Вам также может понравиться
- Manual of Engineering Drawing: British and International StandardsОт EverandManual of Engineering Drawing: British and International StandardsРейтинг: 3.5 из 5 звезд3.5/5 (4)
- Guide For The Design of Crane-Supporting Steel Structures 2Документ128 страницGuide For The Design of Crane-Supporting Steel Structures 2GogyОценок пока нет
- Optimizing Planetary Gears PDFДокумент7 страницOptimizing Planetary Gears PDFyildyusuf100% (1)
- Is 617.1994Документ19 страницIs 617.1994Arjuna ReddyОценок пока нет
- Differences between Working Stress and Limit State Design Methods for RCC StructuresДокумент1 страницаDifferences between Working Stress and Limit State Design Methods for RCC StructuresTare Er Kshitij91% (33)
- 11.1.1 Topology Optimization of An Automotive Control Arm Products: Abaqus/Standard Abaqus/CAEДокумент5 страниц11.1.1 Topology Optimization of An Automotive Control Arm Products: Abaqus/Standard Abaqus/CAEIrandokht NikshabaniОценок пока нет
- India Foundry Best Practice GuideДокумент325 страницIndia Foundry Best Practice GuideSiddharth Gupta100% (2)
- ACI 533-5R-20 Guide For Precast Concrete Tunnel Segmentes Parte 2-2Документ47 страницACI 533-5R-20 Guide For Precast Concrete Tunnel Segmentes Parte 2-2Mapeix100% (1)
- TML LCV & MCV Catalogue Updated On June 2014Документ136 страницTML LCV & MCV Catalogue Updated On June 2014harshal161987Оценок пока нет
- Stresses in Large Horizontal Cylindrical Pressure Vessels On Two Saddle Supports - Zick (1951) OriginalДокумент11 страницStresses in Large Horizontal Cylindrical Pressure Vessels On Two Saddle Supports - Zick (1951) OriginalBryan Pérez PérezОценок пока нет
- Composite Optimisation of A Formula One Front WingДокумент10 страницComposite Optimisation of A Formula One Front WingaerostressОценок пока нет
- Heat Exchanger Checklist As Per TEMAДокумент6 страницHeat Exchanger Checklist As Per TEMAMONAОценок пока нет
- Dapped-Beam End PDFДокумент4 страницыDapped-Beam End PDFSushil DhunganaОценок пока нет
- Design of Concrete Ring Type Foundation For Storage TankДокумент5 страницDesign of Concrete Ring Type Foundation For Storage TankFadli PunyeОценок пока нет
- Astm d2000 Rubber ClasifiactionДокумент35 страницAstm d2000 Rubber Clasifiactionvkms100% (3)
- Optimization of Gear Reduction Unit Through Ray DiagramДокумент7 страницOptimization of Gear Reduction Unit Through Ray Diagramأحمد دعبس100% (1)
- KISSsoft Book 2015Документ108 страницKISSsoft Book 2015Anonymous SYqjuakwzP100% (2)
- Analysis of Prestressed Concrete Girder For BridgesДокумент8 страницAnalysis of Prestressed Concrete Girder For BridgesEditor IJTSRDОценок пока нет
- The Vertebrate Integument Volume 2 - Structure, Design and Function (PDFDrive)Документ357 страницThe Vertebrate Integument Volume 2 - Structure, Design and Function (PDFDrive)Mirdawati YasinОценок пока нет
- Topology Optimization Using Additive Manufacturing ConstraintsДокумент22 страницыTopology Optimization Using Additive Manufacturing ConstraintsManoj NehraОценок пока нет
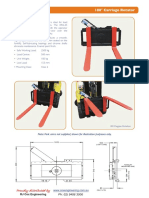
- East West Engineering Forklift AttachmentsДокумент39 страницEast West Engineering Forklift Attachmentsharshal161987Оценок пока нет
- GL Pers Transfer Basket Inspection PDFДокумент26 страницGL Pers Transfer Basket Inspection PDFSteve Morrison100% (1)
