Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- 5.ilano VS CaДокумент2 страницы5.ilano VS CaJinalyn GarciaОценок пока нет
- Medical Officer BHMS 2022-2Документ2 страницыMedical Officer BHMS 2022-2Rohit DubeyОценок пока нет
- Floredel Detailed Lesson Plan (Ma'Am Dio.)Документ6 страницFloredel Detailed Lesson Plan (Ma'Am Dio.)Floredel BenozaОценок пока нет
- Instructions: Personal History Statement FILE NOДокумент6 страницInstructions: Personal History Statement FILE NONichole Dianne Dime DiazОценок пока нет
- Corporate Advisory Service Integra GroupДокумент24 страницыCorporate Advisory Service Integra GroupJimmy InterfaxОценок пока нет
- 016 Magtajas v. Pryce Properties - 234 SCRA 255Документ13 страниц016 Magtajas v. Pryce Properties - 234 SCRA 255JОценок пока нет
- Invoice Form 9606099Документ4 страницыInvoice Form 9606099Xx-DΞΛDSH0T-xXОценок пока нет
- COMPETENCIES-MODULES g4Документ7 страницCOMPETENCIES-MODULES g4Sassa IndominationОценок пока нет
- SDS Salisbury Rub Out TowellettesДокумент8 страницSDS Salisbury Rub Out TowellettesMarco Bonilla MartínezОценок пока нет
- Powers of The PresidentДокумент4 страницыPowers of The Presidentlabellejolie100% (1)
- Oracle 1z0 1053 22Документ8 страницOracle 1z0 1053 22sapnag29Оценок пока нет
- Ysidro Vs PeopleДокумент8 страницYsidro Vs PeopleajdgafjsdgaОценок пока нет
- Local Development Investment Program, CY 2012 To 2014Документ61 страницаLocal Development Investment Program, CY 2012 To 2014Lgu Leganes100% (21)
- PersonsДокумент134 страницыPersonsIkkinОценок пока нет
- Booking Details Fares and Payment: E-Ticket and Tax Invoice - ExpressДокумент2 страницыBooking Details Fares and Payment: E-Ticket and Tax Invoice - ExpressWidodo MuisОценок пока нет
- UC Express 3.0 Softphone GuideДокумент4 страницыUC Express 3.0 Softphone Guideb1naryb0yОценок пока нет
- Boy Scouts of The Philippines vs. Commission On AuditДокумент13 страницBoy Scouts of The Philippines vs. Commission On AuditWendy PeñafielОценок пока нет
- 003 Charge-sheet-for-Australian-parliamentДокумент14 страниц003 Charge-sheet-for-Australian-parliamentgОценок пока нет
- Utilitarianism Is An Ethical TheoryДокумент2 страницыUtilitarianism Is An Ethical TheoryGemma Madrinan PiqueroОценок пока нет
- United Steel, Paper and Forestry, Rubber, Manufacturing, Energy, Allied Industrial and Service Workers International Union, Local 1-1937 v. Taan Forest Limited Partnership, 2018 BCCA 322Документ33 страницыUnited Steel, Paper and Forestry, Rubber, Manufacturing, Energy, Allied Industrial and Service Workers International Union, Local 1-1937 v. Taan Forest Limited Partnership, 2018 BCCA 322Andrew HudsonОценок пока нет
- Kardashian West v. WestДокумент40 страницKardashian West v. WestBillboardОценок пока нет
- Quota Merit List (Cholistan Area) For DVM (Morning) PDFДокумент1 страницаQuota Merit List (Cholistan Area) For DVM (Morning) PDFadeelОценок пока нет
- Article 19.1 DSU CommentaryДокумент17 страницArticle 19.1 DSU CommentaryAkshat KothariОценок пока нет
- Ancient JerusalemДокумент201 страницаAncient JerusalemCristian PetrescuОценок пока нет
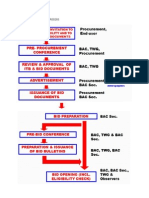
- Bidding Process For Procurement Process and DPWHPDFДокумент9 страницBidding Process For Procurement Process and DPWHPDFGerardoОценок пока нет
- Teachers Service Commission: Tender Document For Procurement of ServicesДокумент56 страницTeachers Service Commission: Tender Document For Procurement of ServicesinyasiОценок пока нет
- ProjectДокумент70 страницProjectAshish mathew chackoОценок пока нет
- Kolumbien Zeugnisbewertung Dokumente ENДокумент4 страницыKolumbien Zeugnisbewertung Dokumente ENOtoniel Avendaño TolozaОценок пока нет
- STHBДокумент4 страницыSTHBketanrana2Оценок пока нет
- Moral GovernanceДокумент11 страницMoral Governanceanggunwillis75% (4)