Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- CM2880 Wiring Diagram enДокумент1 страницаCM2880 Wiring Diagram enAung Mh62% (21)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- ControlLogix For SIL 2 PDFДокумент4 страницыControlLogix For SIL 2 PDFveerendraОценок пока нет
- Manual SL7000Документ101 страницаManual SL7000Juan Carlos Camacho SilesОценок пока нет
- q7 Module RearДокумент34 страницыq7 Module RearDardan HusiОценок пока нет
- Understanding The New IEEE 1584-2018 Guide For Performing Arc-Flash Hazard Calculations and The 2017 NEC Arc Energy Reduction ArticlesДокумент42 страницыUnderstanding The New IEEE 1584-2018 Guide For Performing Arc-Flash Hazard Calculations and The 2017 NEC Arc Energy Reduction ArticlesEdison EstrellaОценок пока нет
- Maestro XS Reference Manual Version 2.0 PDFДокумент130 страницMaestro XS Reference Manual Version 2.0 PDFRenato García Espinosa50% (2)
- Global WarmingДокумент1 страницаGlobal WarmingImtiaz HussainОценок пока нет
- New Method For Area CalculationДокумент1 страницаNew Method For Area CalculationImtiaz HussainОценок пока нет
- Mech Behavior CasehistДокумент17 страницMech Behavior CasehistImtiaz HussainОценок пока нет
- RainДокумент1 страницаRainImtiaz HussainОценок пока нет
- "Give Me Friends or Give Me Death". A Life Without Friendship Is Terrible and LonelyДокумент1 страница"Give Me Friends or Give Me Death". A Life Without Friendship Is Terrible and LonelyImtiaz HussainОценок пока нет
- Latest JokesДокумент1 страницаLatest JokesImtiaz HussainОценок пока нет
- AG - Gauge SaverДокумент2 страницыAG - Gauge SaverImtiaz HussainОценок пока нет
- Potential Free ContactДокумент1 страницаPotential Free ContactImtiaz HussainОценок пока нет
- 02jan03 2Документ2 страницы02jan03 2Imtiaz HussainОценок пока нет
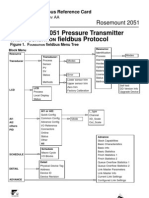
- FF Menu TreeДокумент2 страницыFF Menu TreeImtiaz HussainОценок пока нет
- FF Menu TreeДокумент2 страницыFF Menu TreeImtiaz HussainОценок пока нет
- 02jan03 2Документ2 страницы02jan03 2Imtiaz HussainОценок пока нет
- Inverter Temperature MonitoringДокумент3 страницыInverter Temperature Monitoringnemarc08Оценок пока нет
- New Microsoft Word DocumentДокумент18 страницNew Microsoft Word DocumentSreekanth PagadapalliОценок пока нет
- Pdtech Deltamaxx: Digital Loss Factor/Capacitance Analyzer and Partial Discharge Detector For Test Voltages Up To 50 KVДокумент4 страницыPdtech Deltamaxx: Digital Loss Factor/Capacitance Analyzer and Partial Discharge Detector For Test Voltages Up To 50 KVJagadish Babu DegalaОценок пока нет
- Test Gadgets Sports Have To ShouldДокумент2 страницыTest Gadgets Sports Have To Shouldlarisa erdeiОценок пока нет
- Alternating CurrentДокумент17 страницAlternating CurrentShinjiОценок пока нет
- Windows Shell Command To Uninstall in Built Microsoft Store Apps PDFДокумент7 страницWindows Shell Command To Uninstall in Built Microsoft Store Apps PDFenakta13Оценок пока нет
- Turbo 250 Datasheet PDFДокумент1 страницаTurbo 250 Datasheet PDFgalih santosoОценок пока нет
- Mixed-Signal-Electronics: PD Dr.-Ing. Stephan HenzlerДокумент33 страницыMixed-Signal-Electronics: PD Dr.-Ing. Stephan HenzlerAhmed HamoudaОценок пока нет
- Siemens Power Engineering Guide 7E 343Документ1 страницаSiemens Power Engineering Guide 7E 343mydearteacherОценок пока нет
- User manual-BMC-Highflow Series MachineДокумент50 страницUser manual-BMC-Highflow Series MachineСергей Букша100% (1)
- ML2032 DataSheet TableДокумент2 страницыML2032 DataSheet TableginesОценок пока нет
- USB Pinout and WiringДокумент4 страницыUSB Pinout and WiringnelsonhooverОценок пока нет
- Manual 19032012Документ33 страницыManual 19032012Hirankur KhillareОценок пока нет
- DPMErr SEДокумент10 страницDPMErr SEarelyta8123Оценок пока нет
- Deep Bar and Double Cage 010223Документ20 страницDeep Bar and Double Cage 010223Debankan ChatterjeeОценок пока нет
- ACS 2000 4 KV: Motor Temperature Supervision InformationДокумент6 страницACS 2000 4 KV: Motor Temperature Supervision InformationJean Carlos da SilvaОценок пока нет
- Slide 2 Photovoltaic System 4Документ71 страницаSlide 2 Photovoltaic System 4Chea LichhingОценок пока нет
- ARFCN GSM SpecsДокумент7 страницARFCN GSM SpecsEyotreОценок пока нет
- Design and Performance Analysis of Digital Integrator of A Multi-Channel Microwave RadiometerДокумент6 страницDesign and Performance Analysis of Digital Integrator of A Multi-Channel Microwave RadiometerJoh IgnacioОценок пока нет
- Longi Lr5 72hph 535mДокумент2 страницыLongi Lr5 72hph 535mMonster LifeОценок пока нет
- EE 109 Unit 10 - Pulse Width ModulationДокумент16 страницEE 109 Unit 10 - Pulse Width ModulationEmin KültürelОценок пока нет
- Owner's Manual: The Tone Hammer Preamp/DiДокумент4 страницыOwner's Manual: The Tone Hammer Preamp/DiflexlopezОценок пока нет
- Improving Buck Converter Light-Load Efficiency: Power Supply DesignДокумент3 страницыImproving Buck Converter Light-Load Efficiency: Power Supply DesignkoolniranОценок пока нет
- Analog Electronics ProjectДокумент11 страницAnalog Electronics ProjectASHUTOSH MOHAPATRA 18BLC1035Оценок пока нет