- European Recommendations On Sandwich Structures PDFДокумент71 страницаEuropean Recommendations On Sandwich Structures PDFSigfridoLogesОценок пока нет
- Finite Element Analysis and Optimization of I.C. Engine PistonДокумент8 страницFinite Element Analysis and Optimization of I.C. Engine Pistongurudev001Оценок пока нет
- Bicycle frame optimization using gradient methodДокумент16 страницBicycle frame optimization using gradient methodPlinio GuzmanОценок пока нет
- Optimize Agricultural Plough Beam Design Using Topological OptimizationДокумент5 страницOptimize Agricultural Plough Beam Design Using Topological OptimizationhoussemОценок пока нет
- Wheel BRG Stiffness CalДокумент8 страницWheel BRG Stiffness Calmans2014Оценок пока нет
- FEA of Orbital Forming Used in Spindle AssemblyДокумент6 страницFEA of Orbital Forming Used in Spindle AssemblyEldori1988Оценок пока нет
- 05 Ijetmr19 A01 612 PDFДокумент8 страниц05 Ijetmr19 A01 612 PDFShahnewaz BhuiyanОценок пока нет
- Development of A Lightweight Tubular Space FrameДокумент7 страницDevelopment of A Lightweight Tubular Space FrameJony M. TemnikarОценок пока нет
- Optimization of Crosspiece of Washing MachineДокумент4 страницыOptimization of Crosspiece of Washing MachineInternational Journal of Research in Engineering and TechnologyОценок пока нет
- Mmscience 2019 10 Topological Optimization of The Formula Student Bell CrankДокумент5 страницMmscience 2019 10 Topological Optimization of The Formula Student Bell CrankAdson JuniorОценок пока нет
- Xiu-Chun WU, Wen-Qiang ZHENG, Pan Zhou: Topology Optimization Design of Bus Body Structure Based On Altair-OptistructДокумент6 страницXiu-Chun WU, Wen-Qiang ZHENG, Pan Zhou: Topology Optimization Design of Bus Body Structure Based On Altair-OptistructHaile SolomonОценок пока нет
- OPTIMIZATION OF A CAR SUSPENSION–STEERING LINKAGEДокумент8 страницOPTIMIZATION OF A CAR SUSPENSION–STEERING LINKAGESantiago UrgilesОценок пока нет
- Aerodynamic Design Optimization of A Centrifugal Compressor Impeller Based On An Artificial Neural Network and Genetic AlgorithmДокумент13 страницAerodynamic Design Optimization of A Centrifugal Compressor Impeller Based On An Artificial Neural Network and Genetic AlgorithmGeorge Guimarães Dias SiqueiraОценок пока нет
- Bike CrankansysДокумент5 страницBike CrankansysPranav ěýĕѕ ŠpęăқОценок пока нет
- Optimization of Casting Shapes: Technical PaperДокумент5 страницOptimization of Casting Shapes: Technical PaperkannankrivОценок пока нет
- Weight Reduction of Planetary Gearbox Pedestal Using Finite Element AnalysisДокумент4 страницыWeight Reduction of Planetary Gearbox Pedestal Using Finite Element AnalysisPrabhakar PurushothamanОценок пока нет
- Analysis of Fly WheelДокумент5 страницAnalysis of Fly Wheelfsilassie8012Оценок пока нет
- Bicycle WheelДокумент19 страницBicycle Wheelnikhil5811100% (1)
- Robust Design of Automotive Component Using Optimization Analysis in Nonlinear DomainДокумент5 страницRobust Design of Automotive Component Using Optimization Analysis in Nonlinear Domainendra79Оценок пока нет
- A Study On Optimized Design of A Spur Gear Reduction UnitДокумент7 страницA Study On Optimized Design of A Spur Gear Reduction UnitSolomon Muhabaw MulatОценок пока нет
- PD VW Success StoryДокумент4 страницыPD VW Success StoryAltairKoreaОценок пока нет
