Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Retenes TimkenДокумент237 страницRetenes TimkenJOSTINОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Sagana Kutus 132kv Transmission Line and SubstationДокумент324 страницыSagana Kutus 132kv Transmission Line and Substationshivvaram-1100% (1)
- SOPM EmbraerДокумент398 страницSOPM EmbraerRener Junior100% (1)
- Carte Tehnica Excavator VolvoДокумент12 страницCarte Tehnica Excavator VolvoCiufudean AdrianОценок пока нет
- Fire Hydrant System Design Installation Commisioning and TestingДокумент5 страницFire Hydrant System Design Installation Commisioning and Testingjaianit89Оценок пока нет
- Planning For Procurement of Construction ContractsДокумент41 страницаPlanning For Procurement of Construction ContractsJoel AlcantaraОценок пока нет
- BSA D14 175 Bantam Supreme Sports Bushman Maintenance Instruction Manual PDFДокумент37 страницBSA D14 175 Bantam Supreme Sports Bushman Maintenance Instruction Manual PDFjvdkjdlkkОценок пока нет
- Lean Thinking Redefines O&M PracticesДокумент10 страницLean Thinking Redefines O&M PracticesAsel Juárez ViteОценок пока нет
- PC W130B 09 EUДокумент272 страницыPC W130B 09 EUОблачноОценок пока нет
- b-737 - Rev 59 PDFДокумент402 страницыb-737 - Rev 59 PDFCatevario NegroОценок пока нет
- Project Controller Unit Indradrive enДокумент176 страницProject Controller Unit Indradrive enCristhian GraefОценок пока нет
- MEMS-Based Uncooled Infrared Bolometer Arrays - A ReviewДокумент15 страницMEMS-Based Uncooled Infrared Bolometer Arrays - A ReviewMarco LicofonteОценок пока нет
- Gear Mechanism Used in Wrist WatchesДокумент5 страницGear Mechanism Used in Wrist WatchesRaja Rv0% (1)
- Const Estimate Made EasyДокумент31 страницаConst Estimate Made EasyLorenzo SerranoОценок пока нет
- Durable, Long-Lasting Punches & Punch Blanks: Heads-Above-The-Rest PerformanceДокумент12 страницDurable, Long-Lasting Punches & Punch Blanks: Heads-Above-The-Rest PerformanceCristhian Graef100% (1)
- United States Patent (10) Patent N0.: US 6,827,075 B1Документ7 страницUnited States Patent (10) Patent N0.: US 6,827,075 B1Cristhian GraefОценок пока нет
- Tabelas Tubos MecanicosДокумент6 страницTabelas Tubos MecanicosCristhian GraefОценок пока нет
- Micro Sim TemplateДокумент1 страницаMicro Sim TemplateCristhian GraefОценок пока нет
- Super Precision Thin Section Instrument Ball BearingsДокумент38 страницSuper Precision Thin Section Instrument Ball BearingsCristhian GraefОценок пока нет
- Santerno Sinus MДокумент1 страницаSanterno Sinus MCristhian GraefОценок пока нет
- Monorail enДокумент210 страницMonorail enCristhian GraefОценок пока нет
- Nmon Analyser & ConsolidatorДокумент7 страницNmon Analyser & ConsolidatorJuan InagakiОценок пока нет
- bt2505b Bluetooth PhilipsДокумент2 страницыbt2505b Bluetooth Philipsgursharan singh GSGОценок пока нет
- A N Engineering Report On Unit 8: Engineering Design, Assignment 2 - Use of Computer Based Technology in Engineering DesignДокумент14 страницA N Engineering Report On Unit 8: Engineering Design, Assignment 2 - Use of Computer Based Technology in Engineering DesignTop Engineering SolutionsОценок пока нет
- Single Head Nest Detail: Turbonest F644-12Mm-S355-04Документ5 страницSingle Head Nest Detail: Turbonest F644-12Mm-S355-04Vv ZzОценок пока нет
- Homologos en FiltrosДокумент788 страницHomologos en FiltrosJohan Gomez100% (1)
- Metrolla Steels Industrial Visit ReportДокумент39 страницMetrolla Steels Industrial Visit ReportSanjay R Nair100% (1)
- db12 HornДокумент3 страницыdb12 HornGerman Andres GarciaОценок пока нет
- Iso 6395 2008 en PDFДокумент11 страницIso 6395 2008 en PDFjamesОценок пока нет
- Critical Care Systems Test Equipment For Repairs and PMS in The USA and CanadaДокумент6 страницCritical Care Systems Test Equipment For Repairs and PMS in The USA and CanadaMedsystem atОценок пока нет
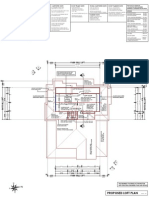
- LoftplanДокумент1 страницаLoftplanapi-228799117Оценок пока нет
- NITLeaves 1 To 156Документ156 страницNITLeaves 1 To 156dhananjayОценок пока нет
- XXX Lss XXX: NotesДокумент2 страницыXXX Lss XXX: NotesMoisés Vázquez ToledoОценок пока нет
- ReactionsДокумент30 страницReactionskaloibestОценок пока нет
- TTO-ST-0-SPC-05100 - Structural Steel SpecificationДокумент18 страницTTO-ST-0-SPC-05100 - Structural Steel Specificationsara saravananОценок пока нет
- Fifth Wheel, Design and FunctionДокумент17 страницFifth Wheel, Design and FunctionRobert Orosco B.Оценок пока нет
- Mazda rx7Документ3 страницыMazda rx7Jon WestОценок пока нет
- How To Use Volatility - v2Документ65 страницHow To Use Volatility - v2John SedoskiОценок пока нет
- 08 Sep-603b Thol Ret 670Документ9 страниц08 Sep-603b Thol Ret 670m khОценок пока нет