge PDFДокумент2 страницыPlug-Snap Gauge PDFasifОценок пока нет
- Colchestor CNC 2000 HOMING PROCДокумент1 страницаColchestor CNC 2000 HOMING PROCasifОценок пока нет
- Chapter 3 - Input and OutputДокумент61 страницаChapter 3 - Input and Outputannie69007Оценок пока нет
- Modul 02 Siskom2 Matched FilterДокумент17 страницModul 02 Siskom2 Matched FilterAmir MiftahudinОценок пока нет
- AM243x LPДокумент29 страницAM243x LPNguuyen Tien QuangОценок пока нет
- 28Nm and Below, New Path and Beyond: Danny Rittman PHDДокумент15 страниц28Nm and Below, New Path and Beyond: Danny Rittman PHDAbhesh Kumar TripathiОценок пока нет
- Wireless LCD Display Via Bluetooth - Full Electronics Project PDFДокумент3 страницыWireless LCD Display Via Bluetooth - Full Electronics Project PDFTECH IDEASОценок пока нет
- EB312Документ12 страницEB312Alejandro MartinezОценок пока нет
- Power Quality ImprovementДокумент15 страницPower Quality ImprovementUday WankarОценок пока нет
- Ring Amplifiers For Switched Capacitor CircuitsДокумент15 страницRing Amplifiers For Switched Capacitor CircuitsJack KangОценок пока нет
- Electric Circuit Theory Tutorial #4 (Time Domain Analysis, Classical Approach: part-II) Bex/Bct/Bel Ii/IДокумент2 страницыElectric Circuit Theory Tutorial #4 (Time Domain Analysis, Classical Approach: part-II) Bex/Bct/Bel Ii/IJcb NitinОценок пока нет
- Intel CPU Install PDFДокумент30 страницIntel CPU Install PDFcernatandОценок пока нет
- YBM 1200 ManualДокумент31 страницаYBM 1200 Manualmartinaleguzzo100% (1)
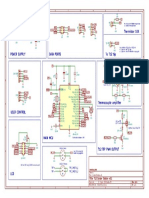
- Thermistor 10K: Tip+ Tip-Tip - Check - 1 Tip - Check - 2Документ1 страницаThermistor 10K: Tip+ Tip-Tip - Check - 1 Tip - Check - 2darioОценок пока нет
- IOT Garbage Monitoring With Weight SensingДокумент2 страницыIOT Garbage Monitoring With Weight SensingSner EbenОценок пока нет
- ISP Technologies DAAT Power Amplifier Technology White Paper PDFДокумент9 страницISP Technologies DAAT Power Amplifier Technology White Paper PDFHumberto D PertuzОценок пока нет
- 6판 3장 1~40Документ33 страницы6판 3장 1~40이민서Оценок пока нет
- Sy7208 PDFДокумент4 страницыSy7208 PDFBuzatu GianiОценок пока нет
- Request For Approval Request For ApprovalДокумент261 страницаRequest For Approval Request For Approvalatomo333Оценок пока нет
- LG+32LX330C Ga LG5CBДокумент55 страницLG+32LX330C Ga LG5CBjampcarlosОценок пока нет
- Warning BIOSДокумент2 страницыWarning BIOSAnton RayaОценок пока нет
- 2 SB 1545Документ4 страницы2 SB 1545nestor1209Оценок пока нет
- An Introduction To SD Card Interface PDFДокумент9 страницAn Introduction To SD Card Interface PDFnhv_lh100% (1)
- SSB Generation and TransmittersДокумент14 страницSSB Generation and TransmittersLingga TanuwidjajaОценок пока нет
- Electronics EngineeringДокумент3 страницыElectronics EngineeringmailforpriyanshuОценок пока нет
- Joybee 120 EnglishДокумент52 страницыJoybee 120 EnglishmuskystoatОценок пока нет
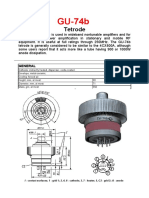
- Tetrode: GeneralДокумент5 страницTetrode: GeneralAlejandroОценок пока нет
- REF ProtectionДокумент6 страницREF ProtectionAshok KumarОценок пока нет
- Analog-to-Digital Converter: 0 - VCC ADC Input Voltage Range)Документ4 страницыAnalog-to-Digital Converter: 0 - VCC ADC Input Voltage Range)Mostafa KamalОценок пока нет