- Mech 2412 Embodiment Design Report 1Документ25 страницMech 2412 Embodiment Design Report 1api-510467572Оценок пока нет
- Stress Analysis On Steering Knuckle of The Automobile Steering SystemДокумент4 страницыStress Analysis On Steering Knuckle of The Automobile Steering SystemesatjournalsОценок пока нет
- Shaft Design and Flywheel DimensioningДокумент13 страницShaft Design and Flywheel DimensioningihtishamuddОценок пока нет
- Design Improvement of Steering Knuckle Component Using Shape OptimizationДокумент5 страницDesign Improvement of Steering Knuckle Component Using Shape OptimizationIJEC_EditorОценок пока нет
- Structural Optimization of Compactor Side Frame Using OptistructДокумент10 страницStructural Optimization of Compactor Side Frame Using Optistructharshal161987Оценок пока нет
- Optimization of Die Design for Forging Turbocharger and Ring Gear PartsДокумент17 страницOptimization of Die Design for Forging Turbocharger and Ring Gear PartsAbuabdullahZakiОценок пока нет
- Design Sensitivity Analysis of Air-Lubricated Slider BearingsДокумент3 страницыDesign Sensitivity Analysis of Air-Lubricated Slider BearingsDeepak SharmaОценок пока нет
- The 2nd Assessment ProblemДокумент4 страницыThe 2nd Assessment ProblemrisirarocksОценок пока нет
- O 10 Topology Optimization For Engine Mounting Arm Force MotorsДокумент7 страницO 10 Topology Optimization For Engine Mounting Arm Force MotorskspetsnazОценок пока нет
- Structural Analysis of Steering Knuckle For Weight ReductionДокумент6 страницStructural Analysis of Steering Knuckle For Weight ReductionMithun V KulkarniОценок пока нет
- 7.25 OtimizationДокумент8 страниц7.25 Otimizationrajus00077 rajus00077Оценок пока нет
- 1322 PaperДокумент8 страниц1322 PaperKubilay AçıkgözОценок пока нет
- Paper Gearbox enДокумент12 страницPaper Gearbox enVikas TyagiОценок пока нет
- Rotordynamic Design Optimization of A Steam Turbine Rotor Bearing SystemДокумент72 страницыRotordynamic Design Optimization of A Steam Turbine Rotor Bearing SystemTarkan KaragozОценок пока нет
- EAT206 Design - Methods.applications Week 14Документ48 страницEAT206 Design - Methods.applications Week 14Ahmed SaleemОценок пока нет
- DesignofSteeringSystem Draft PDFДокумент11 страницDesignofSteeringSystem Draft PDFAshish IngaleОценок пока нет
- Title:: Topology Optimization of A Support Structures Student Name: Student ID: Subject: Date: Max Word CountДокумент7 страницTitle:: Topology Optimization of A Support Structures Student Name: Student ID: Subject: Date: Max Word CountNishant UmaleОценок пока нет
- 小论文 - Design and Parametric Characterization of Flexure Bearing as Automotive Valve Spring ReplacementДокумент14 страниц小论文 - Design and Parametric Characterization of Flexure Bearing as Automotive Valve Spring Replacement侯涛Оценок пока нет
- Optimization of A Motorcycle Wheel RimДокумент6 страницOptimization of A Motorcycle Wheel RimAnoop A KОценок пока нет
- Project Abstract M-TechДокумент2 страницыProject Abstract M-TechAditya NagОценок пока нет
- 06 OS ATC2017 TopologyOptimizationofExhaustMountingBracket TechMahindraДокумент6 страниц06 OS ATC2017 TopologyOptimizationofExhaustMountingBracket TechMahindraVruОценок пока нет
- Axial Fan CFD Designing PDFДокумент6 страницAxial Fan CFD Designing PDFuuur35Оценок пока нет
- DesignofSteeringSystem DraftДокумент11 страницDesignofSteeringSystem DraftAndy ChangОценок пока нет
- Topological Optimization of Steering Knuckle by Using Additive Manufacturing ProcessДокумент6 страницTopological Optimization of Steering Knuckle by Using Additive Manufacturing ProcessdhruvОценок пока нет
- Design and Analysis of Steering Knuckle 2019 PDFДокумент9 страницDesign and Analysis of Steering Knuckle 2019 PDFsanjeev105Оценок пока нет
- R04706112117 PDFДокумент6 страницR04706112117 PDFSantiago UrgilesОценок пока нет
- Air-Bearing Design Based On Global Approximation Concepts: Sang-Joon Yoon and Dong-Hoon Choi, Member, IEEEДокумент3 страницыAir-Bearing Design Based On Global Approximation Concepts: Sang-Joon Yoon and Dong-Hoon Choi, Member, IEEEDeepak SharmaОценок пока нет
- Automotive SIMULIA Tech Brief 08 Iterative Design Evaluation FullДокумент4 страницыAutomotive SIMULIA Tech Brief 08 Iterative Design Evaluation Fullklomps_jrОценок пока нет
- Topology Optimization Design of Automotive Engine Bracket: Po Wu, Qihua Ma, Yiping Luo, Chao TaoДокумент6 страницTopology Optimization Design of Automotive Engine Bracket: Po Wu, Qihua Ma, Yiping Luo, Chao TaoPramod KulkarniОценок пока нет
- Virtual Powertrain Conference - Crankshaft Lightweight Design and Evaluation Based on Simulation TechnologyДокумент8 страницVirtual Powertrain Conference - Crankshaft Lightweight Design and Evaluation Based on Simulation TechnologyabhinavrmahajanОценок пока нет
- Planar Linkage Synthesis: A modern CAD based approachОт EverandPlanar Linkage Synthesis: A modern CAD based approachОценок пока нет
- Braking Testing PDFДокумент34 страницыBraking Testing PDFharshal161987Оценок пока нет
- MAHA USA Complete Product Catalog 2015 071717 PDFДокумент31 страницаMAHA USA Complete Product Catalog 2015 071717 PDFharshal161987Оценок пока нет
- Mechanical Properties and HardenabilityДокумент32 страницыMechanical Properties and Hardenabilitydharlanuctcom100% (1)
- Basics of SynchronizersДокумент78 страницBasics of SynchronizersAnish PaiОценок пока нет
- 02 Clutch and Release SystemДокумент19 страниц02 Clutch and Release SystemKoushik RaoОценок пока нет
- Is 10774Документ14 страницIs 10774harshal161987Оценок пока нет
- Fte Kupplungsbroschuere en WebДокумент8 страницFte Kupplungsbroschuere en Webharshal161987100% (1)
- 4 Kramer Good Foundry PracticesДокумент25 страниц4 Kramer Good Foundry PracticeshezihilikОценок пока нет
- General Technical PDFДокумент40 страницGeneral Technical PDFharshal161987Оценок пока нет
- New Product Catalouge Book FormateДокумент7 страницNew Product Catalouge Book FormateAditi RathiОценок пока нет
- Sss BrochureДокумент8 страницSss Brochureharshal161987Оценок пока нет
- Micro Switch Hdls Limit Ps 002354-1-En FinalДокумент39 страницMicro Switch Hdls Limit Ps 002354-1-En Finalharshal161987Оценок пока нет
- PalletTrends09 PDFДокумент12 страницPalletTrends09 PDFharshal161987Оценок пока нет
- TechNotes PDFДокумент63 страницыTechNotes PDFkamal_mdОценок пока нет
- EMRALD Wheel Rims and Fitment Press PDFДокумент4 страницыEMRALD Wheel Rims and Fitment Press PDFharshal161987Оценок пока нет
- Coupling Alignment Kit by Syed JafferДокумент25 страницCoupling Alignment Kit by Syed Jafferar0131083804Оценок пока нет
- Kdrabinkowe RexnordДокумент59 страницKdrabinkowe Rexnordharshal161987Оценок пока нет
- Development of Early Roller Chain Design GuideДокумент15 страницDevelopment of Early Roller Chain Design GuideCTN2010Оценок пока нет
- Disclosure To Promote The Right To InformationДокумент14 страницDisclosure To Promote The Right To Informationharshal161987Оценок пока нет
- Leaf Chains BL-SeriesДокумент8 страницLeaf Chains BL-Seriesharshal161987Оценок пока нет
- EK Elastomer CouplingsДокумент24 страницыEK Elastomer Couplingsharshal161987Оценок пока нет
- Is 6566 2001Документ23 страницыIs 6566 2001harshal161987Оценок пока нет
- Scharniere DIY C 2010-05 enДокумент52 страницыScharniere DIY C 2010-05 enharshal161987Оценок пока нет
- Handbook Longlok PDFДокумент48 страницHandbook Longlok PDFharshal161987100% (1)
- Lpspricelist 01012015Документ20 страницLpspricelist 01012015harshal161987Оценок пока нет
- DHS Unit 1 To 3 MCQsДокумент37 страницDHS Unit 1 To 3 MCQsSumair Lone67% (6)
- D 1004 - 94a r03 - RdewmdqtotrbujazДокумент4 страницыD 1004 - 94a r03 - Rdewmdqtotrbujazjai soniОценок пока нет
- SOM Question BankДокумент9 страницSOM Question Bankmohanmech2006886Оценок пока нет
- 11874-Article Text PDF-33042-2-10-20180322Документ6 страниц11874-Article Text PDF-33042-2-10-20180322Mekonen MagogaОценок пока нет
- Seismic Behavior of Concrete Gravity Dams: Jiji Anna Varughese and Sreelakshmi NikithanДокумент12 страницSeismic Behavior of Concrete Gravity Dams: Jiji Anna Varughese and Sreelakshmi NikithanVenkataraju BadanapuriОценок пока нет
- External Shrinkage Restraint For Multi-Story Concrete StructuresДокумент6 страницExternal Shrinkage Restraint For Multi-Story Concrete Structuresramadani karaОценок пока нет
- PD Iso TS 22762-4-2014Документ40 страницPD Iso TS 22762-4-2014Олег СоловьевОценок пока нет
- Bottom Outlets Works - The Cause of Failure of The Massingir DamДокумент7 страницBottom Outlets Works - The Cause of Failure of The Massingir Dammivos4Оценок пока нет
- Mechanical and Metal Trades Handbook: Textbook Series From Europa-Lehrmittel For The Metalworking TradesДокумент23 страницыMechanical and Metal Trades Handbook: Textbook Series From Europa-Lehrmittel For The Metalworking TradesDavi's MartínezОценок пока нет
- 2019 Test 2Документ4 страницы2019 Test 2Tefelo TsimaneОценок пока нет
- A Document On Principle of Virtual WorkДокумент27 страницA Document On Principle of Virtual WorkharshanthrОценок пока нет
- Hossain Rifat Fall-202012Документ102 страницыHossain Rifat Fall-202012mirza_munir_baig995Оценок пока нет
- FractureДокумент10 страницFracturesantharamuОценок пока нет
- Exam Paper MABY4100 2019.11 - SOLUTIONSДокумент10 страницExam Paper MABY4100 2019.11 - SOLUTIONSvilinorgelive.noОценок пока нет
- No 1 FatigueДокумент8 страницNo 1 FatigueIsti_MОценок пока нет
- Rigid Pavement Design IntroductionДокумент10 страницRigid Pavement Design IntroductionAyebaifiemiemi DienaghaОценок пока нет
- Effective Stress PrincipleДокумент17 страницEffective Stress PrincipleMustafa HusseinОценок пока нет
- Fluid Flow Lectures1 2 2nd YearДокумент114 страницFluid Flow Lectures1 2 2nd YearJoshua SaladiОценок пока нет
- Optimization of Lattice Structures For Additive Manufacturing TechnologiesДокумент10 страницOptimization of Lattice Structures For Additive Manufacturing TechnologiesJavier Andres Munoz ChavesОценок пока